Nabídka trubek je extrémně široká: zahrnuje trubky o průměru od desetin milimetru do 2,5 metru s tloušťkou stěny od setin milimetru do 50 mm. Poměr průměru k tloušťce stěny (D/S) trubky se dělí na extra silnostěnné (D/S < 5,5), silnostěnné (D/S=59), normální (D/S = 920), tenkostěnné (D/S = 2050) a extra tenkostěnné (D/S > 50).
Vyrábějí trubky kulaté, oválné, obdélníkové, čtvercové, žebrované, kónické a se stěnou různé tloušťky.
Trubky jsou široce používány jako hlavní plynovody a ropovody, v chemickém inženýrství, ve stavebnictví a při návrzích různých jednotek a mechanismů.
Existují trubky pro všeobecné a speciální účely.
Podle způsobu výroby jsou všechny trubky rozděleny do 2 typů – bezešvé a svařované.
Bezešvé trubkyse dělí na tvářené za tepla (získané válcováním nebo lisováním) a tvářené za studena, získané z trubkových polotovarů deformovaných za tepla válcováním za studena na válcovnách KhPT a KhPTR (válcované za studena) nebo tažením za studena (tažené za studena). Bezešvé trubky válcované za tepla se získávají o průměruD = 16630mms tloušťkou stěnyS = 1,550mm.
Lisováním za tepla se vyrábí trubky o průměrech od 25 do 245 mms tloušťkou stěnyS = 2,530mm. Trubky lisované za tepla jsou často vyráběny z nízkoplastických, obtížně deformovatelných ocelí.
Trubky tvarované za studena se vyrábí o průměru D = 0,2450mms tloušťkou stěnyS = 0,0335mm.
Svařované trubky rozdělena na elektricky svařované (D = 52520, S = 0,0332 mm) a svařované v peci (D = 10140, S=1,85,5 mm).
V celkovém objemu trubek zabírají bezešvé trubky cca 40 %, svařované trubky – 60 %.
Porovnání sortimentu a vlastností elektricky svařovaných a za tepla deformovaných trubek ukazuje:
rozsah průměrů elektricky svařovaných trubek je širší než u trubek deformovaných za tepla, ale rozsah jakostí oceli je mnohem užší;
přesnost elektricky svařovaných trubek, zejména pokud jde o tloušťku stěny, je vyšší než u trubek deformovaných za tepla;
při stejném průměru lze vyrábět elektricky svařované trubky s menší tloušťkou stěny ve srovnání s trubkami deformovanými za tepla;
elektricky svařované trubky vyrobené tlakovým svařováním mají otřepy vytvořené při svařování švu, vyčnívající na vnitřním povrchu až 0,5 mm (otřepy na vnějším povrchu jsou odstraněny). Přítomnost vnitřního otřepu, který se z povrchu obtížně odstraňuje, omezuje rozsah použití trubek malého průměru.
7.2. Výroba bezešvých trubek válcovaných za tepla
Existuje několik metod pro válcování trubek za tepla. Každá z těchto metod zahrnuje tři operace tlakového ošetření, které se provádějí v následujícím pořadí:
všití pevného kulatého polotovaru do duté silnostěnné trubky zvané objímka;
srolování objímky do hrubé trubky;
kalibrace nebo redukce hrubé trubky na hotovou s konečnými rozměry v průměru a tloušťce stěny.
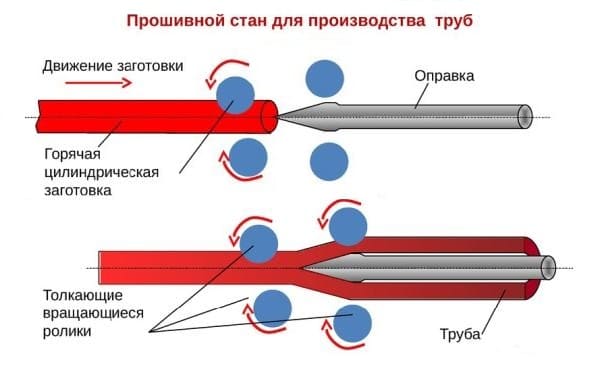
Všití pevného kulatého polotovaru do rukávu(obr. 49) je první technologická operace. Hlavními metodami děrování jsou šroubové válcování a lisování. Šnekové válcovací děrovací stolice mají dva soudkovité válce, které se otáčejí ve stejném směru. Mezi válci, v místě největší konvergence válců (při sevření), je nehybně instalován krátký trn.

Rýže. 49. Schéma děrování ve mlýně s válečky ve tvaru sudu:
1– pracovní válce;2– trn;3– šitý obrobek;4– pravítka;5–rukáv
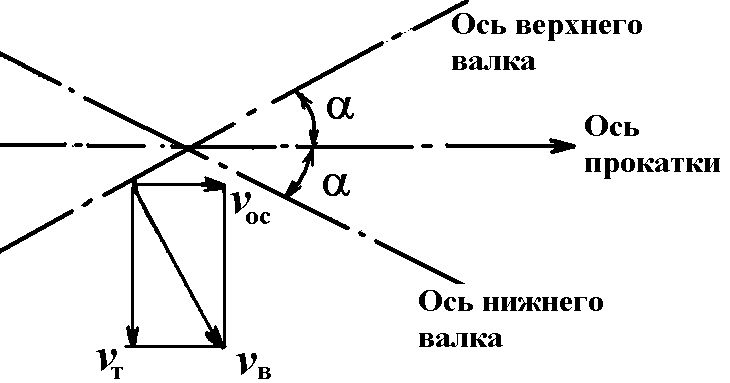
V prostoru jsou osy horního a spodního válce posunuty vůči ose válcování (šikmé) o úhel α, který se nazývá úhel posuvu.
Proto se tyto mlýny někdy nazývají mlýny s příčným řezem. Díky šikmému uspořádání válců je obvodová rychlost válce v každém bodě Vв lze rozdělit na dvě složky:Vvosy– axiální složka, která zajišťuje dopředný pohyb obrobku;Vт– tangenciální složka, která způsobuje rotaci obrobku při jeho pohybu vpřed.
Výsledkem je, že každý bod obrobku v prostoru popisuje šroubovici. Proto se tyto mlýny nazývají šnekové válcovny.
Jak se obrobek v deformační zóně pohybuje směrem ke svěrce, jeho průměr se zmenšuje a stává se oválným, protože vzdálenost mezi čarami děrovací stolice je o něco větší než vzdálenost mezi válci ve svíračce.
Vlivem proměnlivého stlačení po obvodu se v axiální části obrobku tvoří mikrotrhliny a uvolnění kovu. Poté, když se obrobek při svém pohybu setká s trnem, trn prorazí obrobek a vytvoří silnostěnnou dutou trubku nazývanou objímka.
Při děrování obrobku na děrovacích lisech je nutná dodatečná instalace prodlužovací frézy (elongátoru). Konstrukčně se jedná o šnekovou válcovnu s krátkým pevným trnem (obdoba děrovací stolice). V tomto případě se pouzdro získá ve dvou operacích. Prvním je propíchnutí obrobku na lisu, po kterém se obrobek získá ve formě silnostěnného skla se slepým dnem. Druhým je válcování skla na prodlužovací stolici. Při rolování se délka zvětšuje, spodní část skla se sešije a získá se rukáv.
Vyrolování objímky do hrubé trubky. Výsledná objímka je válcována mezi válci s kruhovými kalibry a trnem, který je umístěn uvnitř trubky. V tomto případě se z objímky zvlněné v průměru a tloušťce stěny získá trubka s rozměry blízkými konečnému. Takové trubky se nazývají hrubé trubky.
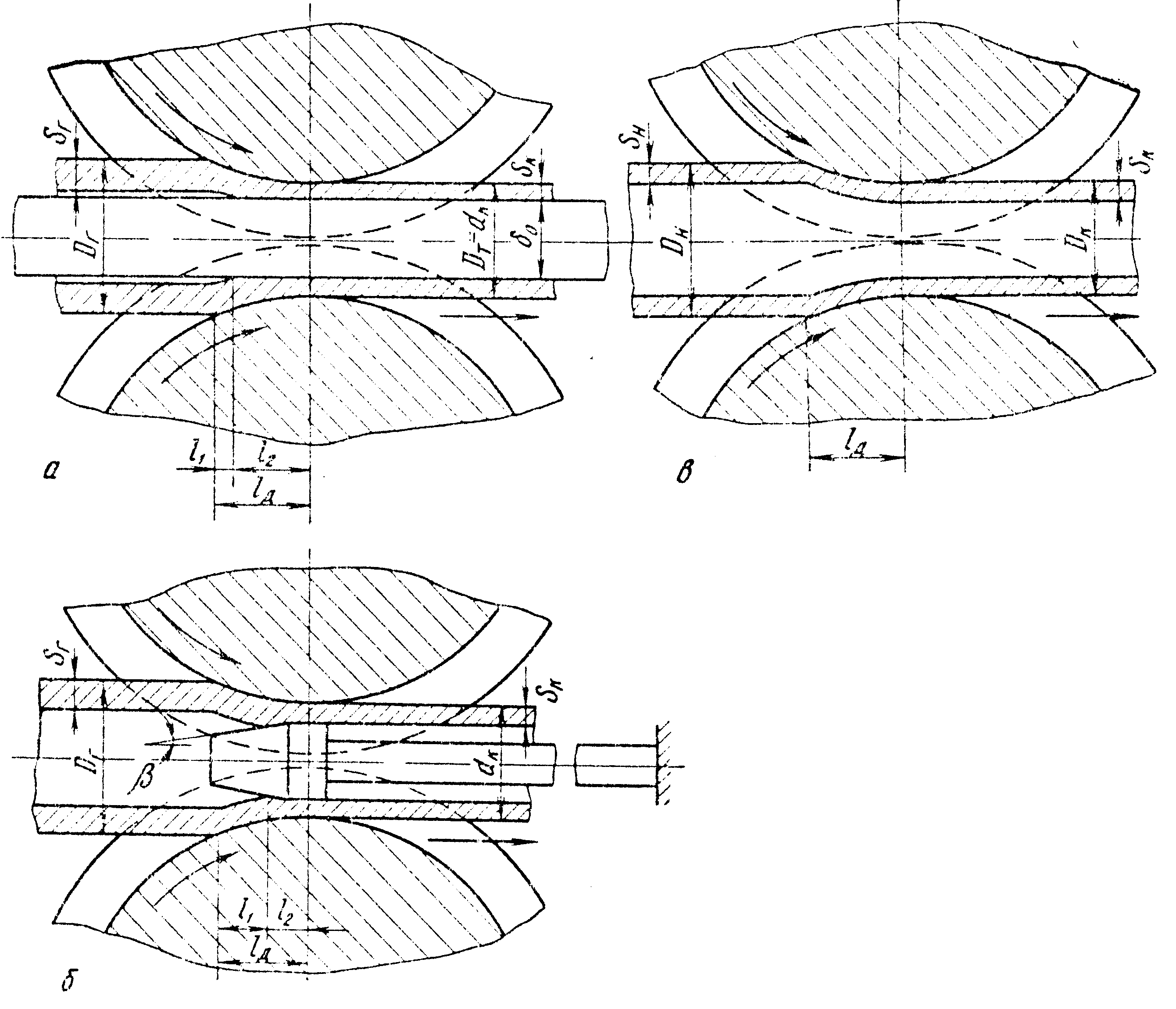
Rýže. 50. Schémata pro válcování trubek v kruhovém rozchodu na
pohyblivý trn, dlouhý (а), krátký (б) a bez trnu (в)
Pro válcování vložky do hrubé trubky se používají dva způsoby: na krátkém pevném trnu (obr. 50, б) a na dlouhém pohyblivém trnu, který se pohybuje v rolích spolu s trubkou (obr. 50,а).
Válcování vložky do hrubé trubky na krátkém trnu se provádí v automatických stolicích a 2stojanových tandemových podélných válcovacích stolicích; Válcování na dlouhém trnu se provádí na průběžných podélných válcovacích stolicích, poutních, tříválcových a hřebenových stolicích.
Kalibrace a redukce potrubí – jedná se o finální technologickou operaci získání hotových trub s konečnými rozměry v průměru a tloušťce stěny z hrubých trubek.
Kalibrace potrubívyráběné na průběžných podélných válcovacích stolicích s počtem stolic 3-12. Válcování se provádí v soustavě kruhových měrek bez trnu (obr. 50,в). Pracovní stojany jsou nevratné, obvykle 2- nebo 3-válcové. Účelem kalibrace je získat potrubí s přesným vnějším průměrem. Toho je dosaženo mírným stlačením trubky podél vnějšího průměru o 3-5% v každé válcovací stolici. Kalibrace se provádí bez napínání trubky mezi stojany, takže po kalibraci zeď zesílí o 4-15%. Kalibrační stojany se instalují se sklonem střídavě v různých směrech pod úhlem 45° k horizontále. Sousední stojany svírají úhel 90. Silnostěnné a extra silnostěnné trubky jsou kalibrovány pomocí poměruD/S
Redukce potrubívyráběné na kontinuálních redukčních podélných válcovacích stolicích v oválných rozchodech bez trnu.

Redukční frézy slouží k výraznému zmenšení (snížení) vnějšího průměru trubek. Zmenšení (snížení) vnějšího průměru trubek se nazývá redukce. Počet stojanů v redukčních mlýnech byl zvýšen na 28. Používají především 3válcové stojany, střídavě umístěné pod úhlem 45° k horizontále, takže se mění poloha konektorů kalibru.
Na rozdíl od kalibrovacích stolic se redukční válcování provádí tahem trubky. To umožňuje zvýšit stlačení průměru trubky v každém stojanu na 10–12% bez ztráty stability potrubí (kolaps) a celkové zmenšení vnějšího průměru na 75–80 %. Tahové válcování navíc umožňuje upravit tloušťku stěny v závislosti na velikosti napětí, udržet ji na stejné úrovni nebo ji ztenčit.
Instalace redukčních fréz výrazně rozšiřuje sortiment vyráběných trubek a zároveň vykládá hlavní jednotky, na kterých jsou válcovány hrubé trubky. Tenkostěnné trubky s poměrem D/S
Na Obr. 51 uvádí typy měřidel používaných ve válcovnách trub při výrobě trubek.
0 +7 (351) 216-11-88 Trubky dodáváme od roku 1996
Odpovíme do 30 minut.

Povrch konstrukcí neobsahuje svary ani podélné spoje. Trubkové produkty bez jizvy mají lepší pevnost než jejich elektricky svařované protějšky, takže je lze instalovat do vysokotlakých sítí.
Tento typ válcování trubek se vyrábí z ocelových předvalků různých jakostí. Obvykle se používají uhlíkové, vysoce a středně legované slitiny. Volba oceli jako základu je určena jejími vlastnostmi. Odolný materiál má nízkou lineární roztažnost, vysokou tepelnou vodivost a odolnost proti korozi a oxidaci. Například pevné uhlíkové slitiny válcované za tepla vydrží provozní tlak až 16 MPa.
Kov se zpracovává na výkonných válcovacích strojích. Proto se výrobnímu procesu říká „válcování“.
Používají se také techniky výroby kovových výrobků jako je tažení, lisování, kování atd.
Rozsah aplikace
Obliba bezešvých kovových konstrukcí se vysvětluje jejich spolehlivostí a přizpůsobivostí obtížným podmínkám (tepelné, mechanické, chemické zatížení). Rozsah použití není omezen. Válcované trubky jsou instalovány v zařízeních v různých průmyslových odvětvích, bytových a komunálních službách. Hlavní spotřebitelé masivních kovových výrobků:
- odvětví těžby ropy a uhlí;
- letectví, lodě, stavba lodí;
- astronautika;
- plynovody a vodovodní potrubí;
- těžký a obranný průmysl;
- výroba traktorů;
- hutnictví.
Silnostěnné kovové výrobky se používají při výstavbě průmyslových zařízení pracujících pod vysokým tlakem. Bezešvé vyztužení je kompatibilní s toxickými chemikáliemi a ropnými produkty. Používá se, když je únik nebezpečných přepravovaných médií nepřijatelný.
Ve veřejných službách jsou z pevných prvků instalovány nadzemní a podzemní komunikace, které zásobují obytné budovy studenou vodou, vařící vodou, plynem a párou. Používají se také pro výstavbu kanalizačních systémů, jako základ pro potrubní armatury (T-kusy, kolena, přechody).
Technologie výroby válcováním za tepla
Výroba kovových výrobků válcovaných za tepla je zavedena ve velkých podnicích (hutní závody, továrny). Mají potřebné materiální a pracovní zdroje (moderní vybavení, kvalitní suroviny, kvalifikovaní pracovníci). Při lisování silnostěnných za tepla válcovaných výrobků s velkými průměry je vyžadováno přísné dodržování bezpečnostních pravidel a technických norem.
Etapy technologicky složité výroby:
- Přípravné. Ocelové polotovary určitých délek a průřezů se ohřívají v pecích do plastického stavu. Obvykle se zahřívají na 1180-1200 stupňů Celsia, aby se zajistilo, že nezačne rekrystalizace suroviny. Stupeň ohřevu závisí na jakosti použité oceli.
- Lisování dutého válce (objímky). Pomocí výkonné vrtačky se do ohřátého polotovaru vyrazí otvor. V této fázi již design vizuálně připomíná budoucí výrobky válcované za tepla.
- Válcování. Výsledná manžeta je umístěna na válcovacích strojích, jejichž okraje mají speciální válečky. Objímka, umístěná mezi dvěma válečky, je tažena jedním směrem k omezovači.
Kroky se několikrát opakují, aby hotová konstrukce splňovala požadované parametry (tvar, průřez atd.).
Protože výrobní proces vyžaduje velké finanční náklady, jsou výrobky tvářené za tepla drahé. Náklady jsou odůvodněné – kvalita bezešvých kovových konstrukcí (c / c, g / c) je bezvadná, protože jejich tvorba je organizována v souladu s GOST. Kontrola kvality se provádí ve všech technologických fázích: specialisté kontrolují chemické složení surovin, rázovou houževnatost, ohyb a zploštění.
Výrobce získává certifikáty i na takové komponenty, které se vyznačují zvýšenou pevností v tahu.
Technologie výroby válcování za studena
Ultra vysoké teploty nelze použít k výrobě studených kouřových produktů. Proces uvolňování je modernizovanou variantou válcování za tepla.
Nejprve se vyčistí polotovary z uhlíkové nebo legované oceli. Jsou ošetřeny chemikáliemi, proveďte postup leptání. Někdy je základna vystavena fosfátům, mědi, aby se zlepšily její pevnostní charakteristiky. Po těchto manipulacích vykazuje zařízení dobrou odolnost vůči deformačním změnám.
Při válcování profilů za studena se pomocí válcovacího stroje vytvoří kruhový průřez. Při změně úhlu natočení válečků se mění ráže trubky. Při vytváření válcovaného kovu s velkým průřezem se provádí další operace – lisování polotovaru. Kalibrace se provádí při nízkých teplotách oceli.
Po zpracování na zařízení je budoucí produkt s dokonale rovným povrchem a tenkými stěnami podroben dalším postupům: moření, mytí.
Kompaktní a lehké výrobky válcované za studena se kupují, když je důležitý design předmětů. Potřebujete například dokončovací materiál pro vnější fasádu budovy nebo prvky pro vytvoření přesné elektroniky.
Typy bezešvých trubek
Existuje několik typů modifikací pevných trubkových výrobků.
Podle technologie výroby se rozlišují díly válcované za tepla a za studena. Rozdíl mezi výrobními procesy spočívá v provozních teplotách zpracovávaných slitin. První z nich jsou válcovány a zpracovávány v zahřátém stavu. Pro získání výztuže válcované za studena se formy nejprve ochladí a poté zkalibrují.
Zvláštní skupinu tvoří bezešvé konstrukce. Vyznačují se zvláště silnými stěnami.
Trubkové kovové výrobky bez podélných spojů nebo svarů jsou také klasifikovány podle délky. Zařízení se rozlišují:
- měřeno (3-12 m);
- neměřeno (1,5-12 m);
- násobky určité naměřené délky (v rozmezí 0,2-12 m, což umožňuje standardní přídavek 5 mm na každý řez).
Normy GOST (8732-78, 8734-75) také rozlišují monolitické trubky podle dalších kritérií:
















