Třecí svařování je druh tlakového svařování, při kterém se ohřev provádí třením způsobeným pohybem (rotací) jedné ze spojovaných částí svařovaného výrobku (obr. 1).
Obr. 1. Schéma třecího svařování
Proces vytváření svarového spoje:
- Dopad třecích sil odlupuje oxidové filmy;
- Okraje svařovaného kovu se zahřejí do plastického stavu, dojde k dočasnému kontaktu, jeho destrukci a vysoce plastický kov (svarový kov)* (obr. 1) je vytlačen ze spoje;
- Rotace se zastaví a vytvoří se svarový spoj.
Vlastnosti třecího svařování
Při třecím svařování se mechanická energie přiváděná na jeden ze svařovaných dílů přeměňuje na tepelnou energii a teplo vzniká přímo v místě budoucího spoje.
Teplo se může uvolnit:
- když se jedna část otáčí vůči druhé (obr. 2, a);
- při otáčení vložky mezi díly (obr. 2, b, c);
- při vratném pohybu dílů v rovině spoje s relativně malými amplitudami D a při zvukové frekvenci (obr. 2, d).
V druhém případě jsou díly lisovány konstantním nebo rostoucím tlakem P. Svařování končí rozrušením a rychlým zastavením rotace.
Procesy v zóně spoje při třecím svařování
Během svařování třením dochází v oblasti spoje k řadě procesů. Se zvyšující se rychlostí otáčení svařovaných obrobků a za přítomnosti tlakového tlaku dochází k obrušování kontaktních ploch a také k destrukci mastných filmů na nich přítomných v počátečním stavu. Hraniční tření ustupuje suchému tření. Jednotlivé mikrovýběžky se dostávají do kontaktu, dochází k jejich deformaci a vznikají juvenilní oblasti s nenasycenými vazbami povrchových atomů. Mezi nimi se okamžitě vytvoří kovové vazby a okamžitě se rozruší v důsledku relativního pohybu povrchů.
Tento proces probíhá nepřetržitě a je doprovázen zvětšením aktuální kontaktní plochy a rychlým zvýšením teploty v místě spoje. Zároveň se snižuje odolnost kovu proti deformaci a tření se rozprostírá po celé kontaktní ploše. V oblasti spoje se objeví tenká vrstva měkčeného kovu, která působí jako lubrikant a tření ze sucha se stává hranicí.
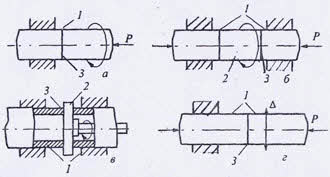
Rýže. 2. Schémata procesu třecího svařování: 1 – díly ke svařování; 2 – vložka; 3 – zóna svařování
Působením tlakové síly se kov ze spoje přemístí a svařené plochy (sediment) se k sobě přiblíží. Styčné plochy jsou připraveny pro vytvoření svarového spoje: kov v zóně spoje má nízkou odolnost proti vysokoteplotní deformaci, oxidové filmy jsou ztenčeny, částečně destruovány a odstraněny do otřepů, spojované plochy jsou aktivovány. Po zabrzdění, kdy se rychlost otáčení blíží nule, teplota kovu ve spoji mírně klesá v důsledku odvodu tepla. Precipitace je doprovázena tvorbou kovových vazeb po celém povrchu.
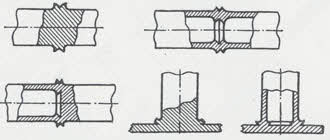
Rýže. 3. Druhy svarových spojů zhotovených třecím svařováním
Průměr dílů pro svařování třením
Je nepraktické svařovat tyče o průměru větším než 200 mm, protože k realizaci tohoto procesu by byly zapotřebí stroje s motory o výkonu ~ 500 kW při rychlosti otáčení ~ 2 s-1 a s axiální silou větší než 3 x 10 N. Konstrukce takového stroje a jeho provoz by byl tak nákladný, což by nestálo za výhody, které může poskytnout třecí svařování.
Rovněž je nemožné svařovat tyče o průměru menším než 3,5 mm, a to ani v laboratorních podmínkách, pro které je zapotřebí nastavení s rychlostí otáčení vřetena ~ 200 s-1 a složité zařízení pro okamžité brzdění.
Výpočty a zkušenosti s použitím třecího svařování ukazují, že by se mělo používat pro svařování dílů o průměru 6 až 100 mm. Nejúčinnější využití třecího svařování pro výrobu řezných nástrojů při výrobě kompozitních svařovaných-kovaných, svařovaných-odlévaných nebo svařovaných-lisovaných dílů. Je nepostradatelný při spojování různorodých materiálů, které se obtížně svařují nebo se jinými metodami svařovat vůbec nedají. Například ocel s hliníkem, austenitická ocel s perlitickou. Třecí svařování je také účinné pro spojování plastových obrobků.
Třecí svařovací stroje: konstrukce a vlastnosti
Třecí svařovací stroje obvykle obsahují tyto hlavní součásti (obr. 4):
- pohon otáčení vřetena 1 s řemenovým pohonem 2;
- třecí spojka 3 pro spojení vřetena s hnacím zařízením;
- brzda 4 pro brzdění vřetena;
- dvě svorky pro upevnění svařovaných obrobků 7;
- vřeteník 5 s vřetenem nesoucím otočnou svorku 6;
- koník 8 s pevnou svorkou;
- pneumatické nebo hydraulické válce 9, zajišťující vytvoření potřebného provozního (axiálního) tlaku stroje;
- pneumatický, pneumohydraulický nebo hydraulický ovládací obvod pro silový pohon stroje; řídící kabinet.
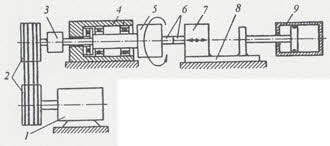
Rýže. 4. Principiální návrh a kinematické schéma třecího svařovacího stroje
U většiny strojů je součástí rotačního pohonu třífázový asynchronní elektromotor a pohon klínovým řemenem s ozubeným řemenem. U strojů pro mikro- a přesné svařování, jejichž vřeteno musí vyvinout velmi vysokou rychlost otáčení (80–650 s-1), se jako pohon používají pneumatické turbíny. Takové turbíny se vyznačují rychlým zrychlováním a zpomalováním a umožňují obejít se bez převodu přímým spojením hřídele s vřetenem stroje.
Na Obr. Obrázek 5 ukazuje celkový pohled na zařízení pro třecí svařování s následným automatickým odstraňováním otřepů z automobilových výfukových ventilů.
Rýže. 5. Instalace ST110 pro třecí svařování
Příklady a zkušenosti třecího svařování
Světové zkušenosti s používáním třecího svařování nám umožňují konstatovat, že tento typ svařování je jedním z nejrychleji se rozvíjejících technologických procesů. Zejména v zemích s vysokou úrovní průmyslového rozvoje.
Některé příklady použití třecího svařování jsou uvedeny na Obr. 6.
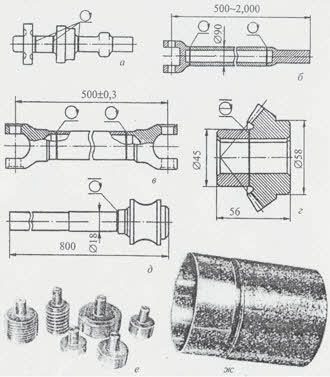
Rýže. 6. Příklady použití třecího svařování: a – mezihřídel převodovky automobilu; b – hnací hřídel těžkého nákladního automobilu; c — hnací hřídel automobilu Ford; g – kuželové kolo s prodlouženým nábojem; d — hřídel řízení osobního automobilu; e – hladká a závitová měřidla; g – ocelovo-hliníkový trubkový adaptér o průměru 90 mm a síle stěny 4 mm
Typ třecího svařování je setrvačné svařování. V tomto případě je rotovaná část umístěna v setrvačníku, který se roztáčí na danou rychlost. Díly jsou spojeny a svařování je dokončeno zastavením otáčení setrvačníku.
Výhody inerciálního třecího svařování:
- Nevyžaduje mnoho energie;
- Rychlé svařování, menší zóna ohřevu díky přesnému dávkování energie.
Plazmový oblouk se vyznačuje extrémně vysokými teplotami (až 30000 XNUMX °C) a širokým rozsahem kontroly technologických vlastností.
Zpracování kovů plynovým plamenem je řada technologických procesů spojených se zpracováním kovů vysokoteplotním plynovým plamenem.
Svařování elektronovým paprskem využívá kinetickou energii proudu elektronů pohybujících se vysokou rychlostí ve vakuu.
Když je povrch tělesa ozářen světlem, energie kvant (částí) světla je tímto povrchem pohlcena. Vzniká teplo a povrchová teplota stoupá. Pokud se světelná energie soustředí na malou plochu povrchu, lze dosáhnout vysokých teplot. To je základ pro svařování světelným paprskem z optického kvantového generátoru – laseru.
Při svařování vysokofrekvenčními proudy (HFC) je výrobek před svařovací jednotkou vytvořen ve formě polotovaru s mezerou ve tvaru V mezi svařovanými hranami.
Studené svařování je metoda spojování dílů při pokojové (a dokonce záporné) teplotě, bez ohřevu z vnějších zdrojů.
Svařování výbuchem je relativně nový a perspektivní technologický proces. Umožňuje vyrábět bimetalové polotovary a výrobky téměř neomezených velikostí z různých kovů a slitin, včetně těch, které se jinými metodami obtížně svařují.
V roce 1956 inovativní soustružník A.M. Chudikov navrhl a prakticky provedl třecí svařování pro řadu dílů. Při tomto typu svařování se spojení získá kombinovanou plastickou deformací a ohřevem dílů. K zahřívání dochází v důsledku tření dvou povrchů dílů stlačených k sobě, to znamená, že mechanická energie se přeměňuje na tepelnou energii. Nejrozšířenější svařovací schéma je, když se ohřev třením provádí v kontaktu mezi částmi, z nichž jedna se otáčí vůči druhé. Tření, ke kterému dochází při rotaci, stejně jako plastická deformace způsobuje destrukci oxidových a adsorbovaných filmů a jejich odstranění a další cizí vměstky ze svařovací zóny. Takové čištění umožňuje během procesu plastické deformace zajistit spolehlivé spojení kovu po celém povrchu svařovaných dílů a získat vysoce pevné spojení.
Proces třecího ohřevu má tři fáze.
první stádium je záběh třecích ploch, kdy dochází k rozdrcení výstupků, zničení fólií a zajištění kovového kontaktu po celé ploše spoje svařovaných dílů. Na konci prvního stupně se třecí moment sníží na minimum. Se začátkem druhý stádiu se objevují samostatná ložiska kovové vazby (ložiska záchvatu), která se postupně rozšiřují, ale jak se třecí plochy vůči sobě pohybují, dochází k jejich destrukci. V této fázi se třecí moment neustále zvyšuje na maximum a dochází k intenzivnímu zahřívání konců.
pro třetí stupeň je charakterizován poklesem momentu třecích sil, protože se zvýšením teploty kovu se středy tuhnutí snadno ničí a pevnost kovu klesá. Při zahřívání konců dílů do plastického stavu (Tп = 0.7…0.9 Tpl) moment třecích sil se ustálí a v budoucnu se nemění. Tím se vyrovná teplota napříč průřezem spoje a kov dílů je připraven pro vytvoření svarového spoje. Rotace dílu se téměř okamžitě zastaví a díly jsou stlačeny kovací silou, která je obvykle dvojnásobná než síla při ohřevu.
Základní parametry režimu třecí svařování:
Rychlost relativního pohybu svařovaných ploch. U rotujících dílů musí optimální rychlost odpovídat relativní obvodové rychlosti Venv = 12…60 ot./min.
Velikost axiální síly při ohřevu Pн a axiální síla při kování Pп. Tyto síly závisí na ploše průřezu svařovaných dílů a vlastnostech materiálů. Proto jsou tyto síly pro různé materiály specifikovány prostřednictvím specifického tlaku Pud = 2. 25 kg/mm2.
Množství srážek při ohřevu ∆LH a srážení při kování ∆Lп. Celkové sedání závisí na vlastnostech materiálu a volí se v závislosti na průměru dílů dд, to je ∆LH + ∆Lп = 0.2…0.5 dd, Hodnota ∆LH přímo závisí na době ohřevu tH, který se často používá jako parametr režimu svařování. Malý objem kovu zahřátého při třecím svařování vyžaduje krátkou dobu ohřevu (1.5. 50 s) a nízkou spotřebu energie.
Výkon při třecím svařování je 5. 10 krát menší než při kontaktním svařování. To zajišťuje rovnoměrné zatížení fází napájecí sítě a vysoký čistý účiník cos φ = 0.8…0.85. Výkon motoru pro otáčení součásti může být výrazně snížen, pokud je mechanická energie předtím uložena v rotujícím setrvačníku stroje. Na tomto principu vzniklo zařízení pro tzv. setrvačné třecí svařování.
Jeden z nejdůležitějších dávky třecí svařování – vysoká kvalita výsledných svarových spojů: bez pórů, děr, oxidů. Když je režim svařování správně zvolen, kov spoje a přilehlých oblastí má pevnost a tažnost ne menší než základní kov. Vlastnosti svarového spoje jsou prakticky nezávislé na takových vnějších faktorech, jako je kolísání napájecího napětí, kvalita pomocných materiálů, kvalifikace svářeče atd. Třecí svařování umožňuje získat pevné spoje nejen ze stejných kovů a slitin, ale také z velkého množství kombinací různých kovů a slitin.
Při třecím svařování nejsou kladeny vysoké požadavky na znečištění a čistotu povrchové úpravy dílů. Samotný proces svařování je snadno automatizován. Navíc při třecím svařování nevznikají žádné škodlivé emise, pracoviště je čisté.
Omezení třecí svařování:
Použití třecího svařování je dáno tvarem průřezu dílů. Je nutné, aby obě nebo jedna z částí byly rotační těleso (tyč nebo trubka), jehož osa se shoduje s osou otáčení. Druhá část může být plochá.
Rozměry průřezu svařovaných dílů v místě jejich spojení jsou omezené. Použití tohoto procesu pro svařování plných tyčí průřezu o průměru větším než 200 mm je při současném stupni technologického vývoje nepraktické z důvodu vysokých nákladů na výrobu a provoz složitých a energeticky náročných zařízení.
Různá schémata svařování jsou znázorněna na obr. 2.1 – 2.4. První je nejběžnější, nejčastěji se realizuje ve speciálních svařovacích zařízeních pro třecí svařování (obr. 2.1). druhé schéma se používá při svařování masivních dílů pro snížení kinetické energie otáčení. V tomto schématu je jednodušší zabrzdit a rychle zastavit díl (obr. 2.2).
Rýže. 2.1 Schéma třecího svařování s jednou rotující částí: M – moment třecích sil;
P – síla stlačení.
Rýže. 2.2. Schéma třecího svařování se dvěma díly rotujícími v různých směrech: M – moment třecích sil, P – tlaková síla.
Možnosti použití třecího svařování u dlouhých dílů, jejichž otáčení a zejména rychlé brzdění na konci procesu je velmi obtížné, lze rozšířit pomocí třetího schématu otáčením pomocného dílu vloženého mezi dva nerotující díly určené ke svařování. (obr. 2.3).
Na Obr. 2.4. ukazuje schéma vibračního třecího svařování, jehož charakteristickým rysem je komunikace jednoho ze svařovaných dílů vratným pohybem v rovině tření s relativně malými amplitudami. V tomto případě lze svařovat díly s různými tvary průřezu.
Rýže. 2.1. Schéma třecího svařování Obr. 2.2. Schéma vibračního třecího svařování: rotační mezilehlý M – moment třecích sil; P – úsilí
prvek: M – moment tlakových sil.
tření; P – síla stlačení.
Pro svařování nekruhových dílů bylo navrženo svařovací schéma, které se nazývá orbitální třecí svařování (obr. 2.5). Nekruhové části rotují synchronně stejnou rychlostí ve stejném směru, ale jejich osy rotace se neshodují. V tomto případě se okraje dílů vůči sobě nepohybují, ale ve spoji dochází ke tření, které způsobuje zahřívání. Proces ohřevu se zastaví, když jsou osy rotujících částí nuceny vyrovnat se, načež na ně působí axiální kovací síla.
Před svařováním by měly být díly očištěny od mastnoty a nečistot, například otřením jejich koncových ploch čistým hadrem. Ve většině případů to stačí.
Rýže. 2.5. Orbitální třecí svařování: P – tlaková síla M – třecí moment
Hlavní typy spojů doporučené pro třecí svařování jsou znázorněny na Obr. 2.6
Při výrobě dílů v relativně velkých sériích je vhodné používat třecí svařování v hromadné nebo sériové výrobě. Velký ekonomický efekt; je dosaženo zavedením třecího svařování polotovarů různých řezných nástrojů pro obrobny, včetně továren leteckého průmyslu. Efektivní je zejména svařování vrtáků, závitníků, výstružníků atd. vyrobeno z uhlíkové a rychlořezné oceli.
Měřicí nástroje se vyrábí také třecím svařováním (obr. 2.7).
Obr.2.7. Zhotovení ráží: Obr. 2.6.
a – použití staré technologie; b – pomocí třecího svařování.
Před použitím třecího svařování byly ventily spalovacích motorů pevně lisovány (obr. 2.8), byly vyráběny z drahé oceli řezáním a lisováním za tepla v několika průchodech. Nová technologie využívající třecí svařování snížila spotřebu žáruvzdorné oceli, zvýšila produktivitu práce a uvolnila těžká kovací zařízení.
Rýže. 2.8. Výroba ventilu: a – starou technologií; b – pomocí třecího svařování; 1 – žáruvzdorná ocel; 2 – obrobek; 3 – uhlíková ocel.
Třecí svařování se také používá pro výrobu ozubených kol, pístních tyčí, stupňovitých hřídelí a náprav a kompozitních razníků.
Pro třecí svařování je zapotřebí speciální zařízení, které musí být navrženo tak, aby pracovalo při dostatečně vysokých rychlostech otáčení a axiálních silách vlastních třecímu svařování a také umožňovalo rychlý start a rychlé zastavení vřetena stroje. Konvenční kovoobráběcí stroje (soustruhy, frézy, vrtačky) smí provádět třecí svařování výjimečně a pouze při provádění nekritických prací. Moderní třecí svařovací stroje jsou poměrně složité a obsahují následující součásti: dvě svorky pro svařované díly; pohon otáčení vřetena; pneumatické nebo hydraulické válce, které usnadňují vytvoření požadované síly stroje; řídicí obvod pohonu; elektrický obvod pro ovládání stroje; postel.
V současné době se vyrábí několik standardních velikostí poloautomatů: MST – 23, MST – 35, MST – 41, MST – 51, TsMST – 75 s výkonem hnacího elektromotoru 10 až 100 kW. Kromě válcových dílů mohou tyto stroje svařovat také trubkové obrobky a vytvářet spoje ve tvaru T.
















