Nezahřátí polypropylenové trubky je stejně špatné jako její přehřátí.
Proto je nutné se jednoznačně zaměřit na dobu zahřívání.
Je důležité zvážit, na jakou teplotu je páječka nastavena.
Stejně tak průměr trubky a tloušťka stěny jak trubky, tak tvarovky.
Z vlastní zkušenosti mohou dodat, že hliníkem vyztužená polypropylenová trubka se po očištění strojkem zahřeje za stejnou dobu jako nevyztužená studená PP trubka.
PP trubka vyztužená skelnými vlákny se zahřívá o něco déle než nevyztužená (studená) trubka.
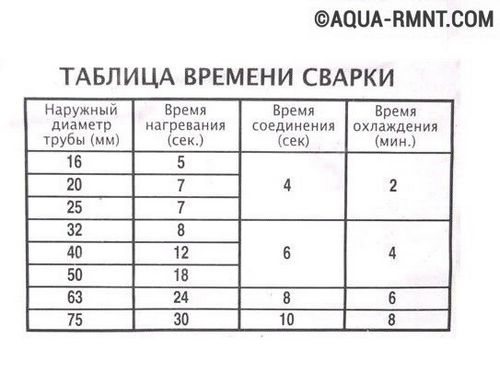
Doba zahřívání a doba svařování, zde je tabulka

Polypropylenová trubka 20 mm, doba zahřívání 5 sekund, doba svařování 4 sekundy.
25 trubek (často používané na topných stoupačkách) doba zahřívání 7 sekund, doba svařování 4 sekundy.
32 potrubí (nejčastěji používané na stoupačkách teplé vody a studené vody v domech do pěti pater včetně) doba zahřívání 8 sekund, doba svařování 4 sekundy.
Trubka 40 mm, doba zahřívání (ohřev) 12 sekund, doba svařování 6 sekund.
Potrubí tohoto průměru se častěji používá v domech nad 5 podlaží, ale takové stoupačky pro zásobování teplou vodou a zásobování teplou vodou se nacházejí také v pětipodlažních budovách.
Samozřejmě musíte trubku „ohmatat“ (to znamená, že nepotřebujete mnoho zkušeností s pájením polypropylenových trubek), ale pokud je uživatel začátečník, doporučuji vám nejprve mít podobnou tabulku před očima (viz výše).
A je nezbytně nutné, aby po instalaci systému a instalaci zátek (nebo kohoutků a směšovačů) bylo nutné systém stlačit vodou a pečlivě zkontrolovat spoje.
To je zvláště důležité, pokud jsou trubky uloženy v drážkách.
Nejprve se musíte ponořit do procesu pájení polypropylenových trubek, a zejména do teplotních parametrů, při kterých se polypropylen taví. Polypropylenové trubky, stejně jako spojovací prvky z PP (dále jen Polypropylen), se začínají tavit při teplotě minimálně +260 stupňů Celsia.
Před zahájením práce je nutné páječku na polypropylen (svařovací stroj) vybavit tryskami pro příslušný průměr spojovaných prvků. Tyto trysky jsou „trnem“ (objímka pro ohřev vnitřního povrchu) a „objímka“ (pro ohřev vnějšího povrchu)

Po utažení trnu a objímky na vyhřívané tyči žehličky ji zapneme na teplotu nejméně 260 stupňů (některá zařízení mají gradaci nastavené teploty 200 – 240 – 280 stupňů, obcházejí značku 260. V tomto případě ji nastavíme na značku mezi 240 a 280. Faktem je, že tepelné relé vypne ohřev při teplotě sběrnice 260 stupňů, zatímco inerciální ohřev bude „dohánět“ teplotu pájky pár, po několika minutách, na 270-280 stupňů.
Většina moderních páječek má zvukový/světelný signál, že jsou připraveny k použití. To znamená, že pájecí pár (trn/návleky) dosáhl zadané teploty a je připraven k použití.
Nyní určíme dobu ohřevu v závislosti na průměru trubky. Existuje taková tabulka, odvozená experimentálně a není v rozporu s doporučeními výrobců polypropylenových trubek a komponentů, která ukazuje přibližnou dobu ohřevu trubek různých průměrů při „referenční“ teplotě okolí (pokojová teplota) – 20-24 stupňů Celsia .
Po úplném nasazení polypropylenové trubky na svařovací hlavu (na trnu nebo objímce, na tom nezáleží) ji ohřejeme v závislosti na velikosti, příště je
- polypropylenová trubka o průměru 16 mm by měla být zahřívána po dobu 5 sekund;
- polypropylenová trubka o průměru 20 mm by měla být zahřívána po dobu 6 sekund;
- polypropylenová trubka o průměru 25 mm by měla být zahřívána po dobu 7 sekund;
- polypropylenová trubka o průměru 32 mm by měla být zahřívána po dobu 8 sekund;
- polypropylenová trubka o průměru 40 mm by měla být zahřívána po dobu 12 sekund;
- polypropylenová trubka o průměru 50 mm by měla být zahřívána po dobu 20 sekund;
- polypropylenová trubka o průměru 63 mm by měla být zahřívána po dobu 30 sekund;
- polypropylenová trubka o průměru 75 mm by měla být zahřívána po dobu 30 sekund;
Ale to není vše. Při svařování polypropylenových trubek existuje něco jako „doba svařování“. Doba svařování je období, během kterého je nutné udržovat spojované prvky ve stacionární poloze a zároveň neměnit jejich vzájemnou polohu. .
Doba zaručeného svařování PP prvků opět přímo závisí na jejich průměru a je zaměřena na následující hodnotu v sekundách –
- u polypropylenové trubky 16 mm je doba svařování 6 sekund;
- u polypropylenové trubky 20 mm je doba svařování 6 sekund;
- u polypropylenové trubky 25 mm je doba svařování 10 sekund;
- u polypropylenové trubky 32 mm je doba svařování 10 sekund;
- u polypropylenové trubky 40 mm je doba svařování 20 sekund;
- u polypropylenové trubky 50 mm je doba svařování 20 sekund;
- u polypropylenové trubky 63 mm je doba svařování 30 sekund;
- u polypropylenové trubky 75 mm je doba svařování 30 sekund;
Nyní, aby se zajistilo, že spoj nebude mít možnost se deformovat nebo změnit orientaci a jeho životnost je dlouhá, měli byste se zdržet mechanických nárazů na pájený spoj (ohýbání, natahování). Doba držení po pájení je nazývá se „doba chlazení“ a neměla by být kratší než –
- pro trubky o průměru 16 až 25 mm. alespoň 2 minuty;
- pro trubky o průměru 32 až 50 mm. alespoň 4 minuty;
- pro trubky o průměru 63 a 75 mm. alespoň 6 minut.
Samozřejmě po získání zkušeností se svařováním polypropylenu se naučíte experimentálně určit stupeň ohřevu spojovaných polypropylenových prvků a vaše ruka pochopí, jak cítí stupeň ohřevu trubky i přes rukojeť žehlička. A co je „kulička/váleček“ propylenové vrstvy, vzniklý správným pájením na spoji spojovaných prvků, zde je –

Pro domácího mistra, který v této věci podniká první kroky, však budou výše uvedená data velmi užitečná.
Jaká teplota je potřebná pro svařování polypropylenových trubek? Při zohlednění všech omezení pro svařování polypropylenových trubek je optimální teplota pracovních ploch svařovacích trysek 260°C s přípustnou odchylkou ±10°C.
Doba ohřevu polypropylenových trubek
Průměr potrubí, mm
Obsah
- Jak dlouho ohřívat polypropylenovou trubku
- Jak dlouho ohřívat trubku 32 PP
- Obsah:
- Kolik sekund držet 32 trubku
- Kolik sekund připájet 50 trubku
- Kolik připájet 40 trubku
- Kolik sekund držet při pájení trubek
- Kolik připájet 63 trubku
- Jak dlouho trvá pájení trubek?
- Kolik připájet 50 trubku
- Jaká teplota je potřebná pro pájení polypropylenových trubek
- Kolik sekund držet 32 trubku v páječce
- Jak dlouho ohřívat 25 polypropylen
- Jakou teplotu nastavit na páječce pro pájení trubek
- Jaká je teplota pro pájení 20 trubek
- Je možné pájet polypropylen při teplotách pod nulou?
- Kolik stojí jedna pájka polypropylenu?
- Kolik stojí položení 1 metru polypropylenové trubky
- Kolik připájet 20 polypropylenu
- Kolik stojí výměna potrubí za polypropylen?
- Co je pájení potrubí
- Kolik stojí pájecí bod plastové trubky?
- Jak dlouho by se měly plastové trubky při pájení zahřívat?
- Jak dlouho by se měla páječka na plastové trubky zahřívat?
- Jak dlouho zahřívat trubky při pájení
- Jaká teplota by měla být při pájení plastových trubek?
- Jak dlouho trvá pájení plastových trubek?
- Kolik stupňů při pájení
Jak dlouho ohřívat polypropylenovou trubku
Průměr polypropylenové trubky, mm
Velikost svařovacího pásu, mm
Doba chlazení, minuty
Jak dlouho ohřívat trubku 32 PP
Doba ohřevu polypropylenových trubek
Obsah:
Průměr potrubí, mm
Kolik sekund držet 32 trubku
Jak zvolit teplotu pájení pro trubky PPR
Průměr pájené trubky
Jak dlouho je potřeba držet páječku na trubce pro spojení dílů?
Doba ohřevu polypropylenových trubek
Kolik sekund připájet 50 trubku
Průměr polypropylenové trubky, mm
Velikost svařovacího pásu, mm
Doba chlazení, minuty
Kolik připájet 40 trubku
Doba ohřevu polypropylenových trubek
Průměr potrubí, mm
Kolik sekund držet při pájení trubek
Jak zvolit teplotu pájení pro trubky PPR
Průměr pájené trubky
Jak dlouho je potřeba držet páječku na trubce pro spojení dílů?
Doba ohřevu polypropylenových trubek
Kolik připájet 63 trubku
Stůl. Parametry svařování PP trubek
Vnější průměr trubky, mm
Doba ohřevu, sec
Doba připojení, sec
Jak dlouho trvá pájení trubek?
Proces pájení je rychlý. To lze ověřit analýzou dat umístěných v tabulce. Například pro spojení dvou prvků o průměru 20 mm bude při pokojové teplotě trvat 5 sekund, než se zahřejí, další 4 sekundy se spojí a poté 180 sekund vychladnou. Celkem – 3 minuty 9 sekund.
Kolik připájet 50 trubku
Průměr polypropylenové trubky, mm
Velikost svařovacího pásu, mm
Doba chlazení, minuty
Jaká teplota je potřebná pro pájení polypropylenových trubek
Při zohlednění všech omezení pro svařování polypropylenových trubek je optimální teplota pracovních ploch svařovacích trysek 260°C s přípustnými odchylkami ±10°C.
Kolik sekund držet 32 trubku v páječce
Jak zvolit teplotu pájení pro trubky PPR
Průměr pájené trubky
Jak dlouho je potřeba držet páječku na trubce pro spojení dílů?
Doba ohřevu polypropylenových trubek
Jak dlouho ohřívat 25 polypropylen
Doba ohřevu polypropylenových trubek
Průměr potrubí, mm
Jakou teplotu nastavit na páječce pro pájení trubek
Při zohlednění všech omezení pro svařování polypropylenových trubek je optimální teplota pracovních ploch svařovacích trysek 260°C s přípustnými odchylkami ±10°C. Režim rychlého ohřevu vede k následnému vytvoření určitého škodlivého vnitřního pnutí materiálu v oblasti spoje.
Jaká je teplota pro pájení 20 trubek
Pájecí stůl pro polypropylenové trubky
Průměr výrobku v mm
Doba svařování s
Je možné pájet polypropylen při teplotách pod nulou?
Odborníci na to odpovídají jednoznačně: v žádném případě.
Kolik stojí jedna pájka polypropylenu?
Náklady na svařování polypropylenových trubek
Náklady na pájení 1 spoje polypropylenových trubek
Kolik stojí položení 1 metru polypropylenové trubky
Ceník, ceny a náklady na instalatérské práce
Instalace vodovodního potrubí
Kolik připájet 20 polypropylenu
Proces pájení je rychlý. Můžete to ověřit analýzou dat v tabulce. Například pro spojení dvou prvků o průměru 20 mm bude při pokojové teplotě trvat 5 sekund, než se zahřejí, další 4 sekundy se spojí a poté 180 sekund vychladnou.
Kolik stojí výměna potrubí za polypropylen?
Náklady na výměnu potrubí 3 zařízení jsou cena – 4000 XNUMX rublů.
Pokud má váš byt 3 zařízení pro připojení, jako na schématu, pak cena práce bude 2500 rublů. Náklady na materiál: polypropylenové trubky, spojky, adaptéry, upevnění pro 2 kulové ventily – 1500 rublů.
Co je pájení potrubí
Pro instalaci se používá metoda difúzního svařování, která zahrnuje ohřev dvou prvků s jejich následným připojením a fixací na určitou dobu. V důsledku toho se difúzí vytvoří pevný, těsný a spolehlivý šev, který není ve svých vlastnostech horší než vlastnosti materiálu trubky.
Kolik stojí pájecí bod plastové trubky?
Náklady na svařování polypropylenových trubek
Náklady na pájení 1 spoje polypropylenových trubek
Jak dlouho by se měly plastové trubky při pájení zahřívat?
Jak zvolit teplotu pájení pro trubky PPR
Průměr pájené trubky
Jak dlouho je potřeba držet páječku na trubce pro spojení dílů?
Doba ohřevu polypropylenových trubek
Jak dlouho by se měla páječka na plastové trubky zahřívat?
Doba ohřevu polypropylenových trubek
Průměr potrubí, mm
Jak dlouho zahřívat trubky při pájení
Pro pájení polypropylenových trubek se používá speciální topné zařízení. Doba potřebná k vyjmutí topných článků a úplnému ukotvení je asi 3–5 sekund.
Jaká teplota by měla být při pájení plastových trubek?
Zapojíme do sítě a zahřejeme, jelikož už víme, na jakou optimální teplotu polypropylenové trubky pájet – 260 °C. Přesně to je uvedeno v návodu k obsluze páječek.
Jak dlouho trvá pájení plastových trubek?
Pájecí stůl pro polypropylenové trubky
Průměr výrobku v mm
Doba svařování s
Kolik stupňů při pájení
Ve většině případů je při práci s bezolovnatými pájkami a tradičními tinoly nejvhodnější zahřát hrot páječky na teplotu 315-370 stupňů. S.















