Nerezová ocel je jedním z nejobtížněji pájených materiálů. Pro kvalitní připojení je třeba zvolit správný typ pájky, správné vybavení a také provést sekvenční proces. Ve většině případů řemeslníci pro tento účel volí cínové pájky.
Vlastnosti
K pájení nerezové oceli lze použít pájku různého složení. Zvláštností je, že takový materiál musí obsahovat převážně cín. Měkká pájka tradičně patří do tříd PIC. Obsahuje převládající obsah cínu, který mu dodává tažnost a tažnost.
Toto složení umožňuje pájce proniknout do všech ošetřovaných oblastí, čímž se výrazně zlepšuje přilnavost.
Výhodou cínu je, že tento materiál je výborným dezoxidantem. Nevýhodou měkkých pájek je malá pevnost výsledného spoje. Pevná pájka obsahuje také dostatečné množství cínu. Pro tvrdost se do tohoto typu pájky přidává stříbro. Pájky s tímto složením jsou označeny PSr.
Práce s cínovou pájkou má mnoho výhod.
- Dostupnost použitých materiálů. Tuto pájku můžete zakoupit ve většině obchodů za nízkou cenu.
- Dobrá tavitelnost kompozice.
- Snadné pronikání materiálu do těžko přístupných míst. To je zajištěno dobrou tekutostí kompozice.
Existují i nevýhody, ale nejsou tak výrazné. Patří mezi ně: vysoká tekutost kompozice, nízká pevnost spoje (opět kvůli měkkosti pájky). Kromě toho by se pájené výrobky neměly zahřívat na teplotu, při které se pájka začíná tavit.
Pokud například připájete konvici a zapálíte ji, pak v určitém okamžiku může pájka jednoduše téct. V důsledku toho se v místě i nejkvalitnějšího švu vytvoří díra.
Také kvůli její vysoké tekutosti je obtížné opracovávat šikmé a svislé povrchy takovou pájkou.
Оборудование
Hlavním zařízením, které je třeba připravit pro práci, je páječka s výkonem nejméně 80, ale ne více než 100 wattů. Pokud je výkon páječky menší, zpracovávané povrchy se dostatečně nezahřejí. Pokud je zařízení výkonnější, budou se povrchy nadměrně zahřívat a pájka bude doslova téct.
Pokud dáváte přednost tvrdé pájce, budete muset dodatečně zásobit plynový hořák. Pro pájení nerezové oceli by bylo ideální složení cín-olovo. A jako tavidlo můžete použít buď chlorid zinečnatý, nebo pájecí kyselinu.
na Aby se zabránilo opětovnému vytvoření oxidového filmu, mělo by být tavidlo aplikováno bezprostředně před pájením. Je důležité si své pracoviště připravit předem. Děti a domácí mazlíčci nesmí být vpuštěni do místnosti, kde se bude pracovat.
Технология
Jak již bylo zmíněno, pájení nerezové oceli je pracný proces, který vyžaduje určité úsilí. Zatímco se páječka zahřívá, je nutné pečlivě připravit povrch, který má být ošetřen:
- očistěte brusným papírem (je důležité nepřehánět a nepoškozovat produkt, protože při intenzivních akcích se objevují viditelné škrábance);
- proveďte odmaštění speciálním roztokem, lakovým benzínem nebo acetonem;
- ošetřete povrch stávajícím složením tavidla.
V době, kdy jsou tyto postupy dokončeny, bude páječka již horká. To znamená, že můžete bezpečně přistoupit k procesu pájení. Pokud je pájka měkká, můžete povrch zahřát hrotem páječky. Pro tvrdou pájku je lepší použít plynový hořák. Zde je velmi důležité kontrolovat hladinu kyslíku, protože jeho přebytek může zkazit výsledek práce.
Je snadné určit: pokud plamen hořáku získal světle modrý odstín, pak je kyslík přítomen v přebytku.
Když se povrch zahřeje na teplotu, při které se pájka začne tavit, můžete proces zahájit. Při pravidelném nanášení pájky je důležité pečlivě projít každou plochu povrchu. Účelem těchto akcí je vytvořit co nejrovnoměrnější a co je nejdůležitější, vysoce kvalitní šev.
Doma musíte často pájet předměty pro domácnost. Je třeba si uvědomit, že i při provádění drobných prací je třeba se o pracoviště postarat. Neměl by být zaneřáděn cizími předměty. Pokud se z nějakého důvodu ukáže, že šev je nekvalitní, je lepší tuto oblast znovu vyčistit a odmastit a poté opakovat postup pájení.
Časté chyby
Začínající řemeslníci se ve své práci často dopouštějí chyb, které vedou k nekvalitnímu pájení. Mezi nejčastější chyby patří:
- Nekvalitní čištění. Pokud mistr během práce dostatečně nebrousí nebo tento okamžik promešká, materiál nepřilne k ošetřovanému povrchu.
- Nedostatečné odmaštění povrchu. Každá oblast musí být důkladně ošetřena roztokem.
- Nedostatečný ohřev dílů, díky kterému nedochází k dostatečnému pronikání pájky do všech oblastí ošetřovaného povrchu.
Chcete-li dosáhnout opravdu dobrých výsledků, musíte pravidelně čistit hrot páječky. Kvalitu výsledného spoje lze zkontrolovat uchopením šroubovákem nebo jiným podobným předmětem. Tímto způsobem nebude možné odloupnout spolehlivý šev.
Pokud byl celý proces proveden efektivně a za dodržení všech podmínek, bude šev pevný. Je velmi důležité odpovědně přistupovat k výběru pájky a kupovat ji pouze v důvěryhodných obchodech. Nekvalitní materiál dokáže zkazit výsledek i tomu nejzkušenějšímu řemeslníkovi.
Chcete-li se dozvědět, jak pájet kovy doma, podívejte se na následující video.

Pájení nerezové oceli je pohodlný a cenově dostupný způsob spojování kovů, který se používá pro drobné opravy v domácnosti, instalační práce a při upevňování dílů z různých slitin. Navzdory rozšířenosti materiálu málokdo ví, jak s ním správně pracovat doma nebo v dílně s použitím tvrdé nebo měkké pájky. Stojí za to mluvit podrobněji o tom, jak by mělo probíhat pájení nerezové oceli s mosazí, mědí a jinými neželeznými nebo železnými kovy.
Funkce procesu
Nerezová ocel je slitina železa a uhlíku obsahující speciální legovací složky pro zvýšení odolnosti materiálu proti korozi. Typicky se jako přísady používají kovy, jako je molybden, nikl a chrom. Vícesložková povaha kompozice vytváří hlavní potíže při práci s ní.
Pájení nerezové oceli je proces, při kterém se kov spojuje natavováním přísad na jeho povrch. Nejčastěji se používá obyčejná cínová nebo tvrdá stříbrná pájka, která je bezpečná i pro nádobí. Slitiny nerezové oceli se docela dobře hodí ke spojování s jinými kovy než s těmi, které obsahují hliník a hořčík.
Čím vyšší je objem legování niklem a chromem, tím jednodušší je pájení, ale takové výrobky jsou kontraindikovány pro dlouhodobé zahřívání na teploty nad 500 stupňů Celsia.
Navzdory tomu, že je nerezová ocel považována za obtížně zpracovatelný materiál, je vysoce ceněna pro své vynikající antikorozní vlastnosti. Nádobí na vaření, zdravotnické prostředky, interiérové předměty – to vše je široce používáno v každodenním životě. Pájení jako metoda opravy doma se v tomto případě používá poměrně často, provádí se pomocí páječky nebo plynového hořáku. V průmyslu probíhají tyto procesy v chráněné plynové atmosféře za použití čisté, nefalšované mědi.
Mezi zvláštnosti domácího pájení patří pečlivé mechanické zpracování. Někdy se používají speciální techniky k odstranění zátěže v oblasti, kde jsou části připojeny během provozu. V některých případech se pro zpevnění, zejména při práci s ocelí opracovanou za studena, provádí předběžné žíhání plynovým hořákem.
Obecně platí, že proces není obtížný, pokud pečlivě vybíráte spotřební materiál, dodržujete pokyny a berete v úvahu složení nerezové oceli.
Typy pájky
Všechny pájky, které lze použít k pájení nerezové oceli, se dělí do dvou velkých skupin: měkké a tvrdé. Některé z nich jsou vhodné pro potravinářské nádobí, protože neobsahují nebezpečné sloučeniny. Tato kategorie zahrnuje cínové pájky bez olova ve složení. Všechny ostatní produkty lze kombinovat se skladbami značky POS. Docela efektivně drží pohromadě díly z nerezové oceli pro technické účely.
Ocelové plechy, slitiny s mědí (mosaz, bronz, litina) a další rozdílné kovy se spojují pevnými vícesložkovými nebo stříbrnými pájkami. Toto je nejjednodušší řešení, které vám umožní získat pevné spojení mezi prvky. Pro lepší pochopení vlastností každé skupiny stojí za to věnovat pozornost populárním typům a značkám sloučenin.
Pájky z čistého cínu a cínu a olova mají určité výhody při pájení nerezové oceli. Měkké kovy mají nízký bod tání, který zabraňuje přehřátí slitiny. Proces přípravy na pájení zabere minimum času. Spojení je poměrně pevné, ale není vhodné pro výrazné mechanické zatížení.
Mezi univerzálními měkkými pájkami vynikají kompozice POS. Jsou rozšířené a přicházejí v různých formách a objemech. Následující možnosti jsou považovány za nejoblíbenější.
- POS-18. Kompozice obsahuje 18 % cínu, antimon do 2,5 % a další legovací přísady zahrnují vizmut, arsen a měď. Zbytek objemu zabírá olovo.
- POS-30. Zde podíl cínu dosahuje 30 %, antimonu – 1,5 %.
- POS-40. Podíl olova nepřesahuje 58 %, cín zaujímá asi 40 %, 2 % objemu tvoří antimon.
Čistý cín v tyčích nebo drátu se používá k pájení tam, kde je nutné zabránit kontaktu s olověnými spoji.
Pevný
Při vytváření spojů v kritických, zatížených oblastech, při upevňování plechů se stává použití tvrdých pájek efektivnějším řešením. Vyrábějí se ze směsi stříbra, zinku a mědi, v některých případech se jako přísady používá i palladium, kadmium, fosfor a nikl. Objemový podíl ušlechtilého kovu se zde pohybuje od 10 do 80 %, ale nejčastěji se používají možnosti s podílem od 25 do 45 %. Zahrnutí kadmia do kompozice je způsobeno především potřebou snížit teplotu, při které se může kov roztavit.
Mezi oblíbené značky takových pájek patří následující možnosti:
Je důležité si uvědomit, že číslo v označení odpovídá objemu stříbra ve složení. Čím vyšší je, tím nižší bude bod tání. Například pro PSR 10 je to 850 stupňů Celsia a pro PSR 72 je to pouze 779. Přítomnost fosforu ve složení umožňuje pájet poměděné nerezové oceli bez použití tavidel. Nikl a kadmium pomáhají zlepšit tekutost pájky.
Výběr tavidla
Nejjednodušší tavidlo pro pájení nerezové oceli je borax. Nanáší se ve formě pasty nebo prášku na spojované díly. Při zahřátí kovu se borax roztaví a zajistí odstranění oxidů, které brání kvalitnímu pájení. Při pájení v domácí dílně je zvykem používat tekuté směsi. Nanášejí se štětcem a rovnoměrně rozprostře.
Při vlastní přípravě obvykle používáte přípravky obsahující 50 % boraxu a stejné množství kyseliny borité. Komponenty se smíchají za sucha a zředí se vodou. Hotová tavidla jsou složitější ve svém složení. Borax zde zaujímá až 70 % objemu, zbytek tvoří kyselina boritá a fluorid vápenatý.
Při pájení čistým cínem je potřeba i speciální tavidlo. Pokud jde o pocínování nádobí, nejlepší složkou pro předúpravu je kyselina fosforečná. Je chemicky nezávadný a neovlivňuje bezpečnost materiálů, které přicházejí do styku s vodou nebo potravinami.
Jak a jaký je nejlepší způsob pájení?
Proces pájení nerezové oceli do značné míry závisí na správném výběru potřebného zařízení. Když děláte práci sami, měli byste se připravit:
- páječka s výkonem 80 W nebo více nebo plynový (propanový) hořák;
- tavidlo k odstranění stop oxidace;
- odmašťovací rozpouštědlo;
- brusiva na odizolování kovu (štětec, jehlový pilník, brusný papír);
- pájka na bázi cínu nebo stříbra;
- hadry nebo bavlněná tkanina;
- OOP.
Tato sada postačí k pájení nerezové oceli doma nebo v dílně. Při práci s masivními díly lze ohřev provádět výkonnější páječkou. Kromě toho můžete ve své práci kombinovat několik hořáků a použít nástroj s několika tryskami.
Páječka
Pro práci s nerezovou ocelí budete potřebovat páječku s tenkým nepálícím se hrotem. Měli byste také připravit PIC nebo cín v tyčích o tloušťce 2-4 mm. Zvažme postup.
- Očistěte povrch kovových částí. V závislosti na velikosti prvků lze použít brusný papír, pilník nebo úhlovou brusku s příslušnými kotouči. Je nutné odstranit všechny skvrny, stopy poškození a další případné vady.
- Proveďte odmaštění. Provádí se za použití organických rozpouštědel. Můžete použít aceton nebo lakový benzín.
- Naneste tavidlo. Je rovnoměrně rozprostřen v tekuté formě po povrchu nerezové oceli. Vrstva by měla být tenká. Tavidlo není potřeba, pokud je již obsaženo v pájce.
- Díly určené k pájení pocínujte. Kovové povrchy v oblasti spoje se zahřejí na teplotu tavení pájky, poté se na ně nanese pájka pomocí páječky. Zahřeje se, stane se tekutým a pokryje nerezovou ocel rovnoměrnou vrstvou.
- Proveďte pájení. Po pocínování je nerez zcela připraven k pájení cínem. Místo spoje stačí jednoduše zahřát a následně do něj nanést připravenou pájku. Je důležité, aby získal tekutost ne kontaktem s páječkou, ale teplem obrobku.
- Dokončit práci. Pájení se považuje za správně dokončené, pokud z pracovních mezer mezi obrobky začnou vyčnívat kapky roztaveného kovu.
Po dokončení práce je důležité nechat spoj vychladnout, aby šev získal pevnost. Nedoporučuje se pohybovat nebo testovat upevněné díly na prasknutí. Zbytky tavidla z nerezové oceli se odstraní omytím vodou. Přebytečnou pájku lze odstranit pomocí obráběcích nástrojů.
plynový hořák
Používání plynového hořáku doma vyžaduje dodržování bezpečnostních norem. Předpokladem pro pájení je použití nehořlavé stínící vrstvy na pracovní ploše. Může to být azbest a další materiály. Doma musíte zajistit důkladné větrání pájecího prostoru.
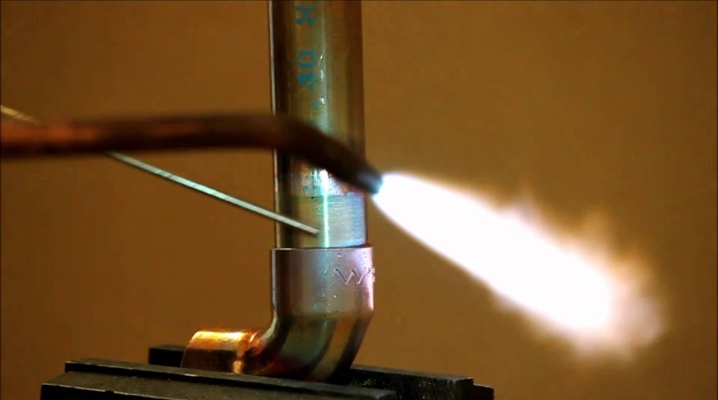
Musíte také vědět, jak správně zacházet s propanovým hořákem. V tomto případě je lepší použít vícesložkovou pájku, která nevyžaduje předchozí aplikaci tavidla. Nejprve se kov očistí a odmastí. Poté se zahřívá, dokud nezčervená. Důležité je kontrolovat barvu plamene – při nebezpečném přebytku kyslíku se plamen změní na světle modrý.
Obrobek z nerezové oceli se zahřeje, poté se tyč tvrdé pájky přivede na místo pájení. Je nutné vyloučit přímý kontakt plamene s touto oblastí. Zahřívání pokračuje tak dlouho, dokud pájka nezačne vycházet ze spojů v místě, kde se tvoří šev. Poté se pájení dokončí, spoj se ochladí a provede se kontrola závad.
Časté chyby
Proces pájení nerezové oceli může být ztížen chybami mistra provádějícího práci. Existuje řada běžných problémů, které lze identifikovat.
- Špatná kvalita čištění. Nerezová ocel, která je před pájením špatně ošetřena, způsobí, že se pájka jednoduše odkutálí z povrchu, aniž by na něm zůstala. Když se tento efekt objeví, musíte znovu provést mechanické ošetření a pečlivě odstranit stopy oxidace z kovu.
- Špatné odmašťování. Může také negativně ovlivnit, jak bude jakýkoli typ pájky přilnout.
- Špatné topení. Pokud nemohou být součásti dostatečně intenzivně zahřáté, pájecí směsi zůstanou v pevné formě, aniž by přešly do tekutého stavu. Situaci lze napravit zvýšením topného výkonu.
- Výběr páječky s hořlavým hrotem. Jeho povrch bude muset být vyčištěn – to bude narušovat nepřetržité zahřívání kovových obrobků.
- Volba kalafuny jako tavidla. Při práci s nerezem je zcela k ničemu.
- Použití pájky s vysokým obsahem olova. Je lepší dát přednost variantám s vyšším procentem cínu.
- Předčasná kontrola připojení. Šev, ve kterém tekutá pájka ještě nestihla ztuhnout, může ztratit pevnost. Pájení bude muset být provedeno znovu.
- Pájení rozdílných kovů bez předchozího pocínování. Bez dodatečného zpracování nebude možné kombinovat měď a nerez.
- Použití páječky při spojování dílů s velkou kontaktní plochou. Tavidlo zde oxiduje příliš rychle. Musíte použít plynový hořák, nejlépe s několika tryskami.
S přihlédnutím ke všem těmto bodům můžete pájecí práce na nerezové oceli provádět doma bez větších potíží.
Následující video vysvětluje, jak pájet nerezovou ocel.
















