Doma někdy potřebujete bezpečně spojit dvě malé kovové části. To se nejlépe provádí pomocí odporového bodového svařování (RSW).
Obsah
Princip
Spojení dílů pomocí CTS se provádí vystavením materiálů elektrické energii. Tato energie, přeměněná na teplo, roztaví malou plochu kovu. Po vytvrzení se vytvoří svarový spoj (šev).
K implementaci CTS potřebujete:
- zdroj elektrické energie, poskytující požadovaný proud;
- zařízení pro lisování svařovaných dílů.
Zdroj proudu pro bodové svařování má:
- Nízké výstupní napětí (1-3 V).
- Větší svařovací proud (>200 A).
V tomto případě doba trvání proudového impulsu nepřesáhne 1-2 sekundy a zóna tavení kovu by měla být minimální.
Upínací zařízení bývá kombinováno s elektrodami, kterými protéká svařovací proud.
Transformátor
Jako zdroj proudu pro CTS se obvykle používá transformátor, který převádí vysoké síťové napětí na nízké svařovací napětí. Při konstrukci domácí svářečky pro bodové svařování se často používají výkonné transformátory z použitých elektrických spotřebičů. Zejména lze použít transformátory z mikrovlnných trub nebo svářeček.
Hlavním požadavkem na taková zařízení je, že musí mít dostatečný výkon (alespoň 1 kW). Svařování masivnějších dílů přitom vyžaduje výkonnější transformátory. V každém případě transformátory vyžadují zlepšení.
Úprava spočívá v odstranění stávajícího sekundárního vinutí a navinutí dalšího jednoho nebo několika závitů silného měděného drátu přes primární vinutí (220 V).

Přibližné náklady na svařovací transformátory na Yandex.market
V některých případech jsou vyměněna obě vinutí. U výkonných zařízení je například primární vinutí vyrobeno ze silnějšího drátu a sekundární vinutí je vyrobeno ve formě jednoho závitu z hliníkové přípojnice.
Je možné navinout několik závitů tlustého drátu přímo na toroidní jádro transformátoru staré svářečky.
Upínací zařízení
Při procesu svařování je důležitá nejen přítomnost svařovacího proudu, ale také vytvoření přítlačné síly na svařované díly.
K tomuto účelu se obvykle používá páka, při stlačení elektrody na obou stranách stlačují svařované díly. K vrácení páky do původní polohy slouží pružina. V případě potřeby silnějšího tlaku se dodatečně používá šroubovací spona.
Páky mohou být kovové nebo dřevěné. V tomto případě musí být kovové páky izolovány.
Управление
Během procesu ručního svařování se zařízení krátce zapne. K tomu je do napájecího obvodu transformátoru vložen spínač. V nejjednodušším případě se jedná o tlačítkový spínač, který připojuje primární vinutí k síti. Někdy je činnost spínače kombinována s polohou páky a při jejím spuštění na místo svařování se elektrický obvod uzavře a dojde k bodovému svařování.
Elektrody
CTS se vyrábí pomocí elektrod. Elektrody jsou měděné válcové díly různých tvarů, pomocí kterých upínací zařízení stlačuje svařované díly. Svařovací proud je přiváděn přes elektrody. Průměr elektrod se volí v závislosti na výkonu zařízení. V tomto případě musí mít vodiče, kterými je přiváděn proud do elektrod, průřez odpovídající proudu, který jimi prochází. V opačném případě vlivem odporu relativně tenkých drátů dojde ke snížení svařovacího proudu. V nejhorším případě se dráty s malým průřezem zahřejí a mohou shořet.

Přibližné náklady na elektrody na Yandex.market
Elektrody lze zakoupit již hotové, nebo si je můžete vyrobit sami. K tomu slouží měděná tyč. Pokud je zařízení určeno pro svařování tenkých materiálů a jeho výkon je nízký, pak můžete jako elektrody použít měděné hroty z klasických páječek.
V některých případech fandové vyrábějí elektrody z měděných desek.
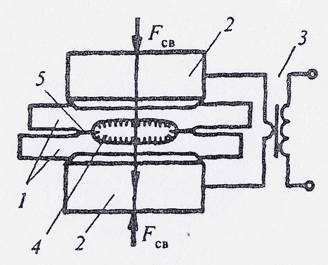
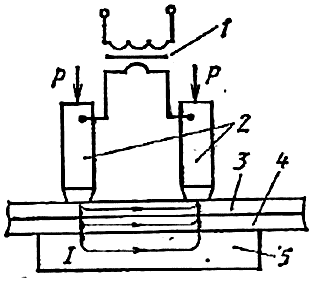
Díly určené ke svařování 1 (obr. 2) se překryjí a sevřou silou FCB mezi dvěma elektrodami 2, dodávající do místa svařování vysoký proud (až několik desítek kA) z nízkonapěťového zdroje elektrické energie 3 (obvykle 3-8 V).
Díly se ohřívají krátkodobým (0,01-0,5 s) proudovým impulsem, dokud se roztavený kov neobjeví v kontaktní zóně 4. Zahřívání je doprovázeno plastickou deformací kovu a vytvořením těsnicího pásu 5, který chrání tekutý kov z vystříknutí a z interakce se vzduchem.
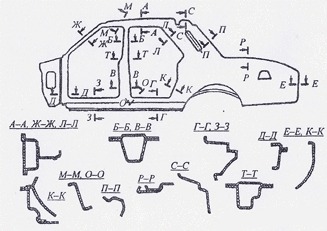
Rýže. 1. Schéma překrývajících se spojů boku karoserie osobního automobilu
Teplo použité při svařování závisí na odporu mezi elektrodami a uvolňuje se, když proud prochází přímo součástmi, kontakty mezi nimi a kontakty součástí s elektrodami. Odpor samotných elektrod by měl být nevýznamný, protože v nich generované teplo se neúčastní procesu svařování. Proto musí být průřez elektrod relativně velký a materiál elektrod musí mít vysokou elektrickou a tepelnou vodivost. Elektrody pro bodové svařování jsou vyráběny převážně z mědi a jejích slitin.
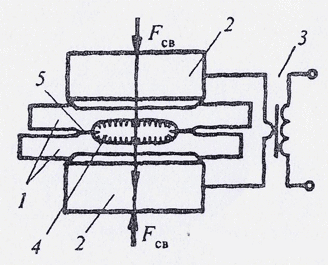
Rýže. 2. Schéma bodového svařování
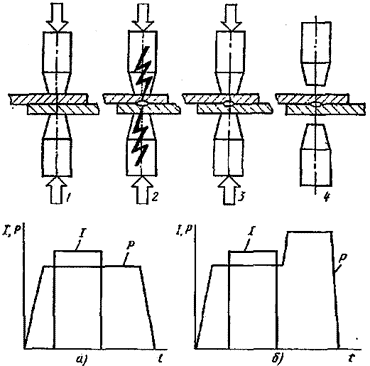
Rýže. 3. Fáze cyklu a cyklogramy bodového svařování: a – bez zvýšení tlaku; b – se zvyšujícím se tlakem při kování; 1 – stlačení dílů; 2 – zapnutí proudu; 3 – kování; 4 – odstranění tlaku z elektrod
Před svařováním se styčné plochy dílů očistí drátěným kartáčem, pískováním nebo leptáním a odmastí rozpouštědly. To je nezbytné pro zajištění stabilního procesu, který závisí na stálosti přechodového odporu.
Bodové svařování, v závislosti na umístění elektrod vzhledem ke svařovaným obrobkům, může být oboustranné (obrázek 3) nebo jednostranné (obrázek 4). Při jednostranném svařování proud protéká horními 3 a spodními 4 plechy, ale k ohřevu kontaktní plochy dochází pouze díky proudu protékajícím spodním plechem. Pro zvýšení tohoto proudu je dole umístěna vodivá měděná podložka 5. Současně jsou vytvořeny dva body.
Rýže. 4. Schéma jednostranného bodového svařování: 1 – svařovací transformátor; 2 – elektrody; 3 – horní polotovar; 4 – spodní přířez; 5 – měděné obložení
Režim bodového svařování může být měkký nebo tvrdý.
Měkký režim vyznačující se plynulým ohřevem obrobků relativně nízkým proudem. Doba průtoku proudu je obvykle 0,5 – 3 s. Měkké režimy se používají pro svařování ocelí náchylných ke kalení.
Tvrdé režimy se provádí s krátkou dobou trvání (0,1 – 1,5 s) relativně vysokého proudu. Tlak elektrody je také vysoký. Tyto režimy se používají při svařování slitin hliníku a mědi s vysokou tepelnou vodivostí a také vysoce legovaných ocelí za účelem zachování odolnosti proti korozi: v měkkých režimech může být kov ochuzen o chrom v důsledku tvorby karbidů chromu.
Bodové svařování je široce používáno pro výrobu lisovaných a svařovaných konstrukcí. Tloušťka svařovaných kovů je v průměru 0,5-8 mm. Pro bodové svařování se stále častěji používají svařovací roboty.
Ve vícebodových svařovacích strojích určených pro výrobu speciálních svařovaných konstrukcí (prvky karoserií, vozíků, různých panelů) se svařuje několik bodů (nebo několik desítek bodů) současně.
K provádění procesu bodového svařování se používají speciální odporové svařovací stroje (obr. 5), které za provozu plní dvě hlavní funkce – stlačování a ohřev spojovaných dílů. Při konstrukci jakéhokoli stroje lze zhruba rozlišovat mezi mechanickými a elektrickými zařízeními.
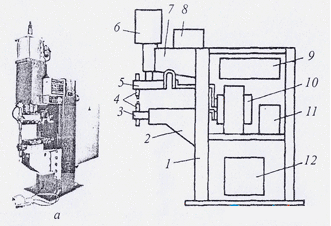
Rýže. 5. Celkový pohled na bodový svařovací stroj (a) a jeho hlavní součásti (b)
hlavní část mechanické zařízení stroj pro bodové svařování (obr. 3, b) je těleso 1, na kterém je upevněna spodní konzola 2 se spodní konzolou 3 a držák elektrody 4 s elektrodou a horní konzola 7. Spodní konzola 2 je obvykle nastavitelná nebo výškově pohyblivé (hladce), což umožňuje nastavit vzdálenost mezi konzolami v závislosti na tvaru a velikosti svařovaných dílů.
Na horní konzole je instalován pneumatický pohon pro stlačovací sílu elektrod 6, ke kterému je připojena horní konzola 5 k držáku elektrod 4. Pro ovládání činnosti pneumatického pohonu je namontováno odpovídající pneumatické zařízení 8 Silový pohon může být také pneumohydraulický, hydraulický atd. Těleso, horní a spodní konzoly a konzoly vnímají sílu vyvinutou pneumatickým pohonem, a proto musí mít vysokou tuhost.
Elektrická část stroje sestává ze svařovacího transformátoru 10 se stupňovým spínačem 11, stykačem 12 a řídicí jednotkou 9. Často je řídicí zařízení namontováno v samostatné řídicí skříni. Stykač 12 připojuje svařovací transformátor k elektrické napájecí síti a vypíná jej.
Elektrické zařízení stroje je navrženo tak, aby zajistilo potřebný cyklus ohřevu kovu ve svařovací zóně. Součástí elektrického zařízení je i sekundární obvod stroje, který je tvořen proudovými přívody vedenými od transformátoru ke svařovaným dílům. Proud z transformátoru přes pevné a ohebné přípojnice je přiváděn na horní 5 a spodní 3 konzoly s držáky elektrod 4. Konzoly a držáky elektrod s elektrodami se podílejí na přenosu svařovacího proudu a síly a jsou proto současně součástí el. a mechanická zařízení stroje.
Všechny části sekundárního okruhu jsou vyrobeny z mědi nebo slitin mědi s vysokou elektrickou vodivostí. Většina prvků sekundárního okruhu, svařovací transformátor a stykač jsou vnitřně chlazeny vodou.















