Frézka: slouží k frézování obrobku frézovacím nástrojem. Frézka Kromě frézování rovin, drážek, ozubených kol, závitů a drážkových hřídelů a složitějšího povrchového zpracování, účinnějšího než hoblovka, je široce používána v oddělení výroby a oprav zařízení. Hoblovka: Lineární stroj pro hoblování roviny, drážky nebo tvářecího povrchu obrobku pomocí hoblíku. Při použití hoblovacího zpracování je nástrojové vybavení jednodušší, ale výrobní rychlost je nízká (kromě dlouhé a úzké roviny), proto se používá především pro malosériovou výrobu dílen a strojíren, které jsou v sériové výrobě často nahrazovány frézou .
Podle konstrukce a vlastností se hoblík dělí především na hoblík rámový, portálový, hoblík a specializovaný hoblík (např. velkoformátové hoblování hran plechů, hoblík a velkoformátový hoblík) atd. Tvářecí místo je pojmenováno podle tvar hlavy Ox a hoblík je namontován na věži RAM pro podélný vratný pohyb a používá se k řezání různých rovin a drážek. Hoblovací stroj je pojmenován podle rámové konstrukce portálové konstrukce, skládající se z horního nosníku a sloupu, pracovního stolu s obrobkem skrz rám portálového systému pro lineární vratný pohyb, z nichž mnohé jsou určeny pro zpracování velké roviny ( zejména dlouhá a úzká rovina), se také používají pro obrábění drážky nebo obrábění několika malých částí roviny. Velký portálový hoblík je často vybaven frézovací hlavou a brousí prvotřídní díly, takže obrobek je po dokončení hoblování, frézování a broušení hoblíku a tak dále v jedné instalaci.
Jednoruční hoblík s jedním sloupem a konzolou, stůl podél vedení pro podélný vratný pohyb, většina šířky zpracování je velká a není třeba ji obrábět přes celou šířku obrobku. Pohyb frézy nebo obrobku jako vratná přímka a obrobek a nástroj se používají jako střídavý posuvový pohyb kolmo k hlavnímu pohybu. Běžně používaný hoblík má: rámové lože, dvojitý hoblík a hoblík.
Rozdíl mezi vrtačkou a frézkou
Vrtačka je soustruh, který v podstatě používá bit k obrábění otvorů na obrobku. Typicky se vrták otáčí jako první a vrták se pohybuje axiálně v posuvném pohybu. Vrtačka má jednoduchou konstrukci, relativně nízkou přesnost zpracování, může vyvrtat průchozí díru, slepou díru, vyměnit speciální nástroj, vystružovat, otevřít, rozšířit nebo závitovat a další zpracování.
Frézka je frézovací nástroj pro proces frézování obrobku.
Rozdíl mezi vyvrtávačkou a frézkou
Princip činnosti a povaha vyvrtávačky jsou podobné.
Rotace frézy je hlavním pohybem a pohyb obrobku je pohyb posuvu. Vrtačka se používá ke zpracování dlouhého průchozího otvoru, velkého průměru stupňovitého otvoru, velkého boxového otvoru v jiné poloze.
Díky vysoké tuhosti frézy a vyvrtávací tyče vyvrtávačky je přímost, válcovitost a poloha otvoru velmi vysoká. Frézka může být také nudná, ale rozsah zpracování je malý, přesnost je také nízká.
Frézka se používá pro roviny, plošné tváření, drážkování a další zpracování. Rocker ARM Drill je vysoce účinný stroj na vrtání otvorů, protože jeho vřeteno může být v rozsahu zpracování rychlých náhodných pohybů a pevný obrobek.
Proto je zpracování velkých krabicových dílů různých poloh v otvoru, otvorech pro šrouby atd. vysoce efektivní.
Rozdělení průmyslových strojů do skupin. Nejběžnější typy výrobních provozů: frézování, soustružení, vrtání, broušení a další. Rozdíl mezi modely podle typu ovládání a zpracování materiálu.
Co je to průmyslový stroj?
Průmyslový stroj je jednotka na zpracování kovů, kamene, dřeva, skla a dalších výrobních materiálů. Hlavními prvky rámu jsou brusný kotouč, vrtačka a řezací zařízení. Zařízení se používá v podnicích a dílnách jako samostatná jednotka nebo jako součást automatizované linky. V průmyslu jsou nejoblíbenější kovoobráběcí stroje, s jejichž pomocí se zavádí hromadná výroba nebo kusová výroba přířezů.

Jaké typy strojů existují?
Obráběcí stroje jsou složité jednotky používané k tvarování zařízení a vrtání potřebných otvorů. Strojírenství, průmysl a malé výrobní podniky se bez nich neobejdou. Zařízení mohou být stacionární a mobilní. Nepohyblivé rámy s pohonnou jednotkou jsou provozně spolehlivější ve srovnání s malorozměrovými stroji.
Klasifikace podle typu
Automatické a poloautomatické
Pro modelové polotovary
S vertikální polohou vrtání
Souřadnicová vyvrtávačka s jedním stojanem
S horizontálním vrtáním
S horizontální polohou vrtání
Leštička se čtvercovým nebo kulatým lůžkem
Další s brusným nástrojem
Pro zpracování závitů a zubů
Fréza na ozubení pro válcová kola
Pro závitování zubů kuželových kol
Odvalovací frézy na ozubení pro špicové válce a válcová kola
Odvalovací frézy na ozubení pro šneková kola
Pro opracování konců zubů
Pro broušení zubů a závitů
Ostatní řezání závitů a ozubení
S vertikální řezačkou
Kopírování a gravírování
Univerzální široké spektrum
Hoblování, drážkování, protahování
Podélné s jedním sloupkem
Podélný se dvěma sloupky
Řezací stroj s pracovním tělem:
Pro zpracování trubek a spojek
Rovné a bezhroté broušení
Pro testování nástrojů
Tabulka 1. Typy strojů
Soustruhy
Jednotky první skupiny tvoří 30 % strojového parku průmyslových podniků. Používají se téměř ve všech operacích pro soustružení kovů a dalších výrobků, které mají tvar rotujících těles:
- úprava obrobků;
- řezání závitů;
- drážkování;
- řezání kovů;
- zpracování konců dílů.

Soustruhy jsou nepostradatelné při výrobě šroubů, pouzder, podložek, náprav a dalších kuželových nebo válcových dílů. Surový obrobek je zajištěn pojistným sklíčidlem vřetena:
- s průchozím otvorem;
- samostředění;
- s nezávislým pohybem vaček;
- s tyčí.
Čím výkonnější je konstrukce vřetena a pohonu stroje, tím vyšší je produktivita soustružnického zařízení při vyřezávání dílů a tím větší obrobek zpracovává.
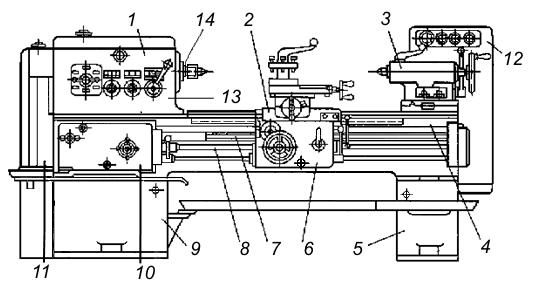
Schéma konvenčního soustruhu s hlavními součástmi: 1 – vřetenová hlava; 2 – podpěra pro zajištění řezného prvku; 3 – koník; 4 – lůžko; 5, 9 – stojany; 6 – zástěra; 7 – vodicí šroub; 8 – pojezdový válec; 10 – podávací skříň pro rotační pohyby od vřetena k podpěře; 11 – kytara výměnných převodů; 12 – startovací zařízení a motor; 13 – převodovka; 14 – vřeteno.
Výrobci nabízejí různé typy velkých soustruhů pro podniky, stejně jako mini-stroje na kov, vhodné pro soukromé použití.
Vrtací stroje
Tyto stroje jsou mezi řemeslníky a ve výrobě neméně oblíbené než soustruhy. Používají se pro vytváření průchozích a slepých otvorů v obrobcích a pro vrtací práce do plechu.
Poznámka: Výhodou jednotek oproti vrtákům je vysoká přesnost a možnost vrtání otvorů o velkém průměru.
Vertikální vrtačky jsou běžné a často používané při práci s relativně malými díly. Principem činnosti zařízení je pohyblivost obrobku vzhledem k pracovnímu tělu.
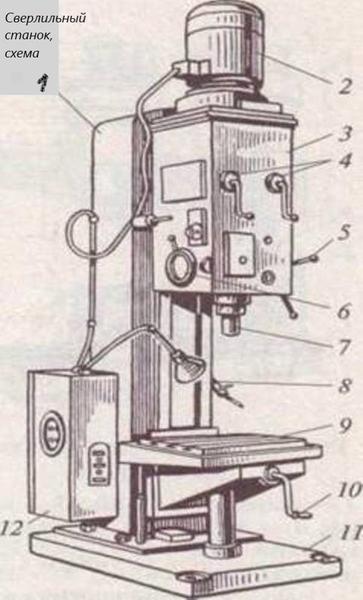
Hlavní součásti vertikální vrtačky: 1 – rám ve tvaru sloupu; 2 – motor; 3 – vrtací hlava; 4 — řadicí páky pro převodovky a posuvy; 5 – ruční podávání; 6 — číselník pro ovládání hloubky zpracování; 7 – vřeteno; 8 — hadice pro přívod chladicí kapaliny; 9 – stolní deska; 10 — rukojeť pro zvedání desky stolu; 11 – základna; 12 — elektroinstalační krabice.
Stolní jednovřetenové stroje se používají při výrobě nástrojů k výrobě malých otvorů. Podobné vícevřetenové stroje výrazně zvyšují produktivitu.
Vrtačky a drážkovací stroje jsou schopny provádět několik operací a pracovat s frézou, ale tyto možnosti mají omezené možnosti.

K vrtání velkých otvorů se používají radiální vrtací jednotky, při jejichž zpracování zůstává obrobek nehybný a vřeteno se pohybuje.
Poznámka: Velké radiální vrtačky jsou neseny jeřábem přímo k samotnému dílu. Ostatní modifikace jsou vybaveny vozíky a jsou během provozu fixovány botami.
Nudné jednotky
Stroje jsou určeny pro opracování kovu, neobejde se bez nich sériová a individuální výroba. Na těchto strojích můžete:
- vrtat;
- otvor;
- zahloubení;
- řezané nitě;
- brousit a frézovat válcové plochy;
- zastřihnout konce.
Nástroj potřebný pro operaci je namontován na vyvrtávací tyči ve vřetenovém otvoru, jehož umístění může být horizontální nebo vertikální.


Souřadnicové vyvrtávačky provádějí podobné akce, rozdíl je ve schopnosti provádět předběžné značení.
Diamantové vyvrtávací jednotky jsou vysoce přesné a chyba při vyvrtávání nepřesahuje 3–5 mikronů.
Broušení a ostření

Tato skupina strojů provádí vnější a vnitřní opracování obrobků ve formě rotačních těles, broušení závitů, zubů kotoučů, řezných dílů, ostření nástrojů. Podle typu broušení a opracovávaného povrchu jsou stroje:
- válcové broušení;
- vnitřní broušení;
- bezhroté broušení;
- povrchové broušení;
- speciální.
Poznámka: Hlavním pracovním nástrojem u brusek je brusný kotouč nebo lišta, která odstraňuje tenkou vrstvu kovu z povrchu.
Brusky se rozlišují podle typů krmiva:
- pohyb součásti spolu se stolem a pohyb brusného kotouče – válcová bruska;
- otáčení obrobku nebo brusného kotouče a pohyb vřeteníku brusného kotouče – vnitřní bruska;
- pohyb stolu a periodický příčný pohyb vřeteníku s vertikálním posunem brusného kotouče – plošná bruska.
Lapovací jednotky
Kovořezné lapovací stroje slouží k jemnému dokončování a lapování – povrch dílu je opracován do ideálního stavu pomocí jemnozrnné brusné směsi, která odstraňuje tenkou vrstvu kovu nebo jiného materiálu. Jsou používány:
- diamantový prach;
- smirek;
- elektrokorund.
Prášek se nanáší na ploché nebo kulaté lapy z litiny, ušlechtilé oceli, olova, mědi, dřeva a přidržuje se petrolejem nebo terpentýnem smíchaným se speciálním mazivem nebo pastou (oxid hlinitý, chrom, vídeňské vápno).
Je to důležité,: dokončování součásti probíhá pomalou rychlostí s konstantní změnou směru.

Stroje jsou vybaveny nastavitelnými a nenastavitelnými lapami. První jmenované se vyznačují dělenou košilí, vnitřním kuželem a zařízením pro změnu průměru dokončovacího prvku.
Honovací jednotky
Skupina brusných a lapovacích jednotek pro opracování vnějších povrchů válcových dílů. Jedná se o pouzdra, válečky, čepy atd. Pro řezání je ve vřetenu upevněna honovací hlava s brusnými kameny.

Standardně jsou vyráběny stroje s horizontálním, vertikálním a šikmým uspořádáním jednoho nebo více vřeten.
Stroje na zpracování ozubených kol

V závislosti na typu pracovního nástroje jsou stroje na řezání a dokončování válcových zubů kol:
- odvalování ozubených kol;
- broušení ozubených kol;
- zubní;
- zubní hoblíky atd.
Jednotky zvládají funkce řezání zubů, dokončovací a dokončovací zpracování válcových a kuželových kol s přímými, šikmými a zakřivenými zuby, šipky, šnekových kol, ozubených hřebenů.
Kopírování – fréza má dutiny shodné se zuby a pohybuje se po dutinách kotouče a zanechává otisk. Po opracování samostatné prohlubně se díl v kruhovém kroku otočí a pokračuje se k dalšímu. Nevýhoda tohoto způsobu zpracování spočívá v tom, že každé kolo vyžaduje samostatnou frézu a výměna vyžaduje čas. Práce s takovou jednotkou je však jednoduchá.
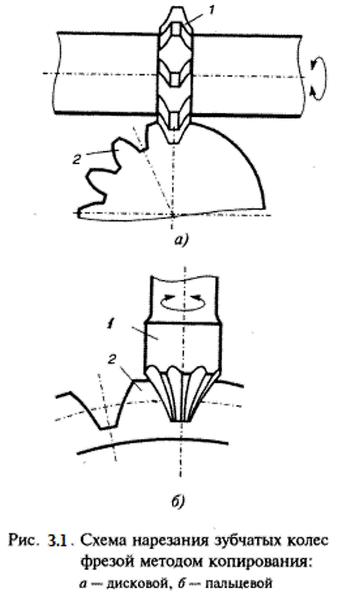
Informace: Metoda kopírování je výhodná pro jednorázovou výrobu nebo opravu. Pro sériovou výrobu se používají obrážecí jednotky ozubení.
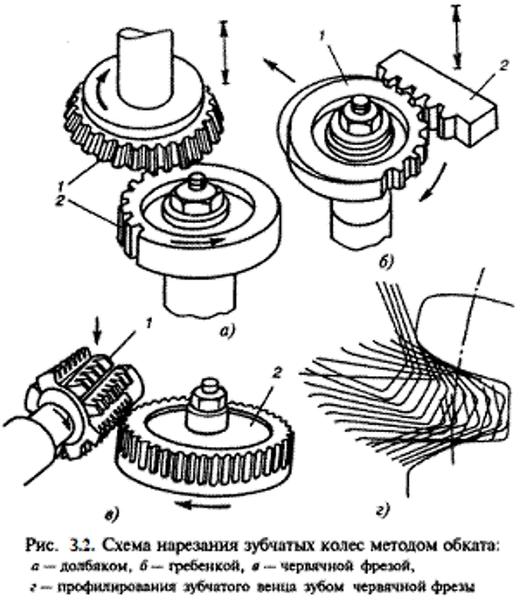
Záběh je běžná metoda s vysokou produktivitou a přesností řezaných kotoučů. Jeden nástroj zpracovává obrobky s různým počtem zubů. Řezné hrany nástroje jsou postupně umístěny v zubech kol a válcované, vzájemně propojené. Při válcovací metodě se nejčastěji používají varné desky.
Kromě hlavních metod zpracování ozubených kol existují další metody s vysokou produktivitou:
- vysekání všech dutin součásti najednou frézou s podobnými dutinami na břitu;
- protahování všech zubů;
- válcování tvářením za studena nebo za tepla;
- kreslení nebo rýhování bez odstranění horní vrstvy materiálu;
- lisování zubů (vhodné pro syntetické výrobky).
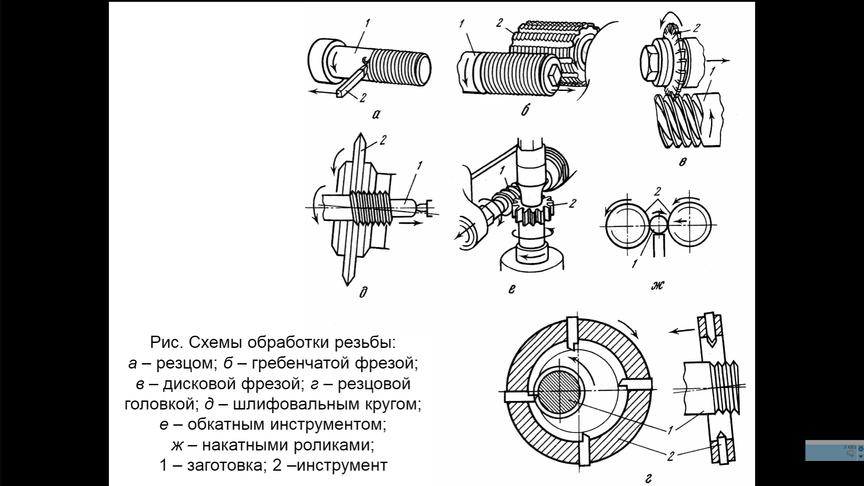
Zpracování závitů a válcování závitů
Jedná se o pátou skupinu průmyslových strojů, které se používají ve strojírenství pro řezání závitů. Patří mezi ně stroje na frézování závitů, řezání matic, brusky závitů a šneků.
Způsoby řezání v závislosti na pracovním nástroji:
- vnitřní závit – používají se frézy, hřebenové frézy, závitníky;
- vnější závit – hřebenové a kotoučové frézy, frézy, šroubovací a kruhové matrice;
- vícestartové šrouby a šneky – vírové hlavy v hromadné výrobě.
Informace: Jednotky na válcování závitů používají metodu řezání závitů bez odstraňování třísek z obrobku. Díl se vtlačí mezi ploché nebo kulaté pracovní prvky a vtiskne se na něj požadovaný tvar.
U strojů s kruhovými matricemi je výrobek umístěn mezi pohyblivé a stacionární matrice. Poté se pohyblivý prvek přivede k obrobku, přitlačí jej a několika otáčkami součásti odvaluje závit.
Stroje na závitování matic
Pro výrobu výrobků s přesnými závity na hromadných výrobních linkách se používají automatické a poloautomatické závitořezné stroje s rovným nebo zakřiveným dříkem. Jednotky mohou být jednovřetenové nebo vícevřetenové.
Frézky
Skupinu tvoří stroje s vícebřitým řezným nástrojem – frézou, která rotačními pohyby opracovává progresivně se pohybující plochý nebo tvarový obrobek.
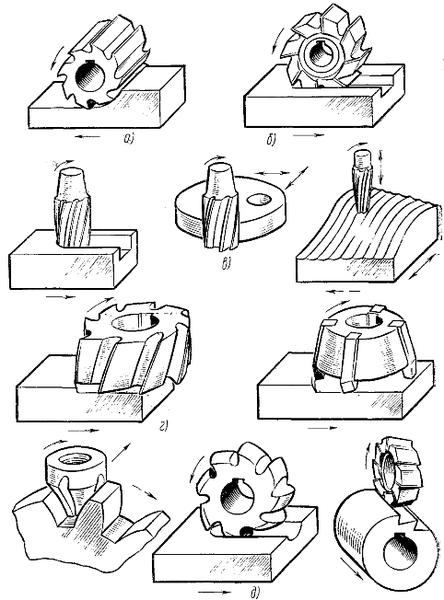
Široký rozsah prováděných prací zajišťují různé frézy:
- válcový (a) – pro povrchovou úpravu;
- kotouč (b) – pro vytváření drážek;
- konec (c) – pro zpracování říms, drážek, tvarových dílů;
- konec (d) – pro ořezávání lišt, drážek, ploch;
- tvarované (d) – pro výrobu tvarových ploch.
Šipky na obrázku ukazují směr pohybu fréz a obrobků během řezání.
Typy frézek
Konzolové jednotky jsou vybaveny pracovním stolem ve formě konzoly a horizontálním nebo vertikálním vřetenem. Stůl se pohybuje v podélném, příčném a vertikálním směru vzhledem k hřídeli vřetena. Možnosti takových strojů jsou omezené: mohou vyrábět díly relativně malé hmotnosti a velikosti.
Univerzální stroje jsou vybaveny otočným stolem a široké univerzální stroje jsou vybaveny otočnou vřetenovou hlavou. Funkčnost takových strojů je rozšířena.

Bezkonzolové stroje mají pevnou základnu pro instalaci obrobku, stůl se pohybuje v příčném podélném směru a vřeteno provádí vertikální pohyby. Určeno pro zpracování velkorozměrových dílů s významnou hmotností.
Podélné frézky jsou vybaveny stolem, který provádí podélné pohyby. Vřeteno se pohybuje příčně a svisle a otáčí se pod daným úhlem.
Kontinuální rotační a bubnové instalace mají jedno nebo více vertikálních vřeten, která střídavě zpracovávají příchozí díly.
Kopírovací frézky provádějí konturovací a frézovací zpracování podle vzorku.
Klíčové frézovací jednotky se vyznačují vratnými pohyby stolu a planetárními pohyby vřetena.

Rozdělení strojů podle možného zpracovatelského materiálu
Technické vlastnosti průmyslových zařízení se liší v závislosti na zpracovávaném materiálu. Nejčastěji jsou obráběcí stroje vyžadovány pro práci s kovem a dřevem. Na dřevo můžete použít méně výkonné zařízení, ale s přesnějším nastavením provozu. Zpracování kovů vyžaduje použití vysoce kvalitních nástrojů a vysokého výkonu. Nejoblíbenějšími stroji při výrobě obrobků jsou soustružnické, vrtací a frézovací stroje.
Klasifikace podle typu ovládání
Postupně se úroveň automatizace v podnicích zvyšuje a mechanicky řízených strojů je stále méně. Stroje lze rozdělit podle typu ovládání takto:
- manuál;
- poloautomatické;
- automatické;
- CNC – numerické řízení programu;
- počítač
Nejnovější metody řízení poskytují vysokou přesnost nastavení během zpracování s minimální chybou. Důležitou výhodou je, že odpadá neustálé sledování výrobního procesu – obsluha zadává parametry před spuštěním.
















