Čím častěji se vrták používá, tím rychleji se otupí. Mnoho řemeslníků, jakmile se nástroj otupí, ho vyhodí. A ti praktičtí zpracují výrobek do konkrétního úhlu ostření kovového vrtáku a dále jej bez omezení používají.
Vrták do kovu je určen k vytváření slepých i průchozích otvorů a perforací v dílech. Zpravidla má tvar spirály a skládá se z několika prvků: řezná rovina, stopka, pracovní část a patka. Řezný nástroj je vyroben ze silných jakostí rychlořezné oceli (P18, P6M5).
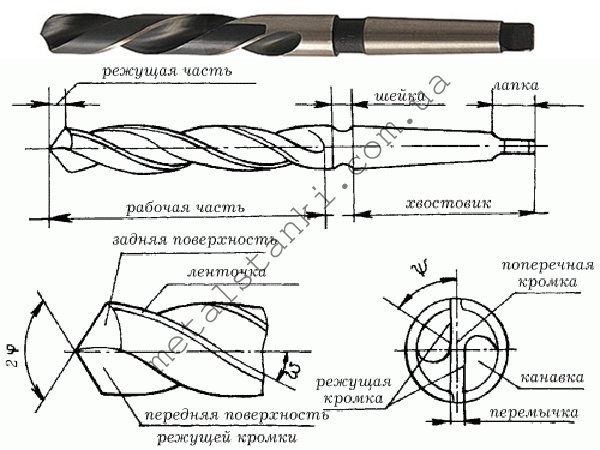
foto: provedení kovové vrtačky
Nejdůležitějšími prvky spirálového vrtáku jsou stopka a pracovní plocha. Válcové i kuželové stopky zajišťují spolehlivé upevnění ke sklíčidlu. A podél okraje pracovní části jsou vytvořeny spirálové drážky, které zajišťují výstup třísek.
Přední strana drážek se zvedne a mírně se posouvá zpět, přičemž tvoří úhel, jehož velikost se mění ve směru od osy k bočním částem.
Při výrobě spirálového vrtáku se část materiálu odstraní z vnější pracovní části a vytvoří se jedinečné pásky. Spolu se zvětšeným průměrem a zvětšeným úhlem na špičce vrtáku pomáhají snižovat tření mezi nástrojem a stěnami budoucího otvoru.
Obsah
- Druhy ostřicích vrtáků do kovu
- Doporučené ostřící úhly pro vrtáky do kovu
- Proces ostření a kontroly úhlu vrtáku do kovu
- Proč potřebujete udržovat vrtáky ostré?
- Známky toho, že hrot již není ostrý
- Hlavní části vrtačky a jejich účel
- Jaké druhy ostření existují?
Druhy ostřicích vrtáků do kovu
Ostření vrtáků se provádí s cílem resuscitovat nástroje po intenzivním používání. Existuje několik forem ostření. Volba ve prospěch konkrétní možnosti závisí na průměru spirálového vrtáku, zpracovávaném materiálu a dalších faktorech.
Normální tvar ostření pod úhlem 118-120 stupňů je považován za univerzální. Umožňuje zvolit úhel vrtání, který je optimální pro jakýkoli materiál. Jediným negativem je omezení průměru vrtáku na 12 milimetrů. Níže uvedené možnosti platí pro nástroje s průměrem do 80 mm.
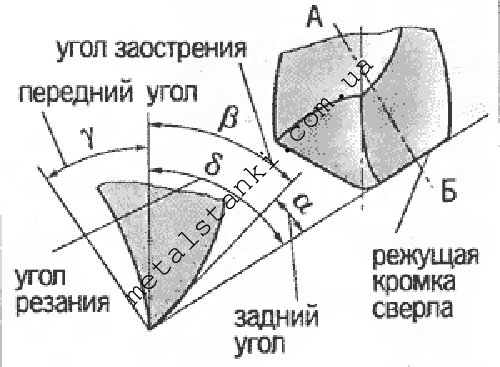
foto: úhly ostření kovových vrtáků
Například forma NP zpracování zahrnuje ostření příčné hrany. Zkrácení délky pomáhá snížit sílu a ve výsledku zabraňuje zbytečnému poškození soustruženého dílu. Rozsah použití: příprava vrtáku pro vytváření otvorů v oceli.
Variantou této metody je NLP. Kromě popsaného ostření hran se podobná akce provádí se stuhami. V důsledku toho se vytvoří další úhel hřbetu vrtáku, který značně usnadňuje proces řezání a snižuje tření funkční části při průchodu zpracovávaným materiálem.
V některých případech se používá i dvojité ostření. Metody DP, DLP a analogové jsou navrženy tak, aby zlepšily vlastnosti periferních součástí vrtačky. Změna úhlového bodu mezi břity na 75 stupňů snižuje odvod tepla z vrtáku a zvyšuje jeho odolnost.
Doporučené ostřící úhly pro vrtáky do kovu
Níže je uvedena tabulka úhlů ostření kovových vrtáků pro různé typy materiálů.
Nesprávně zvolený úhel ostření vrtáku vede k rychlému zahřívání, špatnému vrtání a možnému následnému zlomení vrtáku.
Proces ostření a kontroly úhlu vrtáku do kovu
Postup se provádí na brusném kotouči. První fází je ostření zadní plochy spirály. K tomu je nástroj pevně přitlačen k povrchu kruhu. Dbejte na stabilitu – úhel ostření vrtáku na kov by měl být stejný. Ve výsledku, když se na perk podíváte ze strany, měli byste získat správný kužel.
Dále se zpracovává řezná plocha. Zde byste měli věnovat pozornost nejen stálosti úhlu, ale také velikosti propojky. U velkých gimletů by jeho velikost neměla přesáhnout jeden a půl milimetru.
Správné naostření vrtáku se kontroluje pomocí šablony, kterou vyrábí ručně řemeslník nebo je zakoupena z výroby. Vrtací test je založen na trojúhelníku Reuleaux, který se používá k vytvoření řezných nástrojů pro vytváření čtvercových otvorů.

foto: šablona pro kontrolu úhlu ostření vrtáku
Skládá se ze tří částí. První strana slouží k ovládání příčné hrany, druhá je etalon úhlu šroubovice, třetí měří délku řezné části a kontroluje vrcholový úhel. Vysoce kvalitní práce nezpůsobuje odchylky – všechny parametry odpovídají liniím šablony tak, jak sedí.
Ostrost vrtáku hraje zásadní roli při vrtání kovu. Na tom závisí kvalita vytvořeného otvoru a rychlost dokončení vrtacího úkolu. Ostré doostření ale není konstantní hodnota. Při použití při obrábění kovů je řezná část vrtáku neustále ve tření s kovem, takže vrták se tupí a opotřebovává. Tupý vrták znamená zbytečné zahřívání vrtáku a dílů a nemožnost provést práci přesně a přesně. Řezací schopnost každého nástavce může být obnovena správným naostřením.
V tomto článku vám řeknu, jak správně naostřit vrták a jaký úhel ostření vrtáku do kovu zvolit, abyste dosáhli efektivního výsledku.
Proč potřebujete udržovat vrtáky ostré?

Již výše jsem zmínil, že tupá vrtačka se zahřívá mnohem více než ostrá. Neustálé vystavení vysoké teplotě je negativním faktorem, kterému je vrták vystaven. V důsledku přehřátí ztrácí tryska svou plasticitu a může se rozpadat přímo během procesu vrtání. Vrták, který během provozu praskne, je nebezpečný a traumatický. Létají z něj ostré kovové úlomky a ještě k tomu horké, navíc díl „zšroubujete“ a navíc zažijete spoustu nepříjemných chvil.
To znamená, že při práci s tupým vrtákem se dostáváme do „sedimentu“:
- Porušení bezpečnostních předpisů;
- Možnost zranění;
- Poškození obrobků;
- Zaseknutí vrtacího zařízení – zlomená fréza se velmi obtížně odstraňuje z dílu, stejně jako odšroubování z vřetena.
Pokud vrták stále drží a nezlomí se, pak je jeho tupá špička plná:
- Nízká rychlost práce a v důsledku toho snížená produktivita.
- Deformace vrtaného dílu vlivem vysoké teploty.
- „Volnoběh“ znamená, že se vrták otáčí, ale otvor se neotáčí, protože fréza je tupá.
- Neplánované „tvrdnutí“ zpracovávaného kovu – při silném zahřátí může změnit svou strukturu a nelze jej v budoucnu použít. Takové části se nazývají „vypálené“.
Známky toho, že hrot již není ostrý

To vše dělá velké problémy v dílně mechanika, soustružníka nebo ve výrobě. Abyste se ochránili před takovými jevy, musíte před prací pečlivě zkontrolovat vrtačku. Nejjednodušší typ kontroly, který nevyžaduje žádné další vybavení, je vizuální. Stačí se na vrtačku podívat zvenčí a poté ji na krátkou dobu vyzkoušet na cvičném obrobku. Všechny tyto úkony vám pomohou pochopit, zda je nástavec vhodný pro jiné použití, zda vydrží zátěž nebo zda je lepší jej vyměnit za nový nebo – což je mnohem levnější a jednodušší – nabrousit vrták.
Následující faktory naznačují, že vrták je již na konci své ostrosti:
- Lesklé hrany – hrot je zřetelně lesklejší než celý vrták.
- Když se dotknete hrotu prstem, cítíte, že řezné hrany nejsou tak ostré jako dříve. Zdá se, že jsou mírně zaoblené.
- Také „okem“ nebo dotykem vrtáku prsty můžete vidět jeho různé vady – oděrky, deformace, třísky. Pokud je špatně vidět, můžete jej prozkoumat pomocí lupy.
- Barva čipů se mění – ztmavnou a zmodrají. Křeč samotná také zčerná – jako by touto změnou barvy signalizovala, že jeho řezák otupil. Ke změně barvy dochází vlivem vysoké teploty.
- Během provozu je cítit zvýšené zahřívání. Toto kritérium je pro nezkušeného mistra obtížné určit, protože každý vrták se při vrtání zahřívá – to je jeho vlastnost. Ale profesionál už cítí, že teplota je značně zvýšená.
- Je potřeba silnější přítlak (myslím ruční vrtačky, šroubováky, příklepové vrtačky). To je také kritérium, které ne každý dokáže včas vycítit. Ale dlouhodobá práce se stejným nástrojem rozvíjí dovednost „snímání“ vašeho zařízení. Pokud vrták vyžaduje větší tlak během procesu vrtání, pak se vrták otupí.
- Mimořádný zvuk připomínající vrzání. Pokud fréza „skřípe“, její řezné hrany jsou již obroušeny na kritické minimum – dokonce je nemožné je naostřit. Potřebujete novou trysku.
Při zkoumání hrotu vrtáku věnujeme největší pozornost jeho středu a zevním řezákům (hranatým). Tyto prvky vždy dostávají nejintenzivnější tření, a proto se nejprve otupí. Poradím, na co si dát konkrétně pozor. Jasně ukazují deformaci, ke které dochází vlivem zahřívání. Břity jsou silněji zatěžovány, pokud má otvor zvětšený průměr. A střed hrotu se otupí kvůli tomu, že musí jakoby „propíchnout“ kov na samém začátku práce. Aby se středový hrot méně opotřebovával, doporučuje se při vrtání vždy otvor vyvrtat – udělat značku, mělkou prohlubeň, rýhu.
Dalším způsobem, jak „prodloužit životnost“ ostré hrany, je její chlazení a mazání. Pokud mluvíme o hlubokých vrtech, pak je takový proces povinný. Chladicí kapalinou je strojní olej (ideálně) nebo mýdlová voda.
Hlavní části vrtačky a jejich účel
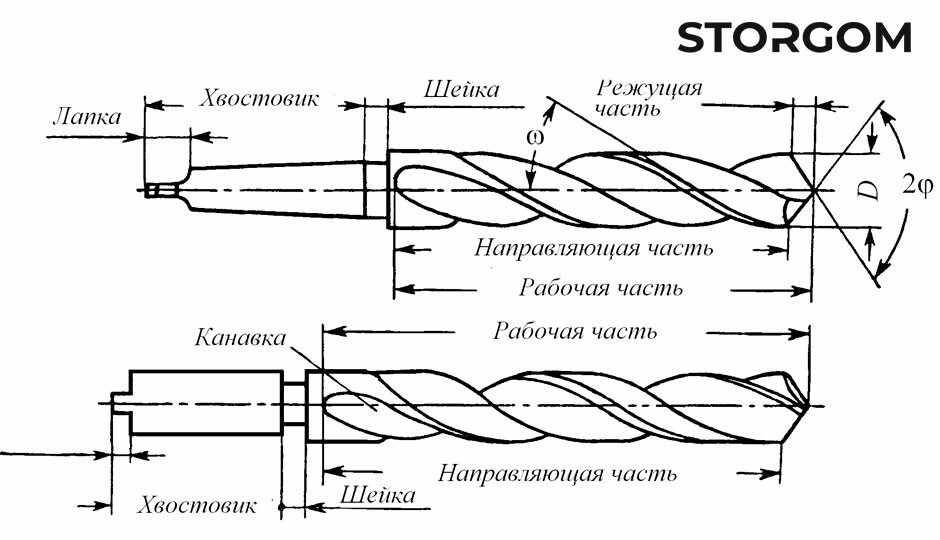
Každý vrták má své vlastní konstrukční vlastnosti, ale jeho hlavní prvky jsou:
- Dělník, který je reprezentován spirálovým válcem. Pracovní část má spirálové drážky a frézy, které urychlují proces vrtání.
- Kalibrace – slouží k odstranění kovových pilin z prostoru vrtání. Pro kalibraci je k dispozici drážková páska, která probíhá podél osy vrtáku.
- Spojovací. Tento prvek se nazývá „krk“, zpravidla má na sobě značky a usnadňuje vytažení vrtáku.
- Oprava. Toto je „stopka“, tedy spodní část vrtáku. Jeho tvar je válcový nebo kuželový. Je uzpůsoben tak, aby bylo možné trysku pevně upevnit v kartuši.
Aby se stal ostrý, nejsou důležité takové části vrtáku, jako je kalibrace, „stopka“ a „krk“. Koneckonců, tupost vrtáku se vyskytuje právě v jeho pracovní části. Jeho řezná část, vybavená zuby, zažívá největší zatížení a drážky pro šrouby přebírají také úkol odvádět třísky z otvoru. Přední část drážky šroubu je vytvořena pod geometricky upraveným úhlem, jehož sklon se mění ve směru od axiálního zdvihu k obvodu. Na bočních stěnách jsou úzké páskové výstupky. Jsou schopny výrazně snížit tření, což v důsledku přispívá k menšímu opotřebení vrtáku.
Jaké druhy ostření existují?
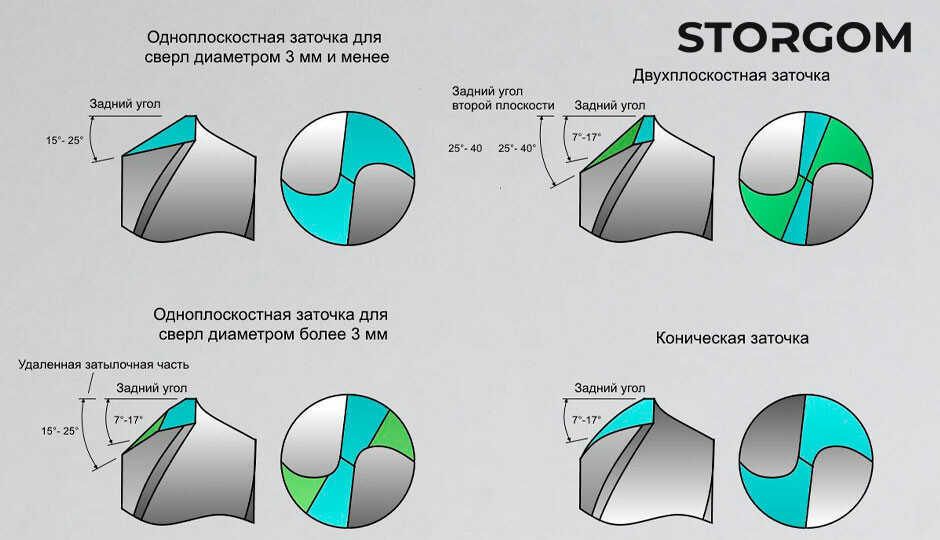
Ostření vrtáku není jen o tom, aby byl ostrý. Vrták nemůžete žádným způsobem brousit. Je nutné ostřit tak, aby řezný díl dostal původní tvar, aby se dostal na parametry, které poskytuje tovární výroba. A takových forem je několik.
Existují pouze dva hlavní typy ostření: dvojité ostření a jednoduché (normální). Každý z nich má také poddruh. Jsou odlišně označeny, abyste mohli rozlišit, jaký typ ostření má daná fréza.
Značení písmenem N – jednoduché ostření. Nejoblíbenější a standardní. Proto má jiný název – normální. Jeho poddruh:















