
Při montáži vodních komunikací sestávajících z plastových trubek se teplota stává nejdůležitějším parametrem. Pro dosažení pevného a spolehlivého spojení musí mít určité hodnoty.
Technologie pokládky potrubí z takových materiálů dnes vyžaduje dodržování určitého teplotního režimu a specifických časových hodnot při provádění svářečských prací. Pokud nedodržíte doporučené parametry, může se v klíčových oblastech objevit prasklina a výrazně se zhoršit pohyb vodního proudu.
Obsah
- Obecný vliv teploty při dokovacích pracích
- Jak ručně svařovat polypropylenové trubky
- Nuance udržování požadovaného tepelného režimu
- Nástroj
- Montáž:
- Pájení
- Nedotápění
- Přehřátí
Obecný vliv teploty při dokovacích pracích
Technologický postup svařování polypropylenových trubek je založen na ohřevu materiálu na požadovanou teplotu. V důsledku toho plast začne měknout. Při spojování dílů dochází k difúzi molekul polypropylenu. Jinými slovy, molekuly se spojí do sloučeniny. Když se materiál ochladí, vytvoří se extrémně pevný spoj.
Pevnost svařovaných obrobků je přímo závislá na teplotním režimu. Při nedostatečném ohřevu nedojde k difúznímu procesu. Molekuly tvarovky a svařované trubky se jednoduše nemohou dostat do kompatibilních oblastí. Svařování bude slabé a nebude schopno odolat velkému zatížení. Pár se zlomí a těsnění spoje se rozbije.

Při přehřátí se konstrukce začne deformovat. V důsledku toho se změní původní geometrie. Uvnitř dílu se může vytvořit silný přítok ve formě velkého válečku. V důsledku toho se výrazně zmenší průřezový průměr potrubí v místě svařování.
Pro běžné pájení polypropylenových trubek je nutné vytvořit ohřev na teplotu 255-265 stupňů. Proces ohřevu musí vzít v úvahu několik parametrů:
- Průměr dílu.
- Pokojová teplota.
- Doba ohřevu.
Praxe ukázala, že doba ohřevu a průměr součásti přímo souvisí.
Tento proces ovlivňuje i teplota místnosti, ve které dochází k pájení. Při pájení dílů, při jejich vyjímání ze „žehličky“ nebo jiného topného zařízení, je před začátkem spojování pauza. Pro kompenzaci ochlazování při nízkých teplotách je třeba pp trubky zahřívat o něco déle. Tato dodatečná doba je během 2-3 sekund. Výběr probíhá empiricky.
Je třeba si uvědomit, že pokud ohříváte polypropylenové trubky na topném zařízení s nastavením teploty na více než 270 stupňů, horní vrstva dílu se velmi zahřeje. Jádro nebude dostatečně zahříváno. Při spojování dílů bude tloušťka svařovací fólie velmi tenká.
Jak ručně svařovat polypropylenové trubky
Svařovací pouzdra zařízení se vybírají s ohledem na průměr dílů. Poté se vloží do svařovacího zrcadla a dobře se zajistí.
Kontaktní plochy jsou očištěny od prachu a nečistot. Pro čištění je lepší použít čisticí kapalinu doporučenou výrobcem tohoto produktu. S touto prací může pomoci následující:
- Chlorethylen.
- trichlorethan.
- Ethyl nebo isopropylalkohol.
Je nastavena určitá teplota zařízení. Obvykle by se termistor měl zahřát na 250 – 270 stupňů. Tato optimální teplota umožňuje dosáhnout správného připojení.
Když termostat dosáhne požadované tepelné úrovně, zkontroluje se teplota ohřevu svařovacího zrcátka. K tomu se používá speciální tepelná sonda.
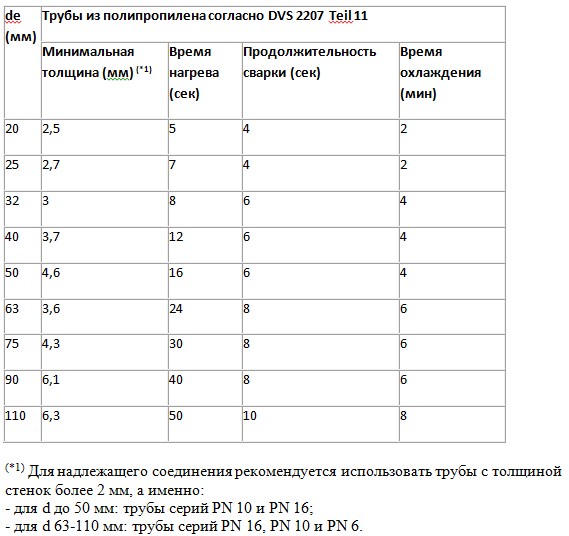
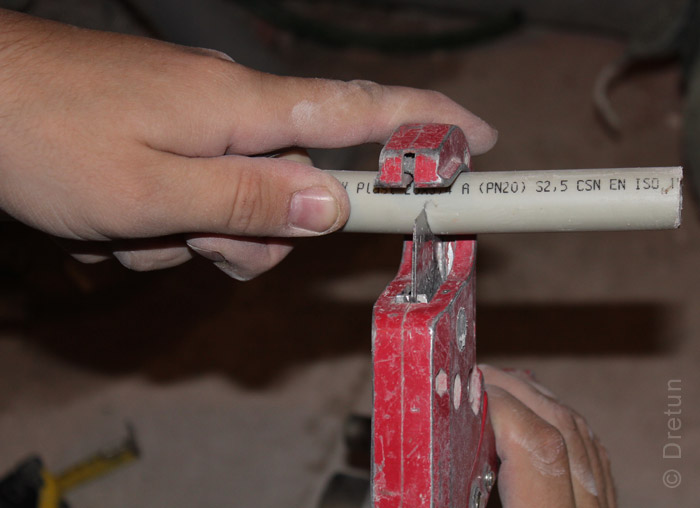
Trubka se odřízne, přičemž se udržuje 90 stupňů vzhledem k ose. V případě potřeby je třeba povrch očistit a zkosit. Parametry odizolování a rozměry hloubky zkosení jsou převzaty z tabulky číslo jedna. Zkosení lze odstranit při čištění dílu nebo po něm pomocí speciálního kalibrovaného nástroje.
Polypropylenové tvarovky pro hrdlové svařování. Hloubka broušení a šířka zkosení.

Hloubka zasunutí „L1“ je vyznačena na povrchu trubky. Převzato z tabulky 2. Odizolování musí nutně odpovídat hloubce zasunutí.
Hloubka zasunutí L1(mm): maximální hloubka zasunutí vyhřívané trubky do misky tvarovky.

Na vnější povrch trubky a svařované tvarovky se nanese podélná značka. Umožňuje zabránit posunutí dílů během spojování.
Povrch potrubí, stejně jako připojená armatura, musí být dobře očištěny od oleje nebo nečistot. Po dosažení požadovaného ohřevu svařovacího zrcadla se trubka spolu s tvarovkou instaluje do speciálních objímek. Tvarovky musí být zasunuty až na doraz, trubka musí být svařena do celé hloubky odizolování. Musíte chvíli počkat, než se části zahřejí.
Poté se rychle vyjmou a vloží do sebe. Hloubka zasunutí tvarovky se musí rovnat délce L1 v souladu s podélnými zářezy.
Spojované díly musí být po určitou dobu drženy v pevné poloze, dle tabulky č. 3. Pak je potřeba dát mu čas na přirozené vychladnutí. Neochlazujte je ventilátorem ani je neponořujte do studené vody.
Doby ohřevu, svařování a chlazení
Když povrch prvků dostatečně vychladne, je nutné provést hydraulickou zkoušku.
Teplotní rozsahy pro odporové svařování.

Změny tlaku a teploty během procesu svařování na tupo jsou znázorněny na obrázku níže:

Nuance udržování požadovaného tepelného režimu
Při výpočtu budoucího uspořádání potrubí zjistěte, jak bude probíhat další instalace. Je nutné usilovat o dosažení minimální vzdálenosti mezi pájecím strojem a místem připojení.
Pokud je výpočet proveden nesprávně a místo svařování je na nepřístupném místě, budete muset součást zahřát ve značné vzdálenosti od místa upevnění. V tomto případě dochází k velkým tepelným ztrátám, protože pro vytvoření spojovacího spoje je třeba přenášet díly. V důsledku takových nezapočítaných okamžiků dochází k silnému oslabení švu.
Pokud je proveden nesprávný výpočet pořadí instalace a pájení, může nastat situace, kdy nebude možné spojit poslední díly, protože topné zařízení jednoduše nelze nainstalovat mezi díly. Pro zvětšení mezery je nutné deformovat určité úseky potrubí, které umožňují vložení pájecího zařízení. Taková práce může zkazit vzhled komunikace. V některých oblastech systému se může objevit statické napětí.
Velmi závažnou chybou, v důsledku které není možné regulovat teplotu, je sekvenční ohřev obrobků bezprostředně před spojem. Jinými slovy, každá část se zahřívá samostatně. V důsledku toho je teplotní režim zcela narušen.
Tento nesprávný přístup může způsobit výrazné ochlazení dílu v důsledku doby, kterou trvá zahřátí. Dochází k úmyslné ztrátě tepla. Tento způsob spojování dílů neumožňuje správnou strukturu díla a proces měknutí materiálu se stává nepředvídatelným. Jeho použití je přísně zakázáno.
Pro správnou regulaci teploty je třeba vzít v úvahu několik kritérií:
1. Kvalita svářečky pro práci s polypropylenovými výrobky by měla umožňovat zachování určitých parametrů s minimální chybou.
2. Mezi svářečkou a oblastí připojení by měla být vzdálenost menší než 1.5 metru.
3. Operace musí být prováděna ve vytápěné budově.
4.Před zahájením svařování se ujistěte, že teplota spojovaných dílů je přibližně stejná.
V materiálu o polypropylenových trubkách jsem stručně vysvětlil, co to jsou trubky.
Nyní si povíme něco málo o pájení těchto trubek.

Je samozřejmě správné říkat: „svařování“ nebo dokonce „svařování trubek difúzí“, ale obvykle používáme jednodušší slova:
Slovníkové difúzní svařování, tzv. pájení
Svářečka, říkáme jí páječka nebo i žehlička
Polypropylenu říkáme „polycom“ nebo „PPR“
Barvy nazýváme takto:
Bílá – Turek. (I když Valtek dělá také bílé a kvalita dýmek je vysoká)
Šedá – čeština
Zelená – německá
Nástroj
K „pájení“ trubek budete potřebovat: Páječka – “Svařovací stroj” Řezačka trubek nebo nůžky Stripovač nebo zastřihovač

„Pájka“ je právě tím nástrojem, bez kterého je instalace polypropylenových trubek v zásadě nemožná. Pokud jde o nůžky, trubku lze řezat pilkou na železo nebo dokonce bruskou. Pouze okraje budou muset být očištěny od přebytečných „třásní“.
Pokud jde o odizolovací nástroj, pokud jej nemáte, můžete si vybrat trubku s výztuží ze skelných vláken.
Montáž: ![16]()

Aby bylo možné sestavit systém takových trubek, existuje mnoho různých tvarovek a konektorů.
Můžete sestavit naprosto jakýkoli systém:




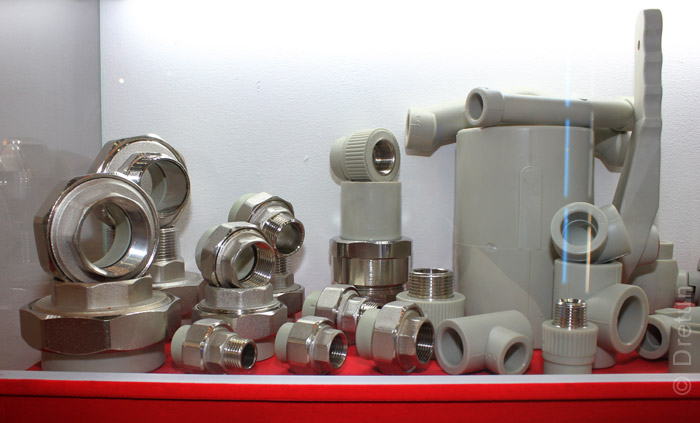



Pájecí kulový ventil:

Pájení
Průměrná teplota svařovacího stroje by měla být nastavena na 260 stupňů.

Samozřejmě pro každý průměr existuje jemnější nastavení teploty a u drahých strojů se požadovaná teplota vkládá automaticky, pokud zadáte průměr svařované trubky.
Nastavíme teplotu na 260 stupňů, nasadíme požadovanou trysku a teď už jen zbývá zapamatovat si dobu, po kterou potřebujeme trubku zahřát.
16. ohřev po dobu 5 sekund. poté musí být fixován po dobu 6-7 sekund, aby bylo pájení vysoce kvalitní.
Dvacítku zahříváme 20 sekund.
25. – 7 sec.
32. – 8 sec.
40. – 12 sec.
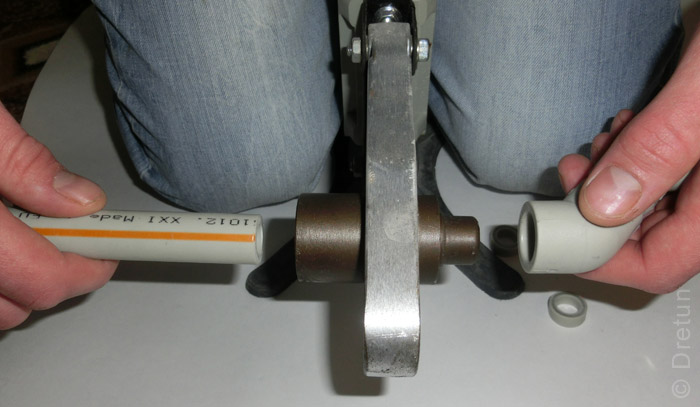
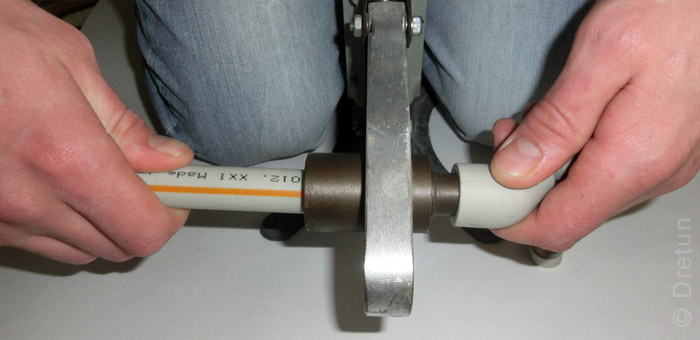
Vezmeme trubku se spojkou do rukou a snažíme se je spojit bez zahřívání. Pokud je to možné, pak nebude kvalitní spojení, vyměňte komponenty a pokud možno použijte konektory od stejného výrobce ve stejném systému.
Poté, co jsme zjistili, že držíte v rukou to, co potřebujete a lze to připájet, nasadíme nejprve na trysku svářečky (je tlustší) tvarovku a poté trubku.
Ale to je knižní příklad a je velmi obtížné připevnit tvarovku a trubku zvlášť na páječku. Současně zatlačte dovnitř, ale nejprve můžete vyjmout trubku a poté konektor.


Takto vypadají vyhřívané armatury:

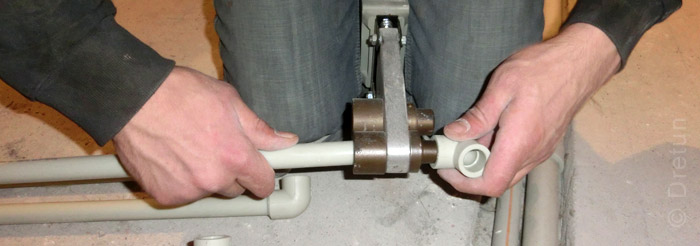
Nyní je třeba je propojit.

Při ohřevu je důležité zasunout trubku úplně do trysky. Pro jistotu si před pájením můžete na trubce vyznačit, jak dlouho má trubka jít do trysky.

Při zahřívání by se prvky neměly na páječce kroutit.. Výrobce sice zakazuje otočky, já to stále dělám, ale otočky jsou velmi malé, dokonce bych řekl, že jsou to jakési pohyby pro snadnější nasazování trubky s tvarovkou. Stává se, že roh velmi těsně dosedá na trysku, což se často stává u velkých průměrů, například 40 mm. V tomto případě lze páječku pohybovat tam a zpět o několik stupňů vzhledem k dílům.
Pokud díly nebo páječku zkroutíte o více než cca 5 stupňů, zůstanou na trysce části plastu, které budou kouřit a pájení může být nekvalitní. Je-li to tedy možné, raději se neotáčet a ještě k tomu nekroutit se и neklikejte.

Po úplné instalaci prvků začneme odpočítávat 5 sekund v případě 20 mm trubky. nebo 8 sekund v případě 32. trubky.
Po této době nejprve odstraníme trubku a poté tvarovku.
Rychle, ale bez rozruchu tyto dva prvky spojíme. Po připojení máte ještě několik sekund na opravu zarovnání. Po 2-3 sekundách. Nastavení vyrovnání musí být zastaveno. V opačném případě bude spoj netěsný.

Po spojení nechte produkt asi 20 sekund vychladnout a spoj pevně zafixujte.
Pokud pájete první spoje, pak přísně dodržujte dobu ohřevu a fixace. V následných spárách zohledněte průvan a okolní teplotu.
Pokud pracujete v průvanu a teplota je například pod +10, pak by se měla doba ohřevu mírně prodloužit o 1-3 sekundy. v závislosti na průměru. V opačném případě riskujete, že nebudete mít čas ukotvit vyhřívané prvky nebo nezbývá sekunda na opravu zarovnání.
Nedotápění
Pokud trubky podhřejete, buď se vám nepodaří spojit, nebo následně dojde k netěsnosti spoje.
Přehřátí
Pokud se přehřeje, riskujete roztavení průchozího otvoru.
Pokud je pájení provedeno správně, ale průchozí otvor není zúžen.

Trubku můžete řezat nejen nůžkami:
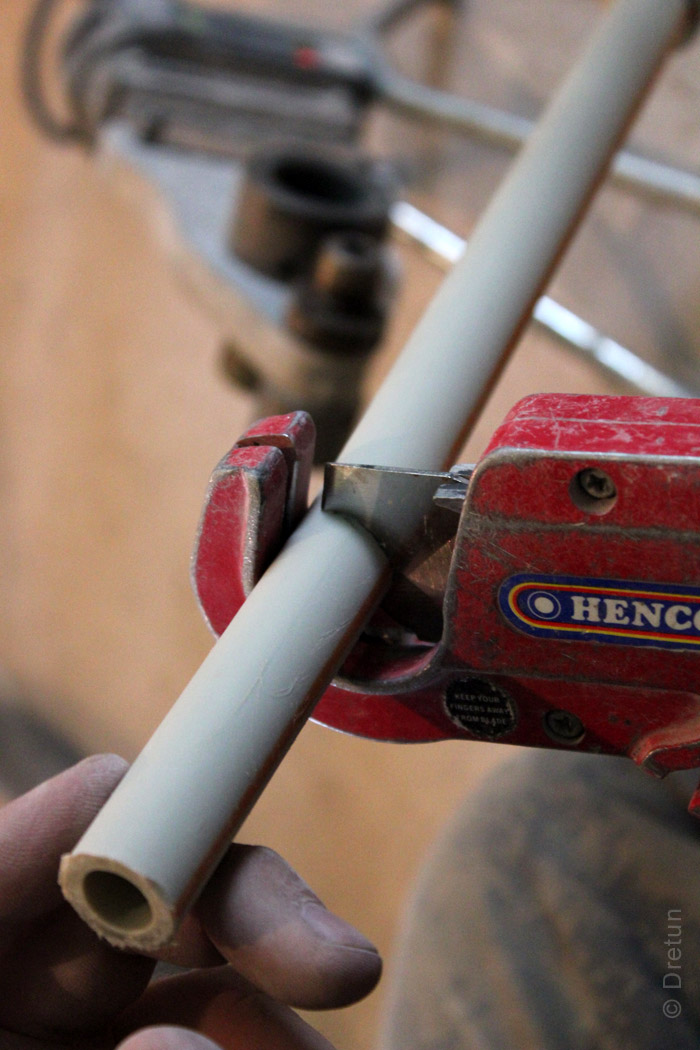
A někdy s pomocí nůžek není možné provést rovnoměrný řez, například pokud potřebujete odstřihnout pouhý centimetr.

V tomto případě se můžete uchýlit k pomoci úhlové brusky.

Takto vypadá trubka vyztužená skelnými vlákny v průřezu. Takovou trubku není potřeba odizolovat a ořezat, což se o hliníkové vrstvě říci nedá.


Nyní odřízneme pájené prvky a uvidíme, zda lze tyto spoje rozpojit.
Nahoře je šedá trubka připájena k bílé spojce a na obrázku níže je šedá až šedá.

V obou případech můžete vidět svařované prvky srostlé do jediného celku. Dokonce i bílá a šedá. Rozdíly jsou pouze vizuální – barevnost. To okamžitě odpovídá na otázku, zda je možné pájet bílou a šedou. Umět.
Nyní se podívejme na průřez spojky adaptéru:
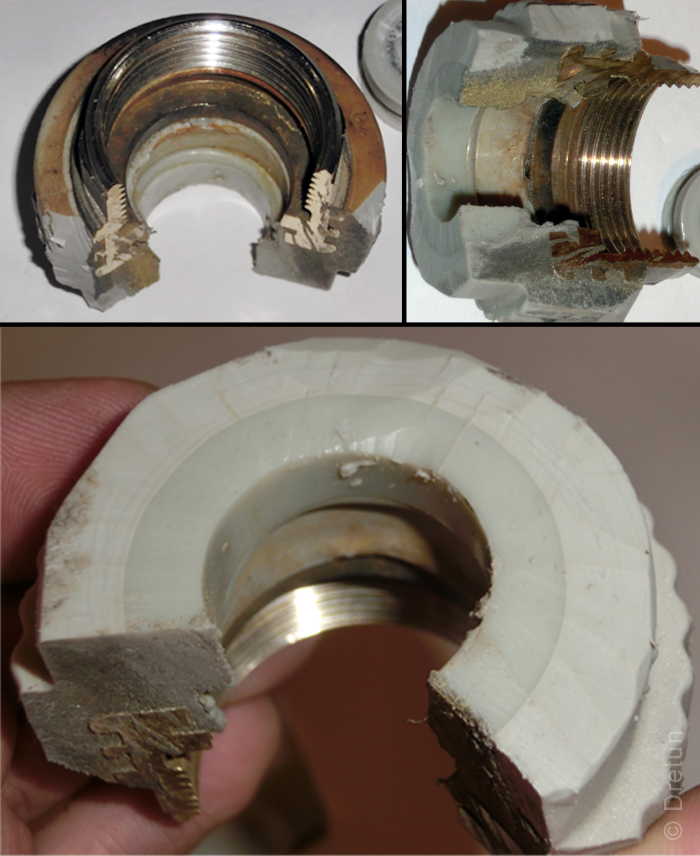
V tomto případě byla trubka bez výztuže. Je vidět, že rozdíly jsou pouze v barvě, i když výrobce je stejný. Samotné spojení nelze rozpojit a správné pájení nikdy nezpůsobí netěsnost. Z tohoto důvodu mohou být taková spojení bezpečně skryta ve stěnách a podlahách.
Zdá se, že toto jsou všechny klíčové body spojené s pájením polypropylenových trubek.
Případné dotazy k materiálu zanechte v komentářích.
No a na závěr pár fotek svařovaných trubek:





Pro horizontální upevnění potrubí používám spony

Pro svislé potrubí, kde musí být potrubí pevně upevněno, se používá speciální objímka














