Moderní poloautomatický proces MIG/MAG pro svařování nerezových ocelí s použitím ochranného plynu zahrnuje automatické dodávání přídavného materiálu do svařovací zóny.
Přídavný drát se vlivem oblouku začne tavit a vytvoří svar spolu s nerezovým kovem. Pro dosažení kvalitnějšího svařování nerezových ocelí se používá pulzní režim. Poloautomatické pulzní svařování umožňuje dosáhnout úplné kontroly nad přísunem tepla a vytvoření vysoce kvalitního svaru s optimální hloubkou průvaru, stejně jako eliminovat deformaci a deformaci výrobku. Dále je nutné správně provést všechna nastavení měniče, zvolit výplňový materiál a zvolit ochranný plyn. Při poloautomatickém svařování nerezových kovů MIG/MAG je dosaženo vysoké rychlosti tvorby svaru s optimální hloubkou průvaru a krásným tvarem svarového spoje.
Poloautomatické svařování nerezových kovů lze provádět třemi způsoby:
- krátký oblouk – pro svařování nerezové oceli do tloušťky 0,8 mm;
- proudový oblouk – pro svařování výrobků o tloušťce 0,8 až 3 milimetry;
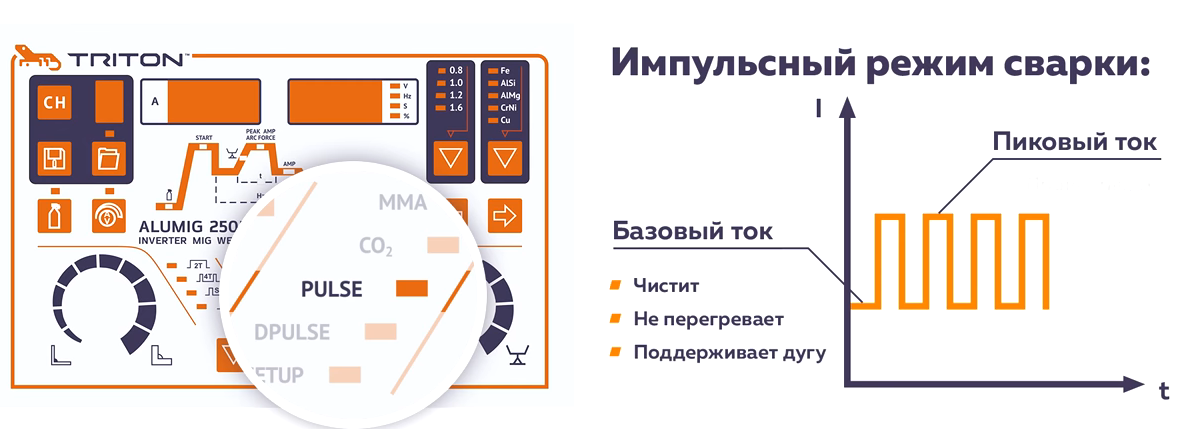
- pulzní režim svařování – pro svařování nerezové oceli různých průřezů – nejúčinnější metoda, která umožňuje dosáhnout vysoce kvalitního průvaru s kontrolovaným přívodem tepla.
Obsah
- Vybavení a zásoby
- Poloautomatické svařování nerezové oceli s jinými druhy kovů
- Doporučení a nuance
- Zpracování nerezové oceli po svařování
- Ochranný plyn – je nutný při poloautomatickém svařování nerezu?
- Poloautomatický proces svařování: příprava
- Základní pravidla: jak vařit z nerezové oceli
- Poloautomatické svařování nerezové oceli plynem
- Poloautomatické svařování nerezové oceli bez plynu
Vybavení a zásoby
Pro vysoce kvalitní svařování nerezových kovů metodou MIG/MAG je zapotřebí následující zařízení a materiály:
- například poloautomatický invertor s režimem pulzního svařování;
- přídavný drát požadovaného průřezu, který je složením shodný se svařovaným kovem;
- plynová láhev (hlavně směs argonu a oxidu uhličitého);
- materiály pro zpracování a přípravu výrobku před a po svařování.
Níže je tabulka se správným výběrem průměru přídavného drátu a volbou hodnoty svařovacího proudu v závislosti na průřezu svařovaného výrobku. Přídavný materiál malého průměru umožňuje dosáhnout hlubokého průvaru se stabilním hořením svařovacího oblouku.
| Tloušťka kovu, mm | Průřez drátu, mm | Síla proudu, Ampere |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Poloautomatické svařování nerezové oceli s jinými druhy kovů
Moderní poloautomatické svařování MIG/MAG se používá ke spojování hliníku, vysoce legovaných, nízkolegovaných kovů a různých slitin s nerezovou ocelí. Podívejme se na vlastnosti poloautomatického svařování nerezové oceli s jinými kovy:
- svařování se železnými kovy – snižuje se tekutost kovu, pracovní plocha je chráněna před vystavením atmosféře;
- při svařování kovů třídy St40 s nerezovou ocelí se používá drát 08G2S, který eliminuje deformaci švu (prasknutí) podél okraje se železným kovem během chlazení;
- při svařování mědi s nerezovou ocelí se používají nízkotavné pájky a tavidlo;
- pulzní režim svařování nerezové oceli s hliníkem a jinými kovy umožňuje dosáhnout dobré odolnosti proti korozi, kvalitního průvaru s kontrolovaným přívodem tepla;
- Doporučuje se svařovat hliník s nerezovou ocelí v pulzním režimu v prostředí argonu pomocí drátu s měděným jádrem.

Doporučení a nuance
Poloautomatické svařování MIG/MAG nerezových kovů má řadu funkcí, které je třeba vzít v úvahu při provádění svářečských prací:
- Někdy se svařování nerezové oceli provádí v režimu Double Pulse – dvojitý pulz. V tomto režimu jsou dva impulsy (nízký a vysoký) superponovány na proud svařovací báze. Při vysokém pulzu je dosaženo vysoce účinného svařování a během období nízkého pulzu se kov ochlazuje, čímž se eliminuje tvorba šmouh a deformace.Během období vysokého pulzu je kapka svařování „hnaná“ do zóny taveniny, bez způsobení zkratů a během nízké periody se kov ochlazuje, čímž se eliminuje tvorba prověšení a šmouh. . V režimu Double Pulse je dosaženo ideálního přenosu tepla mezi tavícím se přídavným materiálem a nerezovou lázní a zlepšuje se kvalita svaru. Režim „Double Pulse“ je implementován v zařízení TRITON ALUMIG 250P Dpulse Synergic.
- Svařování se provádí s obrácenou polaritou. Svařování s přímou polaritou se provádí pouze pomocí tavicího oblouku.
- Jako ochranný plyn se používá směs oxidu uhličitého a argonu.
- Přesah výplňového drátu by měl být v rozmezí 6-12 milimetrů. Upravte průměrný průtok směsi plynů v rozmezí 6-12 m³/min.
- Svařování se provádí s hořákem nakloněným dozadu, aby se dosáhlo hlubokého průniku a správného tvaru švu. Svařování v dopředném úhlu se používá pro tenké plechy, když je požadována malá hloubka průniku při širokém tvaru svaru.
Zpracování nerezové oceli po svařování
Při poloautomatickém svařování nerezové oceli v režimu MIG/MAG se na povrchu obrobku vytvoří porézní oxidová vrstva. Zároveň chrom, který je v kovu obsažen, oslabuje vlastnosti oceli a vystavuje ji korozi. K odstranění těchto vad je nutné provést pečlivou přípravu a zpracování výrobků po dokončení procesu svařování.
Před zahájením práce musíte:
- očistěte pracovní plochu obrobku od stop oleje, rzi atd.;
- odmastěte povrch výrobku pomocí acetonu nebo rozpouštědla.
Na konci svařovacího cyklu by měl být zkontrolován vzhled švu a v případě potřeby by mělo být provedeno čištění a broušení.

Ochranný plyn – je nutný při poloautomatickém svařování nerezu?
Poloautomatické svařování nerezové oceli lze provádět bez nuceného přívodu ochranného plynu. Pro tento režim byste měli použít plněný drát se speciálním povlakem, který po roztavení vytvoří ochrannou skořepinu pro vytvoření švu. Tento režim svařování však nezaručuje vysokou korozní odolnost hotového výrobku a časem se na kovovém povrchu může vytvořit rez. Z tohoto důvodu se pro získání kvalitního svaru doporučuje použít přídavný materiál s ochranným plynem.
Nerezová ocel nebo jednoduše nerezová ocel je jedním z nejoblíbenějších druhů kovů. Ocelové výrobky jsou extrémně trvanlivé a odolné proti opotřebení, což vedlo k jejich širokému použití v různých oblastech činnosti. Základem oceli je však železo, které je při používání vysoce náchylné ke korozi. K odstranění tohoto nedostatku se do oceli přidává chrom, čímž vzniká takzvaná nerezová ocel. Výsledkem je slitina, která není vůbec náchylná ke korozi, ale je velmi obtížně svařitelná.
Pro začínající svářeče, kteří se svařováním teprve začínají, se spojování nerezových dílů zdá nemožné. Potíže nastávají i pro zkušené řemeslníky. Svařování nerezové oceli poloautomatickým strojem je obtížné vzhledem k tomu, že samotná nerezová ocel se snadno přehřívá, což vede ke ztrátě antikorozních vlastností. Aby se materiál nepřehříval a neztrácel své antikorozní vlastnosti, je třeba snížit proud (asi o 15 %), následně zpracovávané díly dále chladit pomocí obyčejné vody.
V tomto článku vám řeknu, jak správně svařovat nerezovou ocel poloautomaticky v prostředí s oxidem uhličitým, stejně jako pomocí argonového nebo plněného drátu.
Poloautomatický proces svařování: příprava

Nerezovou ocel lze svařovat třemi způsoby:
- Krátký oblouk (používá se, pokud jsou části tenké);
- Jet transfer (používá se pro všechny typy obrobků);
- Impulzivní metoda (univerzální metoda používaná v profesionální oblasti).
Před zahájením práce je třeba připravit spotřební materiál: plyn (je lepší okamžitě zakoupit válec), plnicí drát (poměděný, pevný nebo práškový), reduktor (pomocí tohoto zařízení můžete regulovat tlak plynu). K ochraně obličeje a rukou budete potřebovat i ochranné pomůcky pro pána.
Než začnete svařovat, musíte provést následující přípravné kroky:
- brousit materiál, nejlepší možností je použít abrazivní materiál;
- pokud zpracováváte výrobek o tloušťce do 4 mm, musíte jej zkosit;
- odmastit povrch, který má být ošetřen acetonem nebo benzínem;
- zahřejte okraje dílu na 100 stupňů, abyste odstranili přebytečnou vlhkost;
- zahřejte kov na 200 stupňů. aby se odstranilo vnitřní napětí.
Základní pravidla: jak vařit z nerezové oceli

Po přípravě všech potřebných materiálů a obrobku přistoupíme k procesu svařování podle některých pravidel:
- Tělo hořáku by mělo být umístěno tak, aby jeho roh byl na opačné straně, pak bude šev jasně viditelný;
- Trysku (zařízení, kterým prochází drát a plyn) je potřeba držet trochu dál od povrchu, 12 mm je docela dostačující vzdálenost;
- Drát by měl být přiváděn postupně, po malých částech, protože když hoří elektrický oblouk, roztaví se.
Při zpracování může dojít k přehřátí výrobku a ztrátě estetických vlastností. Abyste předešli deformaci, musíte součást zahřát pomocí běžného hořáku.
Poloautomatické svařování nerezové oceli plynem
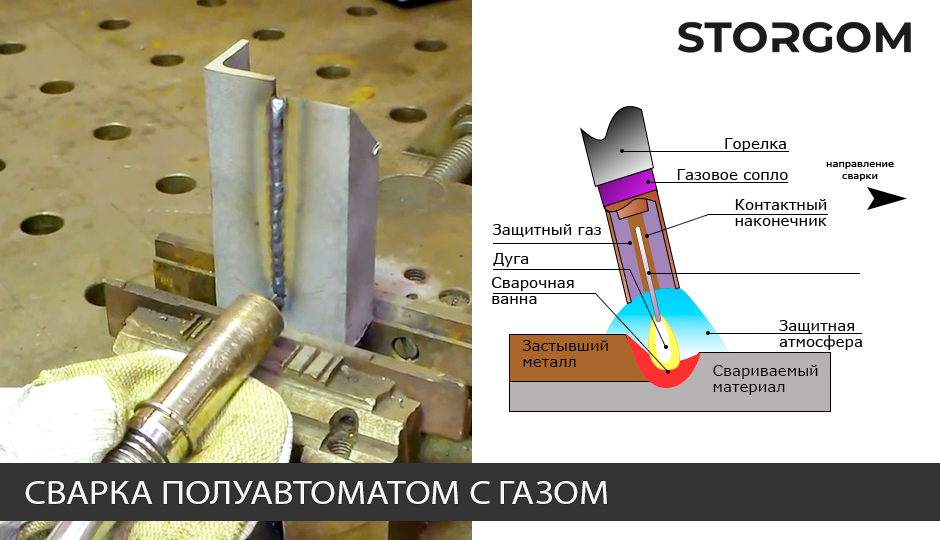
Pokud se svařování provádí v prostředí ochranného plynu, nejčastěji se používá oxid uhličitý a směs argonu a oxidu uhličitého. Svařování probíhá podle následujících pravidel:
- Před zahájením práce musíte upravit proud, musí mít obrácenou polaritu.
- Při svařování dílu je potřeba hořák správně držet, musí zajistit dostatečnou hloubku a šířku švu.
- Pokud jde o přesah drátu, měl by být 12 mm.
- Další fází je úprava průtoku plynu, měl by být přibližně 6-12 m³ za hodinu.
- Pro odstranění přebytečné vlhkosti prochází ochranný plyn speciální sušičkou.
- Aby se zabránilo poškození povrchu rozstřikem při svařování, je mazán křídou, která se předtím rozpustila ve vodě.
- V prvních minutách práce je vhodné ustoupit pár milimetrů od okraje dílu, aby na povrchu nevznikly vodíkové trhliny.
Díly je třeba svařit podél švu, příčné svařování může vést k tomu, že roztavený kov opustí ochranné prostředí. Proto musíte svařovat podél švu.
Poloautomatické svařování nerezové oceli bez plynu
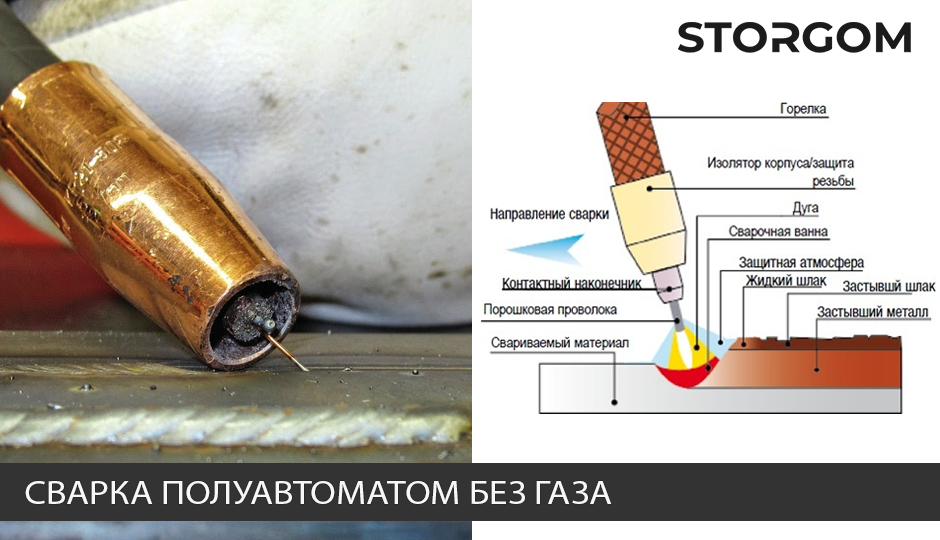
Pokud není použit ochranný plyn, provádí se svařování plněným drátem. Pro zajištění vysoce kvalitního a odolného svaru je lepší kombinovat plněný drát s inertním plynem. Nejlepší možností je plynný argon nebo směs argonu a oxidu uhličitého. Pokud jde o drát, je lepší zvolit drát vyrobený ze směsi nerezové oceli a niklu.
Argonové svařování má vysokou produktivitu, svarový šev je nejen pevný a odolný, ale také esteticky atraktivní.
Při výběru poloautomatu pro svařování nerezové oceli byste měli věnovat pozornost výkonu zařízení, síťovému napětí (jednofázové 220V nebo třífázové 380V) a provoznímu režimu. Důležitá je také značka, proto byste měli vybírat spolehlivé, prověřené výrobce. Nejoblíbenějšími a nejspolehlivějšími výrobci jsou ukrajinský Paton, stejně jako známé značky SSVA, Hugong.
Pokud budete mít po přečtení článku nějaké otázky, zanechte prosím komentář níže. Rád na ně odpovím!















