Ukončování a spojování vodičů vodičů a kabelů, kontaktní spoje pneumatik a připojení pneumatik na kontaktní svorky elektrických zařízení jsou důležité technologické operace, které zajišťují spolehlivý elektrický kontakt a mechanickou pevnost. Spolehlivost elektroinstalací do značné míry závisí na kvalitě jejich provedení.
Ukončení a spojení žil hliníkových izolovaných vodičů a kabelů se provádí krimpováním, svařováním, pájením nebo šroubovými a šroubovacími svorkami; měděné vodiče – krimpování, pájení nebo mačkání. Rozsah různých způsobů ukončování a spojování hliníkových a měděných vodičů vodičů a kabelů, kontaktních spojů a spojů přípojnic je definován normami, normami, pravidly a pokyny [2], [18] a GOST 10434-82 *.
3.1 Lisování
Krimpování se provádí ručními kleštěmi, mechanickými, pyrotechnickými nebo hydraulickými lisy za použití výměnných razníků a matric. Razníky a matrice se volí podle průměru trubkové části hrotu nebo spojovací objímky. Existují dva způsoby krimpování: místní odsazení a nepřetržité stlačování.
S místním odsazením se ujistěte, že otvory jsou umístěny koaxiálně k lisovanému jádru a k sobě navzájem. Při zakončení jsou jamky vytvořeny na přední straně hrotu. Pro kontrolu kvality se selektivně kontroluje hloubka vtisku (otvorů) s lokálním vtlačením nebo míra kontinuální komprese alespoň u 1 % hrotů a objímek.
Při použití hydraulického lisu s automatickým řízením hloubky vtlačení nebo stlačení není potřeba operace selektivní kontroly kvality lisování.
Zvažte pořadí krimpovací operace.
Hliníkové vodiče. Jednodrátová 2,5 – 10 mm 2. Krimpování se provádí v pouzdrech GAO. Objímka se volí v souladu s počtem a průřezem spojovaných žil dle [18, 20].
Krimpování se provádí v určité technologické posloupnosti (obr. 4): volí se objímka, nástroje a mechanismy, raznice a matrice podle [18, 20], konce jader se začistí (při délce 20, 25 a 30 mm pro návleky GAO-4, GAO-5 , GAO-6 a GAO-8, resp.) a vnitřní povrch návleku do kovového lesku a ihned je namažte křemičito-vazelínovou pastou (čištění a mazání návleků je provedeno, pokud to nebylo provedeno ve výrobě); vložte jádra do pouzdra. Pokud je celkový průřez spojovaných žil menší než průměr vnitřního otvoru objímky, měly by být zavedeny další dráty žil pro utěsnění spoje. Krimpování se provádí, dokud se razník nedostane do kontaktu s matricí, jak je znázorněno na obr. 4, c. Po krimpování zbytková tloušťka materiálu h (obr. 5) by měla být s manžetami GAO-4 – 3,5 mm; GAO-5 a GAO-6 – 4,5 mm; GAO-8-6,5 mm. Před izolací se provedené kontaktní spojení otře hadrem namočeným v benzínu. Izolujte místo krimpování izolační páskou. Při jednostranném zavádění žil do objímky (obr. 4, a) a průměrech objímky 7 a 9 mm se místo izolační pásky používají polyetylenové uzávěry (obr. 4, d).
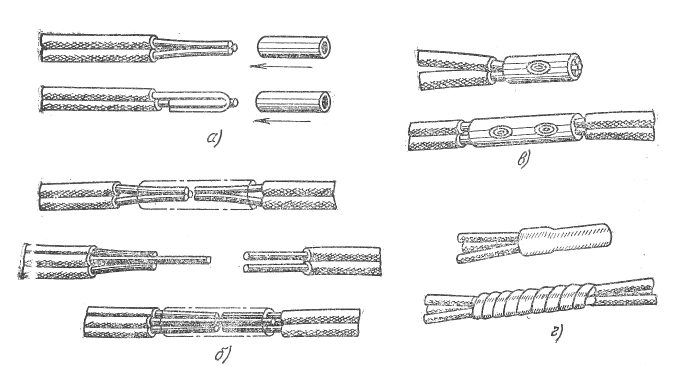
Rýže. 4. Krimpování hliníkových drátů v pouzdrech GAO:
a – příprava drátů pro jednostranné krimpování; b – totéž pro oboustranné krimpování; c – typ spojů po tlakové zkoušce; d – pohled na spoj po izolaci.
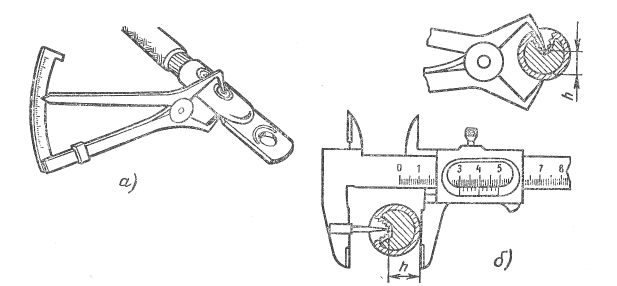
Rýže. 5. Měření zbytkové tloušťky materiálu h při tlakové zkoušce spojů:
a – speciální měřič; b – třmen s tryskou.
Jednovodičové a vícevodičové 16-240 mm2. Krimpování koncovek se provádí do hliníkových a měděno-hliníkových oček v souladu s GOST 9581-80* a kolíkových oček v souladu s GOST 23598-79*; tlaková zkouška spojů – v hliníkových pouzdrech v souladu s GOST 23469.2-79 *. Práce se provádí v následujícím sledu (obr. 6): volí se hrot nebo spojovací pouzdro, razník, matrice a krimpovací mechanismus podle [18, 20]. Poté zkontrolujte přítomnost vrstvy křemičito-vazelínové pasty na jejich vnitřním povrchu. Pokud jsou hroty nebo objímky obdrženy z továrny nenamazané, vyčistěte vnitřní povrch hadrem namočeným v benzínu a namažte jej pastou. Poté se izolace odstraní z konců jader: při zakončení v délce rovné délce trubkové části hrotu a při spojování v délce rovné polovině délky objímky (podrobnosti: viz [18]). Jádro očištěné od izolace se vykartáčuje kardolentním kartáčem do kovového lesku a ihned namaže křemičito-vazelínovou pastou. Před odizolováním je třeba žíly s impregnovanou papírovou izolací otřít hadrem namočeným v benzínu. Pokud jsou vodiče sektorové, pak jsou před odizolováním zaobleny. Obsluha zaoblovacích vícevodičových jader se provádí kleštěmi a jednodrátová jádra – pomocí mechanického nebo hydraulického lisu, ve kterém je místo děrovače a matrice instalován speciální nástroj.
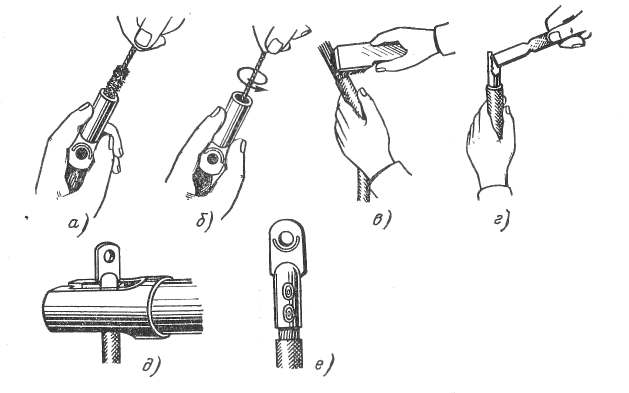
Rýže. 6. Ukončení hliníkových vodičů krimpováním:
a – čištění vnitřního povrchu hrotu; b – mazání uvnitř hrotu křemičito-vazelínovou pastou; c – odstranění žil; d – mazání jader křemičito-vazelínovou pastou; e – krimpování; f – pohled po krimpování.
Poté, co jsou jádra připravena pro krimpování, je na ně nasazena špička nebo pouzdro. Při zakončení se jádro zasune do hrotu až na doraz a při spojení tak, aby se konce spojovaných žil ve středu objímky vzájemně dotýkaly. Trubková část hrotu nebo objímky je instalována v matrici a zalisována. Pokud se současně provádí krimpování jednozubým razníkem, pak se na hrotu udělají dva zářezy (obr. 6, e), a na objímce – čtyři (dva pro každý konec připojených jader). Je-li lisován dvouhrotým razidlem, pak se na špičce udělá jeden zářez a dva na objímce. Zářez se provádí až do dorazu podložky razníku do konce matrice. Správnost hloubky vtisku se kontroluje podle [18, 20] posuvným měřítkem s tryskou nebo speciálním měřidlem (obr. 5). Po lisování zbytková tloušťka materiálu h by měla být: s průřezem 16-35 mm 2 – 5,5 mm, s průřezem 50 mm 2 – 7,5 mm, s průřezem 70 a 95 mm 2 – 9,5 mm, s průřezem 120 a 150 mm 2 – 11,5 mm, s průřezem 185 mm 2 – 12,5 mm, s průřezem 240 mm 2 – 14 mm. Při krimpování lisem, který má automatickou kontrolu kvality krimpování (hloubka vtisku), není tato kontrola potřeba. Před aplikací izolace se ostré hrany manžety opilují, zaoblí a začistí jemným brusným papírem.
Při krimpování spojů žil kabelů 6-10 kV se provádějí opatření k vyrovnání elektrického pole, jehož symetrie je narušena proti místům vtlačení. Kondenzační zóny elektrických siločar mohou být centry lokálních výbojů, které vedou k porušení izolace. Aby se těmto jevům zabránilo, je přímo na pouzdro naneseno síto z jedné vrstvy polovodivého papíru. Před aplikací síta se jímky naplní hmotou MP-1 z plechovky se sadou kabelových válečků a válečků.
Je třeba pamatovat na to, že není možné použít hroty a objímky, které neodpovídají průřezu a typu jádra, stejně jako použít razníky a matrice, které neodpovídají těm, které jsou uvedeny v [18]. Je také nemožné „vykousnout“ dráty, aby se usnadnilo vložení jádra do hrotu nebo pouzdra a zalisovat bez namazání jader a pouzdra křemennou vazelínou.
Pevné vodiče 25-240 mm 2, ukončeno vyražením hrotu na jádro. Pro provedení ukončení se izolace odstraní z konce jádra po délce: pro žíly o průřezu 25 mm 2 – 45 mm, pro 35-95 mm 2 – 50 mm, pro 120-240 mm 2 – 55 mm, Vyberte razník a matrici v závislosti na průřezu jádra podél [18]. Ražení se provádí pomocí pyrotechnických mechanismů PPO-95, PPO-95M a PPO-240U1. Razník působením práškových plynů razí špičku a tvoří ji z konce jádra. V případě nepřesného provedení hrotu je povoleno opětovné ražení s poklesem síly druhého výstřelu, u kterého není razník vyveden do horní krajní polohy o 5-7 mm. Po vyjmutí vyraženého hrotu z mechanismu je nutné odstranit záblesk z okrajů otvoru a po vnějším obvodu kontaktní části hrotu. Rozměry hrotu po odstranění blesku a začištění hran by měly odpovídat rozměrům uvedeným v [18]. Zároveň by na vyražené části hrotu neměly být žádné viditelné praskliny, skořepiny, svary a promáčkliny. Otvor pro šroub a kontaktní část hrotu musí být vyrovnány.
Po pěti výstřelech je třeba tvarovací část razníku namazat tenkou vrstvou strojního oleje.
Měděné vodiče. uvízlý 1-2,5 mm 2. Krimpování se provádí lisovacími kleštěmi PK-3 nebo PK-4 v kroužkových měděných očkách podle GOST 9688-82 *, krimpovaných speciálními razníky a matricemi (obr. 7).
Před zalisováním do prstencového oka se z konce jádra v délce 25-30 mm odstraní izolace, jádro se vyčistí na kovový lesk, pevně se stočí kleštěmi; vyberte hrot, průbojník a matrici odpovídající průřezu jádra; nainstalujte je do lisovacích kleští; jádro se vloží do hrotu, hrot s vloženým jádrem se nasadí na děrovací tyč tak, aby jádro vycházelo drážkou razníku, hrot se zamáčkne lisovacími kleštěmi, dokud se na konci nezastaví děrovací podložka matice.
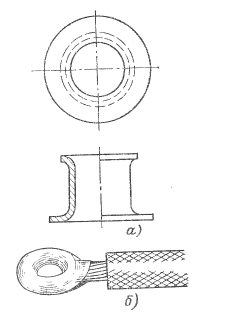
Rýže. 7. Zalisování lankového měděného jádra do prstencového měděného oka podle GOST 9688-82*:
a – špička kroužku před krimpováním; b – konec jádra, lisovaný prstencovou špičkou.
Jednovodičové a vícevodičové 4-240 mm2. Ukončení žil 4-240 mm 2 se provádí v měděných ocích podle GOST 7387-82 a spojení žil 16-240 mm 2 v pouzdrech se provádí v souladu s GOST 23469.3-79 *. Volba objímek, hrotů, průbojníků, lisovnic a mechanismů pro krimpování se provádí podle [18, 20]. Pořadí krimpovací operace je stejné jako u krimpování hliníkových vodičů, ale není zde nutné mazání křemičito-vazelínovou pastou. Lisování měděných hrotů a návleků se provádí průbojníkem a matricí s jedním zubem, na hrotu se provádí jeden vtisk, na objímce dva, pro každý konec spojovaných žil jeden.
Nejjednodušší způsob připojení vodičů k sobě je jednoduché kroucení. Pro jeho provedení je nutné uvolnit konce drátu v délce 3-5 cm od izolace a vyčistit je do lesku jemným pilníkem nebo brusným papírem. Dráty musí být zkrouceny velmi pevně, otočením se otočí. Konce, které zbyly po stočení, se pečlivě zapilují pilníkem a vnější závity se zatlačí kleštěmi.
Kroucení drátů lze provést také obvazovou metodou: odizolované konce se upnou do ručního svěráku a omotají měkkým odizolovaným drátem (pro obvaz je nejlepší vzít měděný drát o průměru 0,6-1,5 mm; v tomto případě , průměr obvazového drátu by neměl být větší než průměr kroucených žil) . Střední část obvazu by měla být vytvořena přesazeně: pokud bude později nutné toto spojení pájet, pájka lépe pronikne ke spoji vodičů. Po připojení jsou konce drátů ohnuté v pravém úhlu a nahoře je aplikováno dalších 8-10 otáček obvazu. Konce jader zbývajících z kroucení se zapilují pilníkem.
Metoda jednoduchého nebo bandážového kroucení je použitelná pouze pro vzájemné spojování vodičů, není možné spojit vodič kroucením s kontakty elektrických součástek.
Nejpohodlnějším (a také docela spolehlivým) způsobem připojení vodičů k elektrickým součástem je použití kontaktních svorek, které mohou být šroubové nebo pružinové.
Technika vytváření spojení s kontaktními svorkami je následující. Pokud se jedná o připojení jednovodičových hliníkových a lankových měděných vodičů, jsou šroubové svorky opatřeny tvarovanou podložkou nebo podložkou s hvězdičkou, která zabraňuje vymáčknutí vodiče zpod upevnění;
Před připojením se vodič odizoluje obvyklým způsobem v oblasti odpovídající třem průměrům šroubu šroubové svorky plus 2-3 mm. Pro zajištění spolehlivého kontaktu lze hliníkové vodiče očistit jemným brusným papírem mazaným vazelínou. Pokud je jádro vícevodičové, pak jsou na jeho konci jednotlivé dráty stočeny do těsného bičíku.
Potom se pomocí kulatých kleští nebo kleští ohne konec jádra do prstence o průměru rovném průměru upínacího šroubu. Kroužek je nejlepší ohnout ve směru hodinových ručiček, zabráníte tak jeho odvinutí při utahování šroubu. Upínací šroub nebo matice se utahují, dokud není pružná podložka zcela stlačena, a poté se utahují přibližně o další půl otáčky.
V současné době jsou elektrické součástky vybaveny šroubovými uzávěry typu svorka a kolík: při provádění takových spojení se odizolovaný a odizolovaný konec drátu neohne do kroužku, ale rovný konec drátu se vloží do svorky a přitlačen šroubem.
Pružinová spojení kontakt-svorka se používají hlavně ve svítidlech se zářivkami pro připojení vodičů k objímkám žárovek. Jejich provedení je pružinová deska z kvalitního bronzu, která pevně přitlačuje drátěné jádro k tělu svorky. Toto provedení spojení zcela eliminuje samovolné rozpojení. Pro uvolnění drátu v případě potřeby jednoduše vložte ocelový paprsek (hrot tenkého šroubováku) do svorky, ohněte pružinovou desku a uvolněte drát.
Všechny části používané pro připojení k hliníkovým vodičům musí mít antikorozní galvanický povlak. Stejný požadavek platí pro ocelové.
Hliníkový drát o průřezu 2,5 mm2 se pomocí lustrových svorek připojuje k měděným výztužným drátům (například k lustrovým drátům), jednožilovým a vícežilovým. Nejprve se připojované dráty očistí brusným papírem (měděné dráty obvyklým způsobem a hliníkové dráty pod vrstvou vazelíny) a namažte křemennou vazelínou. Po odizolování se dráty připevní k liště a zalisují šrouby a pružnými podložkami. Spojení se vloží do základny lustrové svorky a uzavře víkem.
Při nákupu elektrosoučástek se šroubovacími svorkami je potřeba dávat pozor na typ svorek, protože některé elektroinstalační přístroje (řada závitových objímek pro žárovky, objímky pro zářivky a startéry, průchozí a vestavěné malé vypínače ) jsou vybaveny svorkami, které zajišťují spojení pouze s měděnými dráty.















