Frézka je stroj na opracování kovových a jiných dílů rotační frézou při translačním pohybu obrobku.
Frézky mohou zpracovávat ploché a tvarové povrchy s přímými a šroubovitými tvořícími přímkami. Řezání se provádí frézou – vícebřitým nástrojem, jehož zuby jsou umístěny na povrchu rotujícího tělesa nebo na konci.
Vzhledem k rozmanitosti práce prováděné frézováním jsou velmi rozmanité i typy fréz (obr. 1). Nejběžnější jsou válcové frézy (obr. 1, a), sloužící k povrchové úpravě; disk (obr. 1, b) pro vytváření drážek a říms; stopkové frézy (obr. 1, c), používané pro zpracování drážek, říms, tvarovaných ploch; čelní frézy (obr. 1, d) pro zpracování povrchů, říms, drážek; tvarové frézy (obr. 1, e) pro výrobu tvarových ploch. Šipky na obrázcích ukazují směry pohybu udělované fréze a obrobku během procesu řezání.
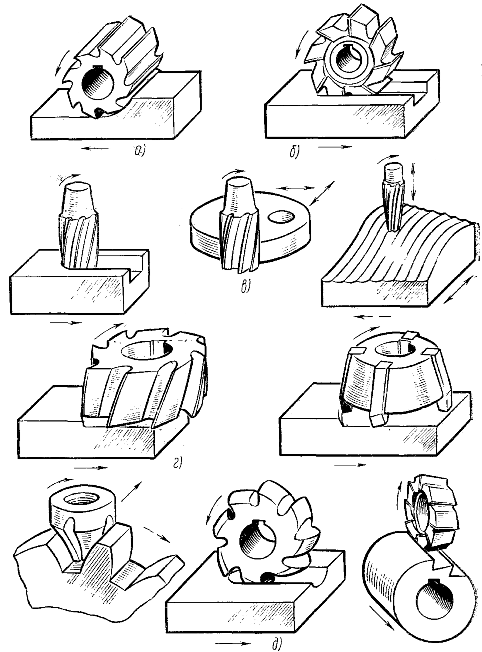
Obr. 1. Hlavní typy fréz a jimi zpracovávané plochy
Aby bylo možné frézováním součásti získat požadovaný povrch, je nutné sdělovat nástroji a obrobku velmi specifické, vzájemně koordinované pohyby. Tyto pohyby ve strojích se dělí na hlavní a pomocné.
К základní pohyby odkazovat hlavní pohyb, nazývaný také řezný pohyb, a posuvný pohyb.
U frézek vykonává hlavní pohyb (rotační) fréza a posuvový pohyb může vykonávat buď obrobek, nebo fréza.
Pomocné pohyby nezbytné ve stroji k přípravě procesu řezání. Mezi pomocné pohyby patří pohyby spojené s ustavením a seřízením stroje, jeho ovládáním, zajištěním a uvolněním dílu a nástroje, přistavení nástroje na opracovávané plochy a jeho vyjmutí; pohyb zařízení pro automatickou kontrolu rozměrů atp.
Pomocné pohyby lze na strojích provádět buď automaticky, nebo ručně. U automatických strojů jsou všechny pomocné pohyby v určitém sledu prováděny automaticky.
Klasifikace a dekódování frézek
Každý model stroje má digitální nebo alfanumerické označení – kód (například 6P12, 6Р82, 6Р82Ш, 6610 atd.), ze kterého lze sestavit podrobný popis stroje. Kód obsahuje tři nebo čtyři číslice, z nichž první označuje, do které skupiny strojů stroj patří, druhá – jaký typ, třetí nebo třetí a čtvrtá číslice charakterizují jeden z nejdůležitějších parametrů stroje nebo zpracovávaného obrobku . Písmeno za první číslicí znamená, že tento model stroje byl modernizován (nebo generace). Písmeno na konci digitálního kódu ukazuje, že stroj byl vyroben s malými změnami na základě hlavního modelu stroje. Tyto stroje jsou modifikacemi hlavního základního modelu.
Podle klasifikace přijaté v SSSR jsou všechny stroje na řezání kovů rozděleny do devíti skupin. Frézky patří do šesté skupiny. Každá skupina strojů je zase rozdělena do typů.
(Poznámka SM) Typy frézovacích skupinových strojů:
- 1 – vertikální frézovací konzole;
- 2 – kontinuální frézky;
- 3 – volná skupina;
- 4 – kopírování a gravírování a frézování;
- 5 – vertikální nekonzole;
- 6 – podélné frézování,
- 7 – univerzální konzole,
- 8 – horizontální konzole,
- 9 – různé.
Vysvětlení frézky 6P12
Vezměme si například notaci stroj 6Р12. Jedná se o frézku (číslo 6), modernizovanou (písmeno P), vertikální frézku (číslo 1), velikost stroje č. 2 (číslo 2).
(Pozn. SM) V SSSR byla výroba konzolových frézek prováděna podle pět standardních velikostí: Ne. 0; číslo 1; číslo 2; číslo 3 a číslo 4, a pro každou standardní velikost byla vyrobena celá řada strojů – horizontální, univerzální a vertikální. Každý stroj stejné velikostní řady měl v kódu stejné označení shodné se standardním číslem velikosti a byl vybaven frézovacím stolem se stejnými rozměry pracovní plochy.
V tabulce 1 jsou uvedeny rozměry pracovní plochy stolu konzolových fréz v závislosti na standardní velikosti a také seznam zařízení vztahujících se k určité standardní velikosti.
| velikost | Modely strojů | Velikost stolu, mm |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6T10, 6T80, 6T80G, 6T80Ш | 200 800 x | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 1000 x |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6R82G, 6P82, 6Р82Ш; 6T12, 6T82, 6T82G, 6T82Ш | 320 1250 x |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6R83G, 6P13, 6P83; 6Р83Ш, 6T13, 6T83, 6T83G, 6T83Ш | 400 1600 x |
| 4 | 6М14П, 6М84, 6М84Г | 500 2000 x |
Jak je z tabulky patrné, rozměry pracovního stolu (délka a šířka) fréz spadajících do další standardní velikosti se zvětšují o stejnou hodnotu – koeficient 1,25.
V souladu s velikostí stolu, celkovými rozměry samotného stroje a jeho hlavních součástí (lůžko, stůl, skluzavka, konzola, kufr), výkonem elektromotoru a velikostí největšího pohybu (zdvihu) stroje. stůl v podélném směru, saně v příčném směru a konzola ve vertikálním směru.
Modely strojů stejné generace a standardní velikosti
Obráběcí stroje se dělí na podle stupně všestrannosti.
Univerzální stroje jsou určeny k provádění různých operací na různých součástech. Nazývají se stroje, na kterých je rozsah vykonávané práce obzvláště velký široce univerzální. Univerzální stroje se používají v kusové i malosériové výrobě.
Specializované stroje se používají pro zpracování dílů v hromadné výrobě, podobné konfigurace, ale různé velikosti. speciální stroje jsou určeny pro zpracování dílů jedné standardní velikosti a používají se především v hromadné výrobě. Modely speciálních a specializovaných strojů jsou označeny jedním nebo dvěma písmeny, ke kterým je přidáno sériové číslo modelu stroje.
V obráběcích strojích existují pět tříd přesnosti: Н, П, В, А и С.
К třída H patří mezi běžné přesné stroje (například 6P12).
Třída P– jedná se o stroje se zvýšenou přesností, které jsou zajištěny zkvalitněním výroby a montáže strojů běžné přesnosti (například 676P).
třída B — vysoce přesné stroje, kterých je dosaženo speciální konstrukcí jednotlivých součástí a vysokými požadavky na výrobu, montáž a seřízení stroje (například 6A75B).
Třída A – stroje obzvláště vysoké přesnosti, která je dosahována ještě vyššími požadavky na kvalitu strojní výroby než u třídy B.
Třída C. — zejména přesné stroje, nazývané též mistrovské stroje, jsou určeny pro výrobu dílů pro stroje třídy A a B. Požadované přesnosti je dosaženo díky vysoké přesnosti zpracování dílů z vysoce kvalitního materiálu.
Stroje tříd B, A, C jsou provozovány v místnostech se stálou teplotou a vlhkostí.
Podle celkových rozměrů a hmotnosti, které jsou z velké části určeny parametry těch částí, které je stroj určen ke zpracování, se stroje dělí na plic (do 1 t), Průměry (do 10 t) a těžký (nad 10 t). Ty se dělí na velké (10-30 tun), těžké (30-100 tun) a zvláště těžké – jedinečné (nad 100 tun)
















