
Opotřebení třecích ploch kluzných ložisek vede k narušení jejich geometrického tvaru a vzniku škrábanců a oděrek; otvor je oválný. Opotřebení je někdy tak velké, že mazací drážky ložisek téměř ztrácejí svůj tvar a seřízení napětí pro kompenzaci opotřebení je nemožné. U ložisek s babbittem je také pozorována delaminace a odštěpování babbittové vrstvy.
Když opotřebení čepu hřídele a otvoru pouzdra dosáhne maximální přípustné hodnoty, opraví se trvalá ložiska (pouzdra) následovně: hřídel se přebrousí a pouzdro se vymění za nové – s otvorem odpovídajícím velikosti čepu zemní hřídele.
U ložisek s vložkami se obnoví správný geometrický tvar otvorů a olejových drážek. Při opravách těchto ložisek je dále nutné zajistit vůli pro olejovou vrstvu, vyrovnání otvoru tohoto ložiska a otvorů ostatních ložisek, ve kterých je hřídel osazena, a těsné dosednutí vložek k jejich loži.
Ložiska s mírným opotřebením se opravují škrábáním. Nejprve se zpracují spodní vložky. Krky hřídele nebo vřetena jsou rovnoměrně natřeny tenkou vrstvou barvy a součást je umístěna s nalakovanými krky na spodní vložky. Škrábání se provádí podle otisků barev, přičemž se při každém novém průchodu mění směr škrabky.
Oškrábané vložky musí svým vnějším povrchem těsně přiléhat ke svému lůžku, k čemuž jsou v loži zajištěny svorkami, jak je znázorněno na obr. 1, a. Pokud to z toho či onoho důvodu nelze provést, musíte dodržet následující pravidlo: oškrábejte místa se stopami barvy v blízkosti konektorů pouze tehdy, když stopy barvy jasně ukazují, že hřídel není usazena uprostřed ložiska. Porušení tohoto pravidla, tedy seškrábání všech míst se stopami laku bez výjimky, nevyhnutelně povede k tomu, že po instalaci a zajištění horní vložky budou oblasti obou vložek v blízkosti konektoru pevněji přitlačeny k lůžkům pouzdra a zde mezi čepem hřídele a vložkami se vytvoří zvětšená mezera, kterou je nutné zmenšit dodatečným škrábáním.
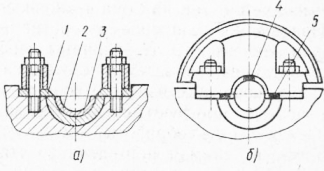
Rýže. 1. Schémata oprav dělených ložisek:
a — upevnění pánve ložiska na stírací lože, b — kontrola olejové mezery v ložisku; 1 – svorka, 2 – lůžko, 3 – vložka, 4 – desky
Po oškrábání spodní vložky zdrsněte horní vložku, dodržujte stejný postup jako při škrábání spodní. Poté se obě vložky nakonec oškrábou. Hřídel s nalakovanými čepy se před seškrabováním umístí do spodních vložek, nasadí se horní vložky, které se skříní utáhnou šrouby.Utahovací síla by měla být taková, aby se hřídel v ložisku těsně otáčela. Po několikanásobném otočení hřídele v ložisku sejměte kryt a pomocí barvy natištěné na vložkách nakonec každou z nich seškrábněte.
Po dokončení opravy utahujte matice ložisek jednu po druhé v křížovém pořadí a postupně zvyšujte utahovací sílu.
V některých případech se po oškrábání vložek kontroluje vůle oleje v ložisku. Vyjmou se a tloušťka se změří mikrometrem. Rozdíl mezi tloušťkou horní zploštělé desky a tloušťkou spodních zploštělých desek je roven velikosti mezery mezi ložisky a hřídelí. Pokud je tento rozdíl nedostatečný, je nutné vnitřní plochy vložek dodatečně provrtat, a pokud je velký, pak zmenšit tloušťku těsnění nebo jej vyměnit za jiné.
Když je opotřebení pánví ložisek tak velké, že nelze vytvořit požadované napětí, vyrobí se ložiska nová.
Opotřebené vnitřní (pracovní) válcové plochy ložisek, které mají na vnější straně kuželový tvar a jsou opatřeny rozpěrnými šrouby, se opravují oškrábáním. Během procesu škrábání se hřídel několikrát namontuje do ložiska, aby se zkontrolovala těsnost spojení. Současně povolte matice šroubů a uvolněte matici, poté matici trochu utáhněte; ložisko se poté pohybuje vzhledem k pouzdru směrem k matici a je stlačeno. Dále utáhněte matice šroubů kónickou hlavou, která zapadá do drážky ložiska, která má stejný profil jako hlavy šroubů. Nakonec utáhněte matici. V ložiskách, kde nejsou žádné rozpínací šrouby, je instalováno těsnění z břízy, dubu, vlákna nebo jiného plastového materiálu, které umožňuje nastavení napětí. Díky elasticitě těsnění je současně dosaženo těsného spojení mezi ložiskem a pouzdrem.
Aby bylo pohodlné nanášení barvy na ložisko zevnitř při opravách škrábáním, je povoleno mírné zúžení ve válcovém čepu hřídele (v tomto případě vřetena) v rozmezí 0,01 mm po celé délce. Takové vřeteno se vkládá do ložiska tou částí krčku, která má menší průměr. Díky tomu se barva otiskuje
Vnitřní povrch ložiska je nezkreslený, což je velmi důležité pro dobré usazení ložiska oškrábáním.
Konečné oškrábání je vhodné provést podle odrazů světla pozorovaných na povrchu ložisek po otočení vřetena s nenatřenými čepy v nich.
Ve škrábání je třeba pokračovat i tehdy, když je barva rovnoměrně rozprostřena po celém obvodu ložiska a pokrývá 70-75 % jeho povrchu; Jen ložisko příliš neutahujte. Uložení se považuje za kvalitní, pokud se barva neotiskne na vnitřní povrch ložiska: v horní části na přibližně 1/5 povrchu, kdy otáčky vřetena v tomto ložisku nepřesahují 800 ot./min. průměr čepu 80 mm nebo méně a na 1/3 vnitřního povrchu, pokud se stejným průměrem čepu vřeteno poskytuje vyšší rychlost otáčení.
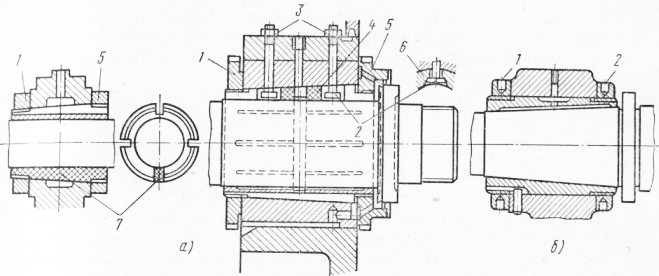
Rýže. 2. Jednodílná nastavitelná ložiska:
a – válcový uvnitř a kuželový vně, b – kuželový uvnitř a válcový vně; 1 – montážní matice, 2 – rozpínací šrouby, 3 – matice šroubů, 4 – vložky, 5 – kuželová hlava rozpínacího šroubu, 6 – těsnění
Při utahování ložiska nastává moment, kdy se vložka opře svojí lištou o matici a matice není za co držet. To se děje proto, že závitová část ložiska, na kterou je našroubována matice, přesahuje značnou délku doleva. Takové ložisko se vymění za nové nebo se na jeho vnějším povrchu vytvoří vrstva kovu. Obnovené ložisko se vybrousí a nasadí na místo, drážky pro těsnění nebo šrouby se frézováním rozšíří a po instalaci ložiska do pouzdra začnou škrábat jeho vnitřní povrch.
Ložiska s vložkami se zúženým vnitřním a válcovým vnějším povrchem se v mnoha případech opravují také oškrábáním vložek pro lak nebo světlé odlesky. Při posledních průchodech by měly otisky barev výrazněji vyniknout v oblastech vložek s menším průměrem. Radiální vůle mezi čepem vřetena a ložiskem se nastavuje axiálním posuvem ložiska pomocí matic.
Bimetalová pouzdra a ložiskové pánve jsou široce používány ve strojírenství v opravárenské praxi. Mají vnější část z litiny nebo oceli a vnitřní vrstvu z bronzu. Tato vrstva, nanášená odstředivě, má tloušťku 1,5-3 mm. Hodnota bimetalových pouzder a vložek spočívá v tom, že mají kluzné vlastnosti bronzových ložisek, vyžadují pro svou výrobu mnohonásobně méně barevných kovů než bronzová ložiska, a proto jsou mnohem levnější.
Pro výrobu bimetalového pouzdra se obrobek soustruží z litiny nebo oceli s přídavkem na délku a vnější průměr pro finální opracování Otvor v obrobku je vyvrtán o 3-6 mm větší než je jmenovitý průměr, takže bronzová vrstva po dokončení je tloušťka 1,5-3 mm v závislosti na průměru objímky.
Výhodné je obnovit ložiska babbittovými vložkami s novou výplní. K tomu se vložka zahřeje na teplotu 240 – 260 °C, roztavený kov se vypustí a vložka se očistí od zbytků babbitu a nečistot, poté se odmastí a pocínuje pájkou POS-ZO nebo POS-50.
Po dokončení pocínování se okamžitě provede nalévání s přestávkou 7-10 sekund. Delší přestávka zhoršuje pevnost spojení mezi babbittem a obecným kovem v důsledku vzniku oxidového filmu v polonálezu. Proto se babbitt taví současně s cínováním.
Babbitt se taví v ocelových kelímcích. Teplota roztaveného kovu by neměla překročit 426 °C. Babbitt nelze přehřát, protože se tím spálí jeho jednotlivé součásti. Pro redukci strusky se babbitt před tavením navlhčí vodným roztokem chloridu zinečnatého a pro ochranu roztaveného kovu před povrchovou oxidací se posype vrstvou jemného dřevěného uhlí.
Pro vyplnění odnímatelných vložek jsou sestaveny, těsnění jsou umístěna podél dělicí linie a zajištěna svorkami. Vložka se položí na paletu a vloží se do ní dřevěná nebo kovová tyč (o průměru o něco menší než průměr čepu), natřená křídovým roztokem. Roztavený babbitt se nalije do mezery mezi tyčí a vložkou.
Kvalita lití se kontroluje vnější kontrolou a lehkým poklepáním kladivem. Povrch babbitt by měl být hladký, bez skořápek a matně stříbrné barvy. Při poklepání by se měl ozvat zvonivý kovový zvuk. Rachotivý zvuk naznačuje špatnou přilnavost babbittu ke kovu vložky.
Při lití velkého množství vložek se používá metoda odstředivého lití, pro kterou je uzpůsoben soustruh nebo jiný stroj.
Naplněné vložky se vyvrtají na stroji, čímž se získá požadovaná geometrie a přesnost lícování, a nasadí se pomocí výše popsaných metod.















