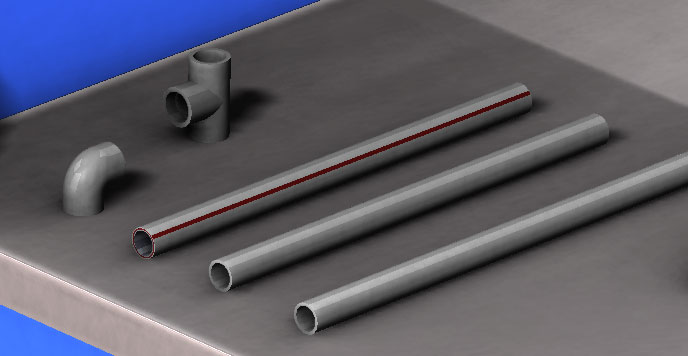
Polypropylenové trubky lze použít pro všechny vodovodní systémy (kromě požární ochrany). Instalace potrubí je poměrně jednoduchá, ale vyžaduje speciální svařovací stroj. Přímé úseky potrubí budou spojeny spojkami, úhelníky a T-kusy většího průměru. Při montáži se potrubní prvky spojují tak, že vnější průměr trubky je přivařen k vnitřnímu průměru spojky (úhelník, T, atd.).
Pro přívod studené vody je ve většině případů vhodná běžná nevyztužená trubka. Pro přívod teplé vody by měla být použita pouze vyztužená polypropylenová trubka. To je způsobeno skutečností, že při zahřívání se polypropylen výrazně roztahuje, použití výztužné vrstvy umožňuje mírně snížit velikost prodloužení trubky při zahřívání.
Minimální přípustná teplota vzduchu v místnosti pro instalaci polypropylenového potrubí je 5 stupňů.
K řezání trubky použijte speciální nůžky na trubky nebo válečkovou řezačku trubek.
Svařovací stroj na polypropylenové trubky
Pro svařování polypropylenového potrubí se používá speciální svařovací stroj (často se mu říká páječka), na něm jsou instalovány trnové a spojovací trysky, velikost trysek je určena průměrem potrubí, které je třeba svařit. Nástavec trnu se používá k ohřevu vnitřního povrchu dílů typu „Spojka“ (úhelníky, T-kusy, adaptéry). Spojovací tryska se používá k ohřevu vnějšího povrchu trubky.
Návrh svářečky polypropylenových trubek
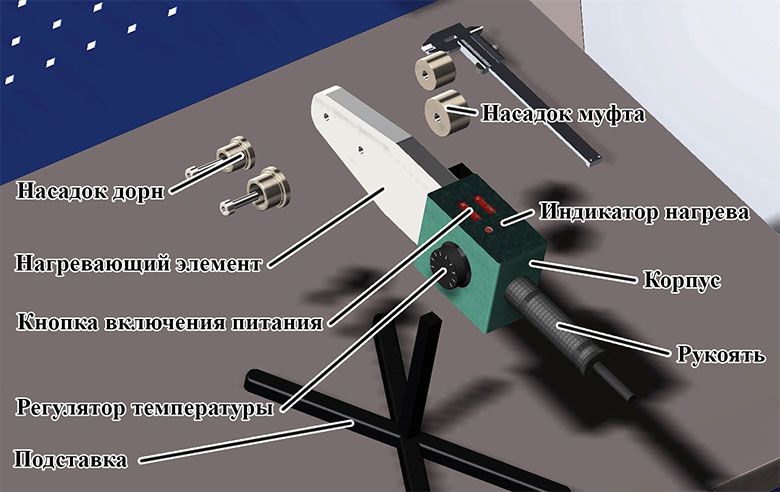
Hlavní prvky stroje pro svařování polypropylenových trubek:
- Bydlení;
- Zásobování;
- rukojeť s napájecím kabelem;
- Topné těleso;
- Tlačítka napájení pro topná tělesa;
- Indikátory ohřevu topného článku;
- Regulátor teploty;
- Uchycení trnu;
- Spojka trysky.
Proces svařování polypropylenových trubek
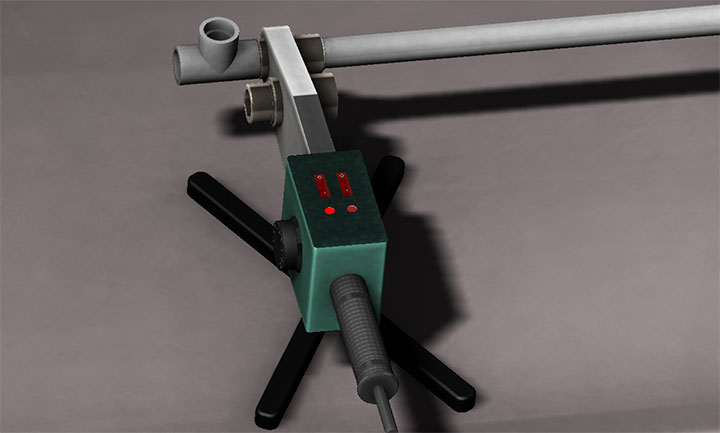
Svařovací stroj se instaluje na stůl nebo pracovní stůl a je připojeno napájení. Mnoho ohřívačů má dvě topná tělesa se dvěma tlačítky napájení, to je nutné pro nastavení optimálního provozního režimu. Pro rychlé zahřátí je třeba zapnout dvě topná tělesa, následně pro udržení teploty stačí jedno zapnuté topné těleso. Svítící kontrolky vedle tlačítek signalizují, že se topné těleso zahřívá a teplota je nestabilní. Svařování musí být provedeno, když indikátory zhasnou.
Chcete-li svařit polypropylenovou trubku, musíte nastavit teplotu pomocí regulátoru Stupňů 260.
Po zahřátí svářečky je nutné současně nasadit trubku do spojovací trysky a spojovací prvek (T-kus, úhelník atd.) na trn.
Jak dlouho trvá zahřátí polypropylenové trubky?
Doba ohřevu pro trubky různých průměrů je uvedena v tabulce.
| Průměr potrubí, mm | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Doba ohřevu na zařízení, sec | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Doba svařování, sec | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Doba chlazení, sec | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
Po zahřátí je nutné současně vyjmout potrubí a prvek z trysek a připojit je. V tomto případě by měla být zachována hloubka svařování, pro pohodlí můžete nejprve použít značky na potrubí.
Jaká je hloubka svařování polypropylenové trubky?
Míra, o kterou musí být trubka „zapuštěna“ do spojovacího prvku, je uvedena v tabulce.
| Průměr trubky | Instalační hloubka |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Nesouosost potrubí a spojky během instalace by neměla překročit 3 stupně.
Po svaření prvků je nutné nechat spoj vychladnout, prvky se nesmí otáčet ani zatěžovat potrubí.
Pro připojení k závitovým dílům jsou na potrubí instalovány odnímatelné a trvalé spojky.
















