Výroba mnoha kovových dílů zahrnuje vytváření různých otvorů v jejich těle – slepých nebo průchozích. K tomuto účelu se používá speciální mechanické zpracování zvané „vrtání“. Při jeho provádění se jako řezný nástroj používá vrták, pomocí kterého můžete dělat otvory různých hloubek a průměrů. V podmínkách průmyslové výroby je vrtný provoz regulován technologickou mapou. Odpovídající výkres musí zobrazovat provozní parametry otvoru, maximální dovolené odchylky a konstrukční vlastnosti (například přítomnost zkosení na obou nebo pouze jedné hraně, průměr je proměnný nebo má konstantní hodnotu po celé délce otvoru , atd.).
Obsah
- Postup vrtání
- Typy vrtáků
- Spirálové vrtačky
- Vrtáky s tvrdokovovými destičkami
- Středící vrtáky
- Pistolový vrták
- Jádrové vrtáky
Postup vrtání
Vrtání je technologická operace postupného postupného odstraňování vrstev základního materiálu (v našem případě kovu) pomocí řezného nástroje v kruhu požadovaného průměru.

Tento postup se provádí kombinací dvou typů pohybů – translačního a rotačního. Získání specifikovaných velikostí otvorů v obrobcích vyžaduje přísné dodržování následujících provozních parametrů:
rychlost pohybu ve vertikálním nebo horizontálním směru, která je určena vzájemnou polohou obrobku a vrtáku v prostoru;
rychlost rotačního pohybu řezného nástroje.
Často, aby se dosáhlo dané přesnosti, se provádí fáze předběžného vrtání. Obvykle se nazývá „návrh“. Tato operace se provádí se sníženou úrovní přesnosti. Poté se provede dokončovací zpracování. V této fázi se používají vysoce přesné jednotky a přípravky/nástroje pro kovové obrobky. K dispozici jsou následující možnosti vrtání: pomocí
specializované stroje na řezání nebo vrtání kovů;
ruční nářadí (mluvíme především o vrtačce).
Na kovoobráběcím soustruhu je vrták upevněn v prvku této jednotky zvaném „koník“ a obrobek, upnutý čelistmi sklíčidla, se otáčí. Ve vrtačce se otáčí vrták, rovněž upevněný ve sklíčidle. Mechanik jej plynule přivede na místo zpracování vyznačené na vnějším povrchu obrobku. Při vytvoření první metodou se výsledné otvory vyznačují vyšší přesností a mají méně drsné stěny.
Typy vrtáků
Dnes existuje mnoho typů tohoto řezného nástroje. Uvažujme pouze ty nejčastěji používané.
Spirálové vrtačky
Takové vrtáky jsou nejpoužívanější. Jejich výroba je standardizována ustanoveními GOST 10902-77. Tento dokument stanoví základní konstrukci spirálového vrtáku uvedeného níže.
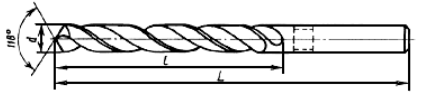
Rozsahy pro změnu parametrů uvedené na tomto výkresu vypadají takto:
celková délka (označení L): od 19,0 mm do 205,0 mm;
délka spirálové části (parametr l): minimálně 3,0 mm; maximálně 140 mm;
průměr: min 0,25 mm; max 20,0 mm;
Řezná rychlost spirálovým vrtákem se zvyšuje použitím tzv. dvojité ostření. Tato možnost také vede ke zvýšení trvanlivosti tohoto nástroje: při zpracování litiny 6krát a oceli třikrát, protože je usnadněna práce nejvíce zatíženého fragmentu řezných hran. Při práci s měkkými a zároveň houževnatými ocelmi se ale nedoporučuje používat dvojité ostření.
Vrtáky s tvrdokovovými destičkami
Spirálové vrtáky s tvrdokovovými vložkami připájenými na břitu prokazují vysokou účinnost při obrábění konstrukcí z masivního betonu, neřezaných cihel, odolného polymeru, neželezných slitin a litiny. Ale zřídka se používají k vytváření děr v ocelových výrobcích. To je způsobeno nutností zajistit vysokou tuhost pracovních součástí použitého zařízení. Nedodržení tohoto požadavku povede k vibracím, v důsledku čehož se karbidové desky odlamují a drolí.
Výrobci vrtáků tohoto typu se řídí ustanoveními GOST 5756-81. Podle jejích norem musí být tyto produkty vyráběny:
se zvýšenou přesností (třída A). Jejich účelem je vytvářet otvory se stupněm od 11 do 14;
s normální přesností (třída B). Pomocí takových vrtáků se vyrobí otvory o kvalitě 16 včetně.
Pouzdra těchto výrobků musí být vyrobena s tvrdostí 57HRC. 63HRC.
Středící vrtáky
Externě takový nástroj není podobný klasické verzi vrtačky. Zvláštností jeho konstrukce je zesílená válcová základna, jejíž průměr přesahuje hodnotu tohoto parametru pracovní části asi 2-3krát.

Rozsah použití středicích vrtáků odpovídá jejich názvu. Používají se při práci na kovoobráběcích zařízeních. Takové vrtáky se používají zejména k označení středů obrobků před jejich upevněním v upínači soustruhu. To znamená, že se zde neprovádí předběžné jádrové jádro. Díky tomuto technologickému řešení se výrazně urychluje proces výroby kovových výrobků ve velkovýrobě.
Výroba středicích vrtáků je regulována GOST 14952-75. Tento dokument stanoví dvě verze takového nástroje.
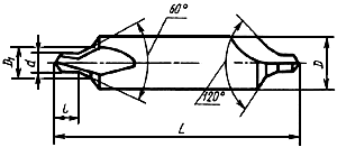
Nejoblíbenější možností je výkres, který je uveden níže. Parametry zobrazené na něm se mění v následujících rozsazích:
celková délka (označení L): od 33,5 mm do 128,0 mm;
délka pracovní části (parametr l): 1,5 mm. 14,2 mm;
průměr válcové části (D): min 4,0 mm; max 31,5 mm;
průměr vrtáku (d): minimálně 0,8 mm; maximálně 10,0 mm;
průměr kónické základny vrtáku: od 1,7 mm do 21,2 mm
Pistolový vrták
Pomocí pistolového vrtáku se vytvářejí slepé a průchozí otvory, které se vyznačují velkou hloubkou. Takové otvory jsou vytvořeny ve vřetenech, v různých hřídelích a v jiných konstrukčních prvcích významné délky.

Samotný vrták je klasifikován jako jednořezný nástroj.
Po cestě stojí za zmínku následující bod: vrtání je považováno za hluboké, když je hloubka vytvořené díry 5krát větší než její průměr. Při zahájení práce s pistolovou vrtačkou je třeba kontrolovat správnost jejího směru vzhledem k místu označenému pro budoucí hnízdo. K tomuto účelu se obvykle používá vodičová průchodka. Při použití pistolových vrtáků je možné vytvářet otvory o průměru (D) pohybujícím se v rozmezí 0,5 mm ≤ D≤ 100 mm.
Jádrové vrtáky
Tyto výrobky svým vzhledem připomínají kovové sklo s řeznými zuby na pracovní části, která je jejím koncem. Jiný název pro jádrový vrták je prstencová fréza. Výroba nástrojů tohoto typu je standardizována ustanoveními GOST 17013-71. Tento dokument stanoví jednu verzi takového produktu.
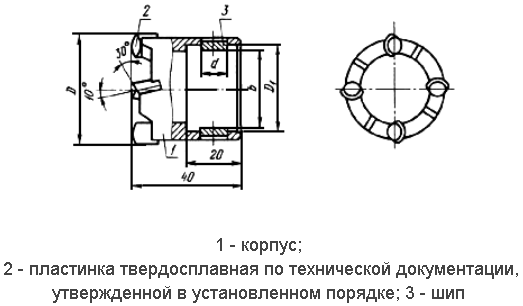
Číselné hodnoty parametrů uvedených na výkresu jsou obsaženy v tabulce. Jednotkou měření jsou milimetry.















