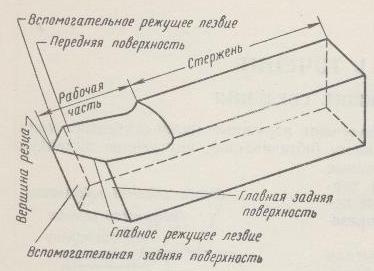
Řezáky skládají se z pracovní části (hlavy) a tyče (těla) obr. 2.
Na pracovní části se ostřením vytvoří: přední plocha, po které proudí třísky; zadní hlavní plocha směřující k řezné ploše; zadní pomocná plocha směřuje k obráběné ploše.
Průsečík přední a zadní hlavní plochy tvoří hlavní řezný kotouč, který vykonává hlavní řezací práci.
Průsečík přední a zadní pomocné plochy tvoří pomocný řezný kotouč, který odřezává menší část odebírané vrstvy materiálu.V závislosti na účelu mají řezáky jeden nebo dva pomocné řezné kotouče a podle toho jeden nebo dva zadní pomocné plochy.
Spojení hlavního a pomocného řezného ostří se nazývá hrot frézy. Může být ostrý, rovný nebo zaoblený.
Pokud se při přiložení na dlaňový řezák nachází hlavní řezná čepel na straně palce pravé ruky
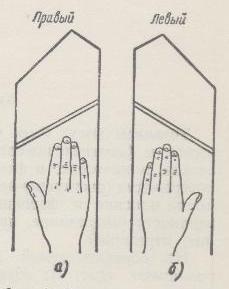
Obr. 2. Hlavní prvky frézy. Obr. 3. Určení pravých a levých řezáků.
Na obr. 3a se nazývá řezačka ŽE JO; pokud je hlavní řezný kotouč umístěn na straně palce levé ruky obr. 3b, je řezák tzv. VLEVO, ODJET.
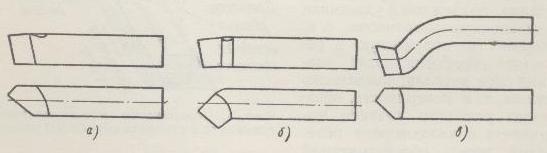
Obr. 4. Rovné, ohnuté a zakřivené řezáky.
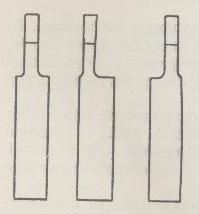
Rýže. 5. Řezáky se zasunutou hlavicí.
Řezáky Jsou rovné Obr.4a, ohnuté Obr.4b a zakřivené Obr.4c.
Frézy, jejichž pracovní část (hlava) je užší než hřídel, se nazývají frézy s taženou hlavou obr. 5. Průřez nožové tyče může být obdélníkový, čtvercový a kulatý.
Základní údaje o materiálech pro frézy jsou uvedeny v tabulkách 1 a 2.
Keramické minerální slitiny, někdy nazývané termokorund, nejsou standardizovány. pro frézy používejte tyto značky: TsV-13; TsV-18; TsM-332; T-48.
Tabulka 1. Nástrojové oceli pro frézy.
Složení oceli (obsah prvků v procentech, zbytek tvoří železo
Tabulka 2. Metalokeramické slitiny pro frézy.
Přibližné složení slitiny (obsah prvků v procentech)
Poznámky: 1. Kromě uvedených se používají také slitiny T5K10A, T15K6A, VK6A a VK8A, které se od odpovídajících hlavních slitin liší způsobem výroby a jsou určeny pro stejné oblasti použití.
2. V poslední době byly kromě tvrdých slitin uvedených v tabulce vyrobeny vylepšené třídy slitin, a to:
- a) slitina T5K7, která má zvýšenou odolnost proti opotřebení ve srovnání se slitinou T5K10;
- b) slitina T14K8 – se zvýšenou pevností a houževnatostí ve srovnání se slitinou T15K6 a odolnější proti opotřebení než slitina T5K10;
- c) Slitina T60K6 – nejodolnější proti opotřebení, používá se pro dokončovací operace při zpracování oceli4
- d) slitina VK2, používaná pro dokončování a jemné soustružení litiny;
- e) Slitina VK11, používaná pro hrubé soustružení litiny a neželezných slitin při přerušovaném řezu, s nerovným průřezem třísky a při opracování kůry.
Metal-keramické a minerální-keramické slitiny se používají ve formě desek. Žací tyč pro běžné pracovní podmínky je vyrobena z ocelí St.6, St.7, 60 a 65 a pro náročné pracovní podmínky – z ocelí jakostí U7 a U8. Litinové tyče se také používají z modifikované litiny jakosti SCh 38-60 (podle GOST 1412-540) nebo ze speciální legované litiny. Vysokorychlostní frézy se vyrábějí celé, pouze malé velikosti a speciální profily; v ostatních případech jsou vyrobeny z kompozitu: hlava je vyrobena z rychlořezné oceli a tyč je vyrobena z oceli jakosti St.6, St.7, 60 nebo 65. Spojení nožové hlavy s tyčí je provedeno svařováním na tupo. Používají se také pláty z rychlořezné oceli připevněné k hlavě a nanášení vrstvy rychlořezné oceli na hlavu. Frézy z uhlíkové nástrojové oceli jsou vyrobeny vcelku.
Geometrické parametry pracovní části fréz. Pro určení úhlů frézy se stanoví dvě výchozí roviny (viz obr. 1) – rovina řezu a hlavní rovina.
Rovina řezu je tečnou k řezné ploše a prochází hlavním řezným ostřím (u řezáků se zakřiveným ostřím je řezná rovina nahrazena řádkovanou plochou tvořenou pohybem přímky tečné k řezné ploše podél hlavního řezu čepel).
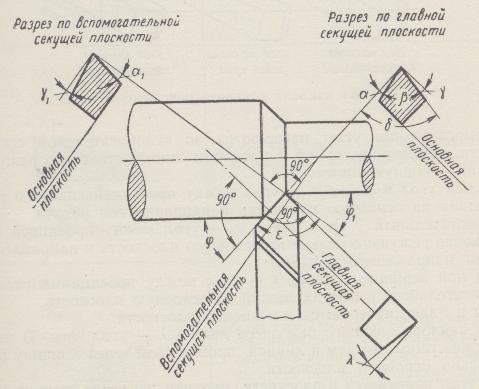
Obr. 6. Geometrické parametry pracovní části frézy.
Hlavní rovina je rovnoběžná s podélným a příčným posuvem.
Pro rohy řezné části jsou akceptovány následující názvy a označení:
Úhel čela γ (obr. 6) je úhel mezi povrchem čela a rovinou kolmou k rovině řezu vedenou hlavním řezným kotoučem.
Hlavní úhel hřbetu α je úhel mezi hlavní hřbetní plochou frézy a rovinou řezu.
Úhel ostření β je úhel mezi přední a hlavní zadní plochou frézy.
Úhel řezu δ je úhel mezi povrchem čela a rovinou řezu.
Uvedené úhly hlavního řezného nástroje jsou měřeny v hlavní řezné rovině kolmé k průmětu hlavního řezného kotouče na hlavní rovinu.
Pomocný úhel čela γ1 – úhel mezi přední plochou a rovinou procházející pomocným řezným kotoučem rovnoběžně s hlavní rovinou.
Pomocný úhel hřbetu α1 – úhel mezi pomocnou zadní plochou a rovinou procházející pomocným řezným kotoučem kolmo k hlavní rovině.

Obr. 7. Úhel sklonu hlavního řezného kotouče.
Pomocné úhly se měří v pomocné řezné rovině kolmé k průmětu pomocného řezného kotouče na hlavní rovinu.
Hlavní úhel φ je úhel mezi průmětem hlavního řezného kotouče na hlavní rovinu a směrem posuvu.
Pomocný úhel φ1 – úhel mezi průmětem pomocného řezného kotouče na hlavní rovinu a směrem opačným ke směru posuvu.
Vrcholový úhel v rovině ε je úhel mezi průměty hlavního a pomocného řezného nože na hlavní rovinu.
Rovinné úhly se měří v hlavní rovině.
Úhel sklonu hlavního řezného kotouče λ je úhel (obr. 7) mezi hlavním řezným kotoučem a přímkou vedenou horní částí frézy rovnoběžně s hlavní rovinou.
Tento úhel se měří v rovině procházející hlavním řezným kotoučem kolmo k hlavní rovině.
Úhel sklonu hlavního řezného kotouče je považován za kladný, když je hrot řezáku nejnižším bodem řezného kotouče, záporný, pokud je hrot řezáku nejvyšším bodem řezného kotouče, a nulový, pokud je řezný kotouč rovnoběžně s hlavní rovinou.
A tabulka 3 poskytuje informace o tvaru přední plochy.
Tabulka 3. Tvar přední plochy soustružnických nástrojů z rychlořezné oceli.

Fréza je jedním z nejběžnějších nástrojů pro řezání kovů. Je široce používán pro řezbářství, opracování rovin, válcových a tvarových ploch, dále pro hoblovací a drážkovací práce.

Soustružnické frézy se dělí na předávací, rýhovací, řezací, vyvrtávací, srážecí a tvarované

Fréza se skládá z pracovní části – hlavy a těla – držáku

Řezačky jsou určeny pro řezání materiálu z tyčí malého průměru

Předřezávací fréza se používá k řezání říms v pravém nebo ostrém úhlu k hlavnímu směru otáčení

Vyvrtávací fréza se používá pro obrábění otvorů

Pro získání součásti složitého tvaru se používá tvarová fréza

Fréza na srážení hran je určena pro odstraňování vnějších a vnitřních zkosení
Fréza se skládá z pracovní části, nazývané hlava, a těla, držáku. Hlavními prvky pracovní části jsou hlavní řezná hrana, pomocná řezná hrana a vrchol – průsečík obou hran. Kovová vrstva je řezána hlavním okrajem, který má rovný nebo tvarovaný tvar. Třísky vzniklé během provozu stékají po přední ploše frézy.
Držák slouží k zajištění nástroje v držáku stroje a má obvykle čtvercový nebo obdélníkový průřez.
Držák slouží k zajištění nástroje v držáku stroje a má obvykle čtvercový nebo obdélníkový průřez.
V závislosti na instalaci ve vztahu k opracovávanému povrchu se soustružnické frézy dělí na radiální a tangenciální. První jsou umístěny kolmo k ose součásti, druhé – tangenciálně.
Pokud je první typ frézy hojně využíván v průmyslu díky jednoduchosti jejího upevnění a pohodlnější volbě geometrických parametrů řezné části, pak se druhá používá především na automatických a poloautomatických soustruzích, kde je čistota zpracování obzvláště důležité.
Podle směru posuvu se frézy dělí na dva typy: pravá a levá. Pokud při položení dlaně pravé ruky na horní část nástroje je hlavní řezná hrana pod palcem, pak se fréza nazývá pravá. Pokud je řezná hrana umístěna podobným způsobem při použití levé ruky, bude řezák odpovídajícím způsobem pro levou ruku.
Tvar hlavy a její poloha vůči tyči mohou být také různé. Podle těchto parametrů se řezáky dělí narovné, ohnuté, zakřivené a se zataženou hlavou.
Přímé čáry mají v půdorysu a bočním pohledu přímou osu. Osa ohnutých je půdorysně zakřivená. U zakřivených je osa ohnutá v bočním pohledu. U řezáků se zasunutou hlavou je šířka hlavy menší než šířka těla řezáku
Frézy se používají pro soustružení, hoblování a drážkování a mají odpovídající názvy. Nyní se podrobněji dotkneme fréz používaných na soustruzích a povíme si o jejich odrůdách.
Obsah
- Soustružnické frézy
- Geometrické parametry soustružnických nástrojů
- Ostření fréz
Soustružnické frézy
Soustružnické frézy se dělí na průchozí, rýhování, řezání, vyvrtávání, srážení hran a tvarování.
Ořezávací soustružnické frézy se používají pro řezání říms v pravém nebo ostrém úhlu k hlavnímu směru soustružení. Tento nástroj má obvykle křížový posuv.
Řezačky jsou určeny pro řezání materiálu z tyčí malého průměru. K těmto účelům se zpravidla používá nástroj s taženou hlavou. Vzhledem k tomu, že práce je prováděna velkou silou a odstraňování třísek z řezné zóny je obtížné, často dochází k vyštípnutí nebo vyštípnutí řezné části nástroje a někdy k odtržení desky z držáku.
Pro obrábění otvorů jsou nutné vyvrtávací frézy. Mají menší příčné rozměry než obráběný otvor a jsou poměrně dlouhé. Vyvrtávací frézy díky své nízké tuhosti neumožňují odebírat třísky velkých průřezů.
Pro obrábění dlouhých nebo velkých průměrů otvorů se používají kulaté nebo čtvercové frézy v kombinaci s nástrojovými držáky. Držáky umožňují vyvrtávání jednostrannými i oboustrannými frézami.
Srážecí frézy Určeno pro odstraňování vnějších a vnitřních zkosení.
Tvarované frézy používá se k výrobě dílů se složitými tvary.
Geometrické parametry soustružnických nástrojů
Při výběru soustružnické frézy byste měli vzít v úvahu řadu požadavků, které zajišťují vysokou produktivitu a přesnost zpracování. Tento
- materiál řezné části frézy;
- geometrie řezné části;
- pevnost a odolnost držáku a řezných hran proti vibracím;
- tvar a rozměry desky instrumentálního materiálu;
- způsob a provedení upevnění desky z přístrojového materiálu (pokud jsou použity desky s mechanickým upevněním);
- metoda lámání třísek;
- rozměry, drsnost, geometrie a provedení objímky pro upevnění desky materiálu nástroje.
Všechny tyto faktory určují volbu optimálních řezných podmínek – hloubku, posuv a rychlost.
Hlavní kritéria pro výběr geometrických parametrů frézy jsou:
- trvanlivost nástroje (doba vytvoření přijatelné oblasti opotřebení na jeho zadní nebo přední ploše);
- rozměrová stabilita nástroje (přípustná změna velikosti jeho nastavení);
- zachování specifikované drsnosti ošetřovaného povrchu;
- snížení amplitudy vlastních oscilací během pracovního procesu.
Při výběru frézy byste měli vzít v úvahu parametry, jako jsou její úhly. Měří se v sečných rovinách a jsou označeny řeckými písmeny.
Mezi hlavní úhly patří úhel podbroušení, úhel čela, vrcholový úhel a úhel řezu. Všechny jsou v hlavní řezné rovině – kolmé na hlavní řeznou hranu a hlavní rovinu.
Hlavní hřbetní úhel (obvykle označovaný písmenem „alfa“) je úhel mezi hlavní hřbetní plochou frézy a rovinou řezu. Jeho účelem je snížit tření mezi zadní plochou frézy a obrobkem. Zvětšení úhlu hřbetu způsobuje zmenšení úhlu ostření, což má za následek snížení pevnosti ostří a zvýšení drsnosti opracovávaného povrchu. Snížení úhlu hřbetu zase zvyšuje tření, což urychluje opotřebení frézy a snižuje kvalitu obrábění.
Při zpracování tvrdých materiálů se úhly hřbetu zmenšují a při práci s měkčími materiály se zvětšují. Doporučené hodnoty hlavního úhlu podbroušení závisí na typu frézy a jsou uvedeny v tabulkách.
Úhel mezi přední a hlavní zadní plochou frézy (označovaný písmenem „betta“) se nazývá vrcholový úhel.
Úhel čela („gama“) je úhel mezi přední plochou frézy a rovinou vedenou hlavním ostřím kolmo k rovině řezu.
Účelem úhlu čela je snížit deformaci řezané vrstvy a usnadnit tok třísek. Zvětšení úhlu usnadňuje proces řezání a snižuje posuvovou sílu frézy, ale snižuje se pevnost řezného klínu. Odchylka úhlu čela o pouhých 5 stupňů od doporučených optimálních hodnot může způsobit téměř trojnásobné snížení životnosti řezáků. Snížení úhlu čela zvyšuje životnost řezáků.
A konečně úhel řezu („delta“) je úhel mezi přední plochou frézy a rovinou řezu.
Kromě toho existuje malý úhel hřbetu, hlavní úhel náběhu, malý úhel náběhu, úhel hrotu břitu a úhel hlavního ostří.
Sekundární úhel hřbetu je úhel mezi vedlejší hřbetní plochou a rovinou procházející sekundárním břitem kolmo k hlavní rovině. Tento úhel se měří na vedlejší řezné rovině kolmé na vedlejší řeznou hranu a hlavní rovinu. Podobně jako hlavní zadní roh je označen jako „alfa1“.
Úhel mezi hlavním břitem a směrem posuvu se nazývá náběhový úhel a označuje se písmenem „phi“. Jeho účelem je změnit vztah mezi šířkou a tloušťkou řezu při konstantní hloubce řezu a posuvu. S klesajícím úhlem roste síla břitu, ale musí se zvýšit aplikační síla. To zvyšuje tření o ošetřovaný povrch a dochází k vibracím. Volba velikosti hlavního úhlu v plánu závisí na podmínkách zpracování, konstrukci fréz a vlastnostech upevnění břitových destiček. Hodnota úhlu „phi“ může být 90, 75, 63, 60, 50, 45, 35, 30, 20, 10 stupňů, což vám umožňuje vybrat úhel, který nejlépe vyhovuje konkrétním podmínkám.
Frézy s malými úhly od 10 do 20 stupňů se používají při zpracování masivních dílů na těžkých strojích. Netuhé výrobky se zpracovávají pod úhlem 60-75 stupňů a úhel 90 stupňů se používá, pokud jsou na obrobku stupně s konci.
Pomocný úhel v plánu je úhel mezi pomocným břitem a směrem posuvu (analogicky označovaný „phi1“). Zmenšení úhlu snižuje drsnost obrobeného povrchu.
Úhel, který svírá průsečík hlavního a vedlejšího břitu, se nazývá vrcholový úhel. Jeho hodnota je označena písmenem „epsilon“.
Hlavní řezná hrana frézy může mít různé úhly sklonu s čárou vedenou špičkou frézy rovnoběžně s hlavní rovinou.
Úhel sklonu řezné hrany je označen písmenem „lambda“. Změna tohoto úhlu umožňuje řídit směr toku třísky a podmínky kontaktu frézy s obrobkem. Pro hrubování a přerušované řezání s rázy by se měly používat hodnoty 12-15 stupňů. Při soustružení kalené oceli by se měla hodnota lambda brát od 25 do 35 stupňů. Při dokončování součásti se používají frézy, jejichž úhel sklonu břitu je menší nebo roven nule.
Ostření fréz
Ostření soustružnických nástrojů se provádí jak při jejich výrobě, tak při opotřebení. Proces ostření probíhá na ostřicích a bruskách s průběžným chlazením. Nejprve se brousí hlavní plocha, poté zadní a pomocná. Poté se přední plocha frézy zpracuje, dokud se nezíská hladká řezná hrana.
Každý ostřící stroj má dva brusné kotouče: jeden vyrobený z elektrokorundu a jeden ze zeleného karbidu křemíku. První slouží ke zpracování fréz rychlořezné oceli, druhá slouží k ostření fréz z tvrdokovu. Pro kontrolu správného ostření frézy existují speciální šablony.
Nástroje jako soustružnické frézy jsou velmi žádané a jsou široce zastoupeny v sortimentu katalogu Cyber-Instrument.
















