Myšlenka napsat tento příspěvek právem patří soudruhovi @bagzon. Požádal o uvedení hlavních typů ručního svařování a jejich rozsahu, a protože ho asi sto padesát lidí podpořilo a odebírali mě! (O_O) člověče, píšu, aniž bych to odkládal) Také chci napsat, že se nebudu nořit do hlubin teorie a popíšu metody, které jsou pro většinu lidí nejpřístupnější.
1: Ruční obloukové svařování.
Ruční obloukové svařování je bezesporu nejpoužívanějším typem svařování. Používá se ve všech typech průmyslu, stejně jako v každodenním životě. Určeno pro svařování široké škály ocelí, litiny a neželezných kovů. V soukromé zemědělské usedlosti má téměř každý druhý majitel svářečku, která se mimochodem skládá ze samotného stroje, držáku elektrody a držáku hmoty, který je připevněn ke svařovanému dílu. Svařování plotu nebo grilu je ideální svářečka!
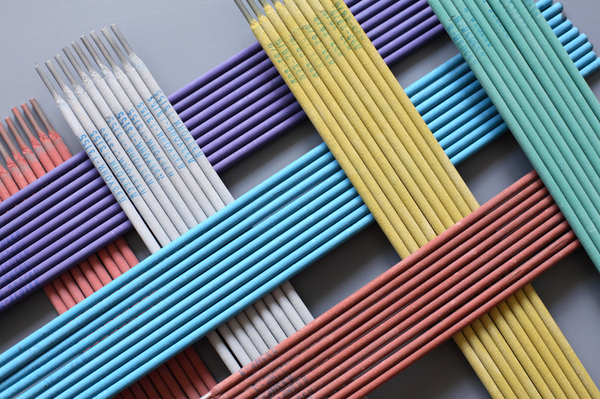
Svařování se provádí stavnou elektrodou sestávající z kovové tyče určené k vedení elektřiny. proudu a vytvoření svarového švu a povlak určený k ochraně svaru před vlivy prostředí, stabilní spalování oblouku, dezoxidace roztaveného kovu svarové lázně, legování kovu k vázání složek povlaku a tvorba strusky, která musí mít určité fyzikální, chemické. data. Existuje velké množství typů elektrod, z nichž každá je navržena pro své vlastní účely. Vygooglit typ elektrod vhodných pro vaše účely nebude sebemenší problém =)
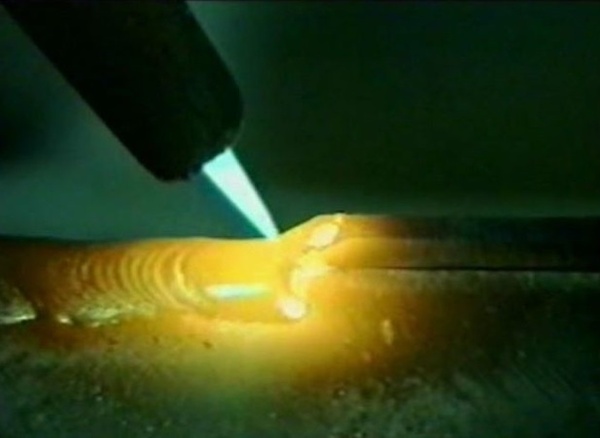
Svařování se provádí takto:
Mezi elektrodou a základním kovem se zapálí elektrický oblouk, který kov roztaví a vytvoří na něm kapalnou lázeň. Svářeč vloží konec elektrody do obloukového plamene, který se roztaví a promíchá v lázni s obecným kovem.

Takto vypadají švy vytvořené RDS:


V současné době se častěji používají lehčí (3-6 kg) svařovací invertory, které vyrábí různé společnosti v široké škále. Svařovací transformátory mají větší hmotnost a větší spolehlivost.
Svářecí invertor, který zvládne většinu domácích úkolů, si můžete koupit za 150-200 $.

Výhody a nevýhody tohoto typu svařování:
+ celkem snadné naučit se základy RDS
+možnost svařování v libovolných prostorových polohách;
+možnost svařování v místech s omezeným přístupem;
+ relativně rychlý přechod z jednoho svařovaného materiálu na druhý;
+ schopnost svařovat širokou škálu ocelí díky širokému výběru jakostí elektrod;
+ jednoduchost, nízká cena a přepravitelnost svařovacího zařízení.
– svařování tenkého (méně než 1,5-2 mm) kovu a svařování neželezných kovů nezkušenými svářeči je problematické;
-nízká účinnost a produktivita ve srovnání s jinými technologiemi svařování;
– kvalita spojů do značné míry závisí na kvalifikaci svářeče;
– škodlivé podmínky procesu svařování.
Poloautomatické svařování je druh obloukového svařování, při kterém dochází ke svařování elektrodovým drátem automaticky přiváděným do svařovací zóny se současným přívodem ochranného plynu do stejné zóny. Účelem plynu je chránit roztavené a zahřáté kovy před škodlivými vlivy prostředí. Nejčastěji se používá oxid uhličitý nebo argon. Tento typ svařování je také velmi běžný, protože umožňuje svařovat železné i neželezné kovy.
Navíc je možné svařovat jak tenké (0,5 mm) plechy, tak kritické kovové konstrukce z kovu tloušťky 30 mm ve všech prostorových polohách. Skvělé pro téměř všechny potřeby svařování! Od oprav automobilů až po svařování konstrukcí z kovových profilů jakékoliv tloušťky.




Dobrý stroj na poloautomatické svařování se dá koupit za cca 250-300 $, což si myslím, že není špatné.

+dobré pracovní podmínky pro svářeče;
+ malá tepelně ovlivněná zóna a relativně malé deformace výrobku v důsledku vysokého stupně koncentrace oblouku;
+možnost svařování ve všech prostorových polohách;
+možnost svařování tenkého kovu;
+možnost pracovat jako svářeč s nižší kvalifikací;
+ vysoce kvalitní svar;
+ vysoká efektivita práce.
– nízká pohyblivost díky plynové láhvi (kterou však lze vyřešit použitím drátu obsahujícího tavidlo).
Plynové svařování je tavné svařování směsí kyslíku a hořlavého plynu (propan, butan, acetylén, MAF atd.) Svařovaný kov se nataví hořákem a do vzniklé lázně se přidá svařovací přísada.
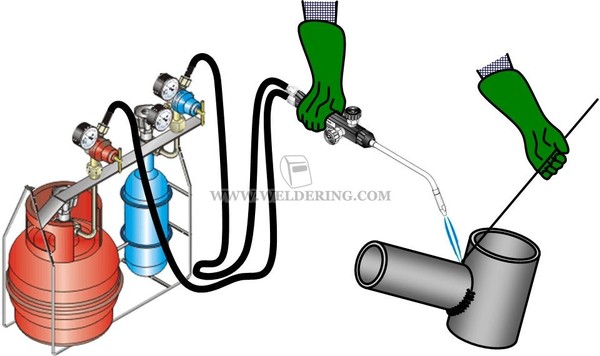

Plynové svařování se vyznačuje hladkým a pomalým ohřevem kovu, což určuje hlavní oblasti jeho použití pro svařování:
-ocel o tloušťce 0,2–5 mm (s nárůstem tloušťky kovu v důsledku pomalého ohřevu klesá produktivita)
-nástrojové oceli vyžadující postupný jemný ohřev a pomalé chlazení
-litina a některé speciální oceli, které vyžadují ohřev při svařování
Používá se také při opravách, tvrdém pájení a některých typech povrchových prací. Vynikající pro svařování trubek ve stísněných prostorech a tenkých částech.
+Jednoduchost procesu svařování;
+Schopnost vařit ve všech prostorových polohách;
+ Svařování tenkého kovu;
+Svařování a pájení neželezných kovů;
-Velmi nízký výkon;
-Vysoké zahřívání svařovaného dílu;
-Poměrně nízká mobilita.
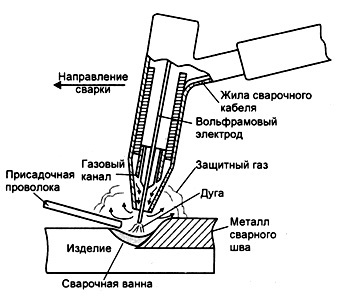
TIG – Tungsten Inert Gas – ruční obloukové svařování netavitelnou elektrodou v inertním ochranném plynu. Elektroda je nejčastěji vyrobena z wolframu s různými přísadami v závislosti na svařovaném kovu. TIG AC/DC svařování snadno spojuje uhlíkové, konstrukční, nerezové oceli, hliníkové díly a jejich slitiny s titanem, niklem, mědí, mosazí, křemíkovým bronzem, slitinami nerezové oceli a dalšími širokou škálou kovů. TIG má nejširší spektrum možností ze všech typů svařování.
Wolframová elektroda je upevněna v proudovodném zařízení speciálního hořáku, ke kterému je hadičkami přiváděn vodič s proudem a ochranný inertní plyn. Proud argonu proudící z trysky hořáku vytlačuje vzduch a spolehlivě chrání elektrodu, oblouk, svarovou lázeň a tepelně ovlivněnou zónu před oxidací a nitridací. Proces se tedy provádí s proudovou ochranou svařovací zóny před kontaktem se vzduchem. Jestliže je potřeba dalšího (výplňového) kovu k vyplnění švu (k získání svarové housenky), pak se do oblouku přivádí přídavný drát, obvykle stejného nebo podobného složení jako svařovaný kov. Přídavný drát se obvykle podává ručně, stejně jako při svařování plynem.

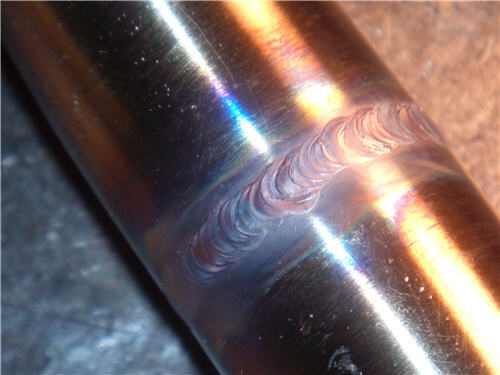
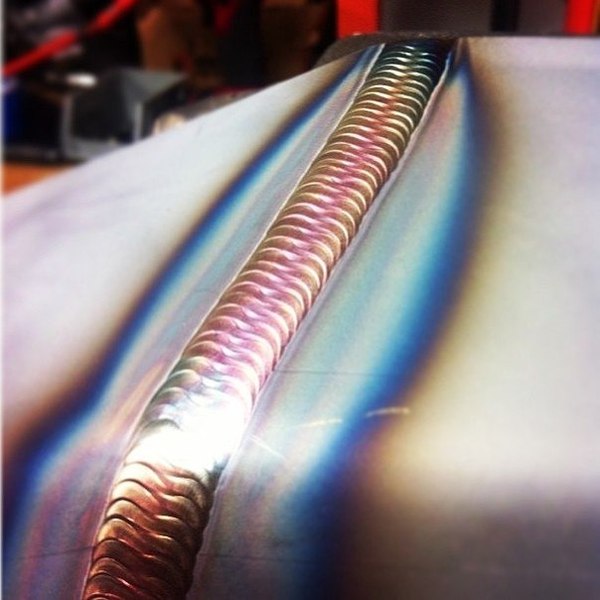
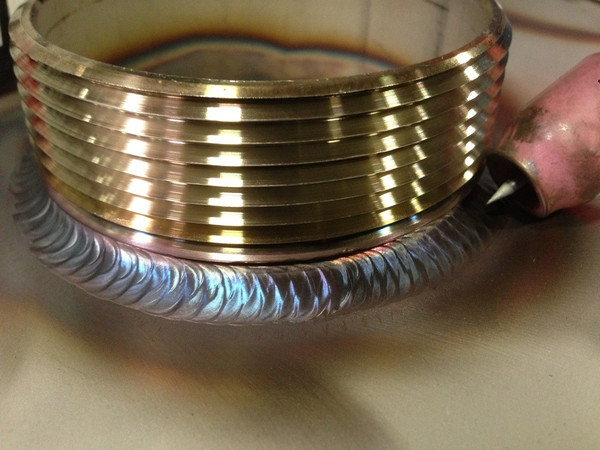
V našich reáliích se tento typ svařování používá především pro svařování hliníku a jeho slitin a také pro svařování nerezové oceli. Švy jsou prostě neuvěřitelně krásné!





Ceny za více či méně slušná zařízení začínají na 400-500 $, ale cena práce rychle převáží nákup =)

+Provádění velmi jemných svařovacích prací;
+Žádné rozstřiky roztaveného kovu;
+ Dobré pracovní podmínky;
+Nejlepší svařování hliníku a nerezové oceli;
+Svařování velmi tenkých dílů.
– Požadavky na svářečskou praxi;
– Docela drahé vybavení;
– Je nutná pečlivá příprava povrchů, které mají být svařovány.
PySy: Samozřejmě mi díky mé roztržitosti unikla spousta důležitých informací, tak mě opravte v komentářích! Budu rád za každou kritiku!
Dobré pro všechny!
A Ligě svářečů na Pikabu přeji čistý kov, vysoké platy a spoustu a spoustu práce! =)
Mosty, lodě, letadla – vše, na co je lidstvo tak hrdé, bylo původně postaveno kováním nebo nýtováním. Na konci 19. století byly provedeny první pokusy se svařováním kovů. Již na počátku 20. století se objevily významné pokroky ve svařování v oblasti vytváření kritických struktur.
První most vytvořený svařováním byl vyroben v SSSR ve městě Kyjev. Spojovala levý a pravý břeh Dněpru. Pohroma přinesla kupodivu silný impuls pro rozvoj svařovacích technologií. Během Velké vlastenecké války se v továrnách evakuovaných za Ural začaly tanky montovat svařováním. Doba si žádala technologii pro rychlou a kvalitní montáž a ta vznikla v co nejkratším čase.
Po skončení války nutnost rychlé obnovy země prosadila zavádění svařovacích technologií do různých odvětví národního hospodářství. Astronautika nezůstala stranou této progresivní technologie. Vzhledem k tomu, že Sovětský svaz byl průkopníkem v průzkumu vesmíru, bylo v roce 6 poprvé na světě provedeno svařování na oběžné dráze na sovětské kosmické lodi Sojuz-1969.
Právě v této době se svařování kovů pevně usadilo ve všech odvětvích národního hospodářství. Nýtování a kování zůstalo pouze ve výzbroji řemeslníků.
Další vývoj svařovacích technologií v moderním světě směřoval ke zdokonalování samotného procesu, zvyšování schopností svařovacích strojů a rozšiřování oblastí použití této progresivní technologie.

Principy klasifikace svařování
Počet metod a typů svařování různých materiálů s jistotou přesáhl jeden a půl stovky. Aby se kovy svařovaly efektivně, je nutné zvolit správný způsob svařování. K tomu pomůže klasifikace typů svařování. Existuje mnoho „domácích“ klasifikací, které v této věci vytvářejí chaos a přispívají k nákupu vybavení, které nesplňuje zadané úkoly. Za jediný správný přístup by měla být považována praxe klasifikace podle principu fyzického dopadu, stupně technické podpory a použití různých technologií.
Známky fyzického dopadu
Pro určení třídy svařování je nutné zvážit formu aplikované energie.
Existují tři třídy svařování:
Tepelná třída kombinuje procesy, ke kterým dochází při použití různých druhů tepelné energie. V této třídě je vykonáno největší množství práce obloukové a plynové svařování. Tyto dva typy jsou vyžadovány v jakémkoli odvětví souvisejícím s tvorbou kovových konstrukcí nebo jejich opravami.
Termomechanická třída zahrnuje dva typy vlivu: teplo a tlak. Pozoruhodným příkladem je kontaktní svařování, kdy elektrody současně ohřívají a stlačují díly. Ostatní zástupci této třídy jsou mnohem méně běžné: obloukové lisování, difúze a kování.
Složení mechanické třídy není velké, ale docela zajímavé. Na jednu stranu se jedná o cenově výhodné druhy svařování, na druhou stranu však vyžadují tak specifické podmínky, že mají velmi malý rozsah použití. Ekonomický přínos je způsoben chybějícím vytápěním. Tato třída zahrnuje svařování tlakem za studena (hyperbarický), třecí svařování, ultrazvukové svařování и výbuchové svařování.
Technické vlastnosti
Pro tuto klasifikaci se používají následující zásady:
princip ochrany proti oxidaci;
Kvalita švu závisí na stupni ochrany proti oxidaci. Nejběžnější technologie jsou svařování v prostředí ochranného plynu. Často se vyskytuje ochrana tavidlem, pěnou a různými kombinovanými metodami.
Klasifikace typů svařování podle kontinuity procesu nevyžaduje zvláštní vysvětlení a má pouze dva typy: nepřetržité nebo přerušované procesy. Pokud jde o stupeň mechanizace, také nedělali velký rozdíl a rozhodli se pro následující možnost klasifikace:
Klasifikace podle technologických zásad
Podle technologických principů se druhy svařování klasifikují podle toho, jaké technologie jsou základem procesu svařování. Jedná se o velmi rozvětvenou a ne bez rozporů klasifikaci, která se neustále zdokonaluje a aktualizuje. Například technologie obloukového svařování je klasifikována jako samostatný typ, ale zde je rozdělena na mig/mag mma, tig, které se zase dělí podle typu svařovacího proudu, průměru a typu elektrody a mnoha dalších charakteristik.
Druhy svařování
Ruční obloukové svařování (MMA)
To je základ všech základů. Právě tímto typem svařování začalo vítězné tažení svařovacích technologií v různých průmyslových odvětvích. V té době stačilo mít svařovací transformátor a balíček elektrod, aby se svařovalo všude: od stavby lodí, potrubí až po brány v zemi. V dnešní době se svařovací zdroje staly řádově lehčími, mnohem ekonomičtějšími a výkonnějšími. Mnoho svařovacích technologií bylo vyvinuto v závislosti na prostorové poloze švu, chemickém složení a tloušťce kovu.
Hlavní výhodou tohoto typu svařování je jednoduchost a dostupnost zařízení, možnost přesunu na jakýkoli bod v oblasti (pokud existuje elektrická síť nebo mobilní generátor). Mezi nedostatky lze zaznamenat malý seznam svařovaných materiálů. Jedná se především o železné kovy. Jako každý typ ruční práce vyžaduje značnou svářečskou kvalifikaci. To platí zejména pro svařování stropních a svislých švů, svařování silných plechů kovu.
Netavitelná elektroda argonové obloukové svařování (TIG)
Tento typ svařování nepokrývá více než 1 % z celkového množství svařovacích prací. Ale u barevných kovů se bez něj neobejdete. Tato metoda umožňuje vařit téměř cokoliv. Navíc je šev té nejvyšší kvality i při svařování tenkých plechů. Rozsah použití této metody se tedy rozšiřuje na stavbu lodí, konstrukci letadel a vytváření kosmických lodí. Nejrozšířenější využití tohoto typu svařování můžeme vidět v automobilovém průmyslu a opravách karoserií.
Svařování se provádí wolframovou nebo grafitovou elektrodou v prostředí vytvořeném přiváděním ochranného plynu do oblasti svarové lázně. Používají se směsi aktivních a inertních plynů v závislosti na materiálu svařovaných dílů. Za hlavní nevýhody této metody jsou považovány značné náklady na práci, která se skládá z drahého zařízení, spotřeby plynu a použití vysoce kvalifikovaných svářečů.
Poloautomatické svařování (MIG/MAG)
Tento typ spojování dílů je velmi podobný předchozímu, ale jako elektroda je použit speciální drát, který je přiváděn do svařovací zóny automaticky. K tomuto účelu mají stroje MIG/MAG podávací mechanismus. Ochrana svarové lázně před působením atmosférického kyslíku může být provedena buď přívodem ochranného plynu, nebo použitím plněného drátu nebo tavidla. Hlavní oblastí použití poloautomatů je svařování neželezných kovů a legovaných ocelí.
Nejčastěji používaným ochranným plynem je oxid uhličitý. Práce s poloautomatickým strojem nevyžaduje vysoce kvalifikované svářeče. Další výhodou tohoto typu je jeho vysoká produktivita. Proto je rozšířené použití této metody v hromadné výrobě, kde se svařují dlouhé švy na plechu.
Svařování plynem
Tento typ svařování má více nevýhod než výhod, ale zůstává relevantní již více než 100 let. Okamžitě bych si rád všiml výhod, které mu umožňují zůstat nad vodou:
široká škála materiálů ke svařování;
svařování a řezání „v jedné láhvi“.
O nevýhodách, které brání jeho použití ve výrobě, rozhoduje především nevyhnutelně široká topná zóna. Z tohoto důvodu probíhají procesy pomalu s vysokou spotřebou plynu, což ovlivňuje náklady na práci. Další nevýhodou je nemožnost automatizace takových procesů a v důsledku toho potřeba vysoce kvalifikovaného svářeče.
Bodové (odporové) svařování
V širším smyslu se toto svařování nazývá kontaktní svařování, ale jedna z jeho odrůd se rozšířila – bodové svařování, proto se v každodenním životě tento typ spojování částí nazývá bodové svařování. Nejčastěji se tímto způsobem svařuje ocelový plech. Plechy se kladou překrývající se, silně stlačené elektrodami, kterými prochází elektrický proud o tisících ampérech.
Tento typ nevyžaduje zvláštní pracovní kvalifikaci, ale není možný bez drahého vybavení a je omezen tloušťkou a tvarem spojovaných dílů. Ale bodové svařování je dobře automatizované a má vysokou produktivitu. Nejrozšířenější je v hromadné výrobě a dopravníkových linkách. Nejvýraznějším a nejvýznamnějším příkladem jsou svařovací roboty v automobilovém průmyslu.
Mechanické svařování
Častěji se tomu říká výbuchové svařování. S jeho pomocí je jeden kov potažen druhým. Provádí se díky teplu, které vzniká při tření jednoho kovu o druhý.
Elektrostruskové svařování
Velmi vzácný druh, používaný k výrobě kovaných a svařovaných výrobků. Svařovací proud prochází struskou pomocí drátu, tyčí atd. jako elektrod. Výsledkem průchodu proudu je natavení okrajů a výplňových materiálů, které po ochlazení tvoří šev.
Plazmové svařování
Jeden z tepelných typů svařování a řezání kovů. Velmi produktivní typ, který lze plně automatizovat. Charakteristiky plazmového hořáku umožňují vytvořit silný koncentrovaný proud plazmy, který se používá ke svařování (obvykle řezání) kovu.
Svařování elektronovým paprskem
Při tomto typu svařování vzniká teplo elektronovým paprskem. Je jasné, že práce musí být prováděna ve vakuové komoře nebo na výstupu z ní. Druh je velmi vzácný, vyžaduje speciální drahé vybavení a používá se ve vzácných případech.
laserové svařování
Na rozdíl od předchozího typu našlo laserové svařování široké uplatnění v různých průmyslových odvětvích. Byly vytvořeny různé typy laserů (pevné, plynové, kapalinové, polovodičové), dostupné širokému spektru populace. Kromě průmyslových instalací existuje velké množství podomácku vyrobených CNC strojů založených na laserovém a mikrokontrolérovém řízení.
Difúzní svařování
Jeden z typů termomechanického svařování. Díly se ohřívají a stlačují současně. Pro vysoce kvalitní procesy je zapotřebí vakuum. V důsledku toho je potřeba vytvářet nákladné instalace, proto se používá pouze ve velmi kritických jednotkách kosmického, leteckého a elektronického průmyslu.
Svařování vysokofrekvenčními proudy
Specifický typ vytváření trvalých spojů, který se tradičně zřizuje na automatizovaných linkách pro výrobu potrubí. Velmi výkonná a vysoce automatizovaná metoda. Na místo, kde se trubky svařují, se přivede speciální vysokofrekvenční induktor a po pár sekundách se spojí trubky ohřáté vysokofrekvenčními proudy. Žádný oheň, žádné saze.
Třecí svařování
Technologie třecího svařování je na seznamu slibných pokroků. Při tomto způsobu je jeden ze spojovaných obrobků nehybně fixován, zatímco druhý obrobek, přitlačený k prvnímu, se začne otáčet. Podrobná klasifikace třecího svařování zahrnuje následující možnosti:
1. Za míchání: tento typ svařování se provádí na speciálním zařízení vybaveném rotačním nástrojem sestávajícím ze dvou prvků – základny (rameno) a hrotu (čepu). Spojení vzniká vytlačováním a následným smícháním kovových polotovarů.
2. Radiální svařování: Při této metodě se trubky spojují vložením otočného kroužku mezi jejich konce.
3. Stick Welding: Používá se k opravě malých poškození průchozích otvorů. Nejprve se v místě defektu vyvrtá kulatý otvor, do něj se pak vloží otočný čep ze stejného kovu jako hlavní obrobek.
4. Lineární svařování: V tomto případě se svařování provádí bez rotace. Obrobky se o sebe třou, dokud se dosedací plochy nezačnou tavit, načež se stlačovací síla zvýší.
5. Inerciální svařování: u tohoto typu svařování se obrobky pohybují díky energii akumulované v předtočeném setrvačníku.
Svařování výbuchem
Výbušné svařování je svařovací technika, která využívá výbušniny ke spojení kovových desek dohromady. Tato technologie se používá v různých průmyslových odvětvích, včetně letectví, automobilového průmyslu a stavby lodí, k vytváření kompozitních materiálů s jedinečnými vlastnostmi.
Zvláštností této metody je, že umožňuje spojovat materiály, aniž by došlo k jejich roztavení a aniž by to vedlo k výrazným změnám původních vlastností. Díky tomu je svařování výbuchem ideální volbou pro spojování kovů, které se obvykle obtížně svařují. Takové kovy mohou mít různé teploty tání, chemické vlastnosti nebo mikrostruktury.
Proces výbušného svařování zahrnuje umístění vrstvy výbušného materiálu mezi dvě kovové desky, které se následně zapálí. Výbuch vytvoří vysokorychlostní rázovou vlnu, která způsobí, že se desky srazí a slepí k sobě. Tato metoda umožňuje spojovat rozdílné kovy, které by bylo obtížné nebo dokonce nemožné dosáhnout tradičními metodami svařování.
Kovářské svařování
Tento způsob spojování železných polotovarů se provádí jejich zahřátím v kovárně, poté jsou naskládány na sebe a upevněny údery kladiva. Pro dosažení kvalitního spojení pomocí této metody je nutné zajistit, aby povrchy byly čisté, bez jakýchkoliv nečistot a oxidů. Kvalita takového spojení do značné míry závisí na zkušenostech a zručnosti kováře.
Je třeba poznamenat, že možnost použití této metody svařování je omezena pouze na kovy s dobrou tažností. Kvůli nízké produktivitě a nedostatečné spolehlivosti spojení se však metoda kovářského svařování používá poměrně zřídka.
Správná volba je základem úspěchu
Na oficiálních stránkách společnosti si můžete prohlédnout produkty a zakoupit svařovací zařízení. Zde můžete zanechat požadavek na nákup zařízení pro svařování plynem. V samostatných částech webu jsou prezentovány ruční obloukové svařovací stroje a argonové obloukové svařovací stroje. O poloautomatické svařovací stroje MIG/MAG budou mít zájem majitelé malých a středních podniků zabývajících se výrobou kovových výrobků.
















