Ať si člověk říká co chce, bez svařování se v zemi neobejde: buď připevněte polena u plotu, pak svařte bránu, nebo opravte vodovod. Ne všude a ne všichni jsou plastu nakloněni (i když plastové trubky lze také vyvařit). Osobně jsem kvůli navařování nových pantů na starou bránu musel na návštěvu vytáhnout kamaráda se svařováním. Seděli jsme samozřejmě dobře, ale stejně je lepší udělat si takovou drobnou práci sám. Kde začít, pokud se chcete naučit svařovat kov?

Už vás nebaví volat přátelům, aby dělali základní práci
Začněme výběrem svařovacího stroje
Bylo to první, co mě napadlo. Jaké zařízení a jakou masku si mám koupit, abych realizoval své nápady? A plány byly velkolepé – dlouho jsem chtěl vařit gril ze staré nádrže, stůl z kovového profilu a pár kovových stoliček. S těmito myšlenkami jsem zašel do OBI pro nějaký nesmysl a narazil jsem na výprodej kompaktních svařovacích strojů Wert. Přístroj doplněný o masku chameleona stál něco málo přes tři tisíce. Plánoval jsem utratit dva tisíce za masku a pět tisíc za svářečku. Proto jsem si za ty peníze bez váhání koupil stavebnici.
Jaké elektrody koupit?
Zavolal jsem kamarádovi, který uměl dobře vařit a poradil se. Doporučil koupit univerzální elektrody s rutilovým povlakem značky ANO. Pro začínajícího svářeče jsou dobré, protože se snadno zapalují a lze je vařit v jakékoli poloze. Při svařování těmito elektrodami kov méně rozstřikuje, struska snadno odchází, mohou pracovat se špatně vyčištěnými povrchy. Pro domácí svařování se doporučují elektrody o tloušťce 2-4 mm. Chystal jsem se svařovat tenký kov a koupil jsem pár balíčků elektrod o tloušťce 2,5 mm.
O bezpečnosti
- Práce by měla probíhat v ochranné masce a svářečských rukavicích. Při práci si masku nesundávejte!
- Noste nehořlavý oděv a obuv. Ideální je plátěná bunda a plachtové holínky.
- Svářečské práce se doporučuje provádět mimo dřevostavby. Vařil jsem gril na ulici 10 metrů od domu.
První zkušenost se svařováním
První věc, kterou jsem před prací udělal, byl svařovací stůl. Odešel k němu kus staré nábytkové desky, která dlouho žila na venkově. Dalo by se o něm napsat celý příběh. Štít byl instalován na silnou kládu před domem, aby se ke svářečce dostal 10metrový prodlužovací kabel. Polotovary byly upevněny svorkami.
Svářečku jsem připojil k zásuvce přes 10metrový prodlužovací kabel (2 kW). Ale myslím, že je lepší vzít prodlužovačku kratší a výkonnější. Abych byl upřímný, byl jsem příliš líný ho následovat do stodoly. Zemnící vodič a držák elektrody připojíme k přístroji. Druhý zemnící vodič připevníme k obrobku. Na zadní straně stroje je vypínač. Stlačíme a počkáme několik minut, než se zařízení zahřeje.
Jaký proud nastavit? Začínáme s hodnotou uvedenou na obalu s elektrodami. Knoflík pro nastavení proudu je umístěn na předním panelu svářečky. Nyní můžete zapálit oblouk.
Nabízí se rozumná otázka: kde spojit „plus“ a „mínus“? V zásadě můžete vařit s jakoukoli možností. Když ale spojíte „plus“ se svařovanými díly, kov se lépe zahřeje. V mém případě je při svařování tenkostěnného profilu lepší připojit “mínus” k obrobku a “plus” k elektrodě. Takže pravděpodobnost propálení obrobku bude menší.

Na takovém svařovacím stole se vařily první přířezy z kovového profilu. Kouzelnému kouzlu „držet vanu“ ještě nebylo rozumět. Autorova fotka
Očividně jsem moc necvičil, ale už mě svrběly ruce, abych se pokusil uvařit něco potřebného. Začal jsem se stolicí vyrobenou ze čtvercové trubky 25 mm x 25 mm s tloušťkou stěny 1,5 mm. Trochu jsem experimentoval s různými proudy. Při 80 A bylo potrubí snadno propáleno. Musel jsem se naučit vrtat díry. Snížil jsem proud na 70 A – bylo méně děr.

Zdálo se, že Apparatik drží oblouk. Bohužel jsem neměřil proud, který to vydávalo. Autorova fotka
Potěšila mě maska chameleona: sklo v ní ztmavne, když se objeví jiskra. Před pár lety jsem zkusil vařit ve staré masce. V tom jsem neviděl vůbec nic a opustil jsem tento případ.
Existovaly určité pochybnosti, že zařízení produkuje přesně nastavený proud. Oblouk se však zapálil a přístroj oblouk udržel. Když jsem svařil tři stoličky, začal jsem mít pocit, že získávám dovednost.

Taburety s kovovou základnou. Sedák je vyroben z 18mm překližky. Autorova fotka
Po třech stoličkách jsem se rozhoupal, abych svařil pánev ze starého válce – tady to nebylo moc umění: bylo nutné přivařit nohy k válci. Pak svařil ještě pár stoliček.

Nový gril ze starého, rezavého válce. Autorova fotka
Návod od prof
Při procesu svařování jsem se snažil dodržovat doporučení zkušeného svářeče Ivana. Podle mého názoru jsou velmi inteligentní.
Jak vložit elektrodu do držáku?
Pokud při svařování na stole upnete elektrodu do držáku pod úhlem 90°, začne se tavit. S krátkou elektrodou se rukojeť opře o stůl nebo obrobek a to vás donutí změnit úhel svařování.

Na krátké elektrodě začne pero překážet v držení úhlu. Fotografie z kanálu “100 ampérů”
Tomu se lze vyhnout upnutím elektrody do držáku pod úhlem 45°.

Elektroda je upnutá pod úhlem 45° – rukojeť již nepřekáží. Foto z kanálu “100 ampérů”
Zde klidně držíte elektrodu ve správném úhlu ke konci a rukojeť vám nebude překážet.
Jak vařit?
Elektroda musí být udržována v minimální vzdálenosti od obrobku. Svařujeme pod úhlem dozadu (k sobě), čímž se elektroda pohybuje jako had.

Pohybujeme elektrodou pomocí hada a snažíme se ji udržovat v minimální vzdálenosti. Fotografie z kanálu “100 ampérů”
Držíme elektrodu trochu v extrémních bodech a zahříváme kov.
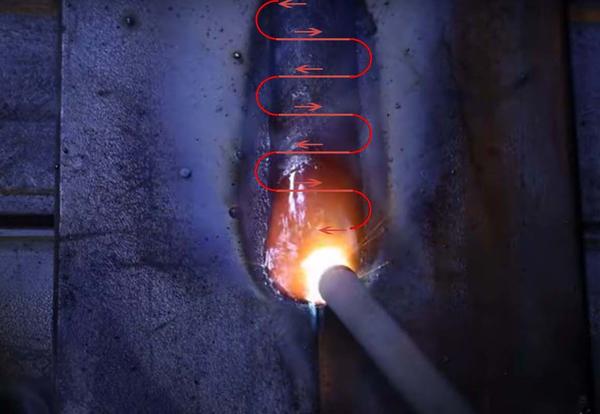
Schéma pohybu elektrody. Fotografie z kanálu “100 ampérů”
Doporučený úhel sklonu elektrody je 65°. Svah je nutné odjet struskou. V zásadě můžete vařit i pod úhlem 90°.
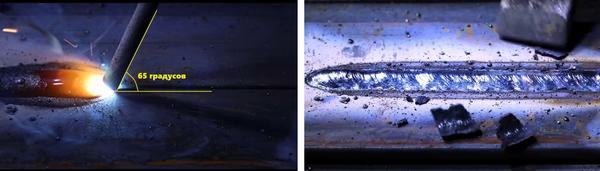
Elektrodu držíme se sklonem 65°. Šev je perfektní. Fotografie z kanálu “100 ampérů”
Vedení elektrody na dlouhém oblouku se nedoporučuje, mělo by být minimální. (Oblouk je vzdálenost mezi elektrodou a obrobky.)

Snažíme se dodržovat minimální vzdálenost. Fotografie z kanálu “100 ampérů”
Ideální je dodržet vzdálenost asi milimetr, ale zde vše samozřejmě závisí na ruce svářeče. V procesu svařování vzdálenost samozřejmě ubíhá: buď se zvětšuje, nebo zmenšuje. Dovednost svářeče spočívá v udržení elektrody stabilně v minimální vzdálenosti. Pokud zvětšíte vzdálenost například na 5 mm, oblouk se začne lámat a šev bude nerovnoměrný.
V zásadě je možné vést elektrodu pod úhlem dopředu, ale ještě obtížnější je dodržet minimální vzdálenost.
Pokud uděláte velmi ostrý úhel – umístěte elektrodu na 30 ° – pak oblouk zahřeje kov do menší hloubky a většina tepla půjde do samotného švu.

Při ostrém úhlu sklonu elektrody je kov svařen do menší hloubky. Fotografie z kanálu “100 ampérů”
Možnost svařování pod ostrým úhlem je velmi užitečná při svařování tenkostěnných dílů (například z profilové trubky o tloušťce stěny 1,5 mm).

Svařujeme tenkostěnnou trubku. Foto z kanálu “100 ampérů”
Při svařování pod ostrým úhlem je pravděpodobnost propálení potrubí mnohem menší. Tři elektrody – proud 65 ampér.

Výsledek je tam. Fotografie z kanálu “100 ampérů”
Vlastně tady triky končí, vše ostatní je věcí cviku. Abych udělal takový šev, musím dlouho trénovat. Ale realizoval jsem své nápady – a uvařil jsem gril ze starého válce a nový stůl do kuchyně a stoličky jsou v provozu rok. Proto směle říkám, že už umím svařovat profilovou trubku!
A je tu stížnost na provoz Wertova aparátu – už druhou sezónu odpadla hromadná svorka. Pročetl jsem recenze a zjistil jsem, že tuto vadu měl každý druhý uživatel. No, ne tak trapné.

Každý, kdo vezme do ruky elektrodu a chystá se podrobit kov, aby vytvořil nová mistrovská díla, by měl pochopit, co je přímá polarita a co znamená obrácená polarita při svařování s invertorem.
Jaká je polarita na svařovacím invertoru?
To je jedna z charakteristik svařovacího procesu, která ukazuje, kde je připojeno “plus” – k elektrodě nebo k produktu. Technicky je polarita závislá na možnosti připojení zemnícího kabelu a kabelu s držákem elektrody (nebo hořáku) ke svařovacímu zařízení. Zvolený způsob připojení přímo ovlivňuje proces svařování stejnosměrným proudem (DC). Je na stejnosměrný proud, protože střídavý proud (AC) není charakterizován jednou polaritou – dochází k neustálé změně polarity.
Proč měnit polaritu při svařování
Volba polarity ovlivňuje, jak bude svařovací oblouk vypadat a ve které oblasti dojde k největšímu zahřívání. Při přímé polaritě se povrch kovových polotovarů zahřeje silněji a při opačné polaritě elektroda.
První možnost se vyznačuje stabilním obloukem a je vynikající pro spojování dílů velké tloušťky (od 5 mm). A při obrácené polaritě se teplo soustředí na elektrodu, takže se taví rychleji. Skutečnost, že se samotné obrobky v tomto režimu méně zahřívají, umožňuje jeho použití pro práci s tenkostěnnými díly.
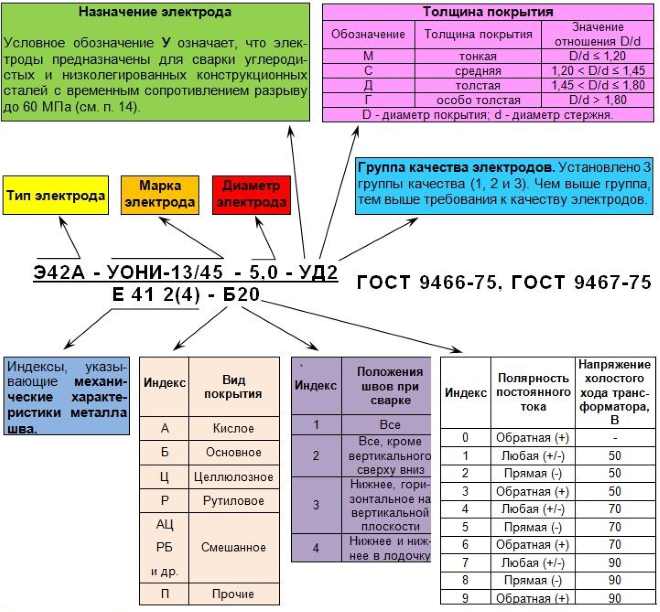
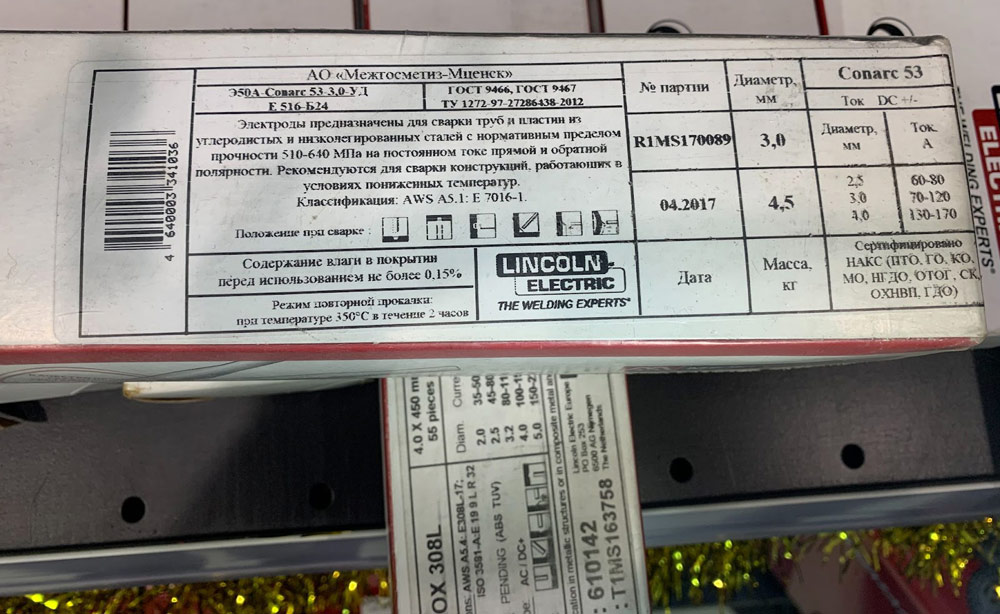
Užitečná rada pro ty, kteří stále pochybují o tom, jakou možnost připojení zařízení zvolit: věnujte pozornost označení na balení elektrod, se kterými musíte pracovat. Mimo jiné obsahuje doporučení pro výběr parametrů včetně typu proudu a polarity. Existují univerzální obalené elektrody, které lze použít na přímou a obrácenou polaritu, stejně jako na střídavý proud. Rutilové elektrody jsou obecně univerzální. A pro provoz na stejnosměrnou obrácenou polaritu se obvykle používají spotřební materiály se základním povlakem, ale existují výjimky.
Co se stane, když na svařovacím invertoru zvolíte špatnou polaritu?
Pokud nedodržíte doporučení pro volbu polarity uvedené na štítku, výsledek práce se bude lišit od toho, co deklaruje výrobce.
V tomto případě jsou možné následující důsledky:
- nedostatečná penetrace;
- nerovnoměrný tvar švu;
- silný rozstřik kovu;
- nestabilní hoření oblouku;
- je možný výskyt různých defektů (nedostatek roztavení, propálení, nestavení mezi válečky);
- nízký depoziční výkon.
Dopředná a obrácená polarita při svařování MMA
Každý svařovací stroj má dva standardní konektory pro připojení kabelů. Připojíme-li kabel s elektrodou do „mínusu“ a do zdířky „plus“ nainstalujeme kabel se zemnicí svorkou, zajistíme tak přímou polaritu. A pokud je naopak na produktu „mínus“ a na elektrodě „plus“, pak se polarita na svařovacím invertoru bude nazývat obrácená. Pro práci s metodou MMA lze použít oba režimy, podle toho, jaké díly se mají spojovat, z jakého materiálu jsou vyrobeny, jaký spotřební materiál použijeme a jakou metodu vařit.
TIG – Vlastnosti argonového obloukového svařování
DC TIG proces se provádí pouze s přímou polaritou nebo se střídavým proudem. A existuje pro to vysvětlení. Jak víte, wolframové elektrody se používají pro ruční argonové obloukové svařování. Navzdory tomu, že ke své výrobě používají žáruvzdorný kov, mohou se za provozu roztavit, pokud jsou zahřáté na bod tání. Abyste tomu zabránili, nenechte je přehřát. A jak si pamatujeme, s obrácenou polaritou je na elektrodu aplikováno „plus“, na kterém se uvolňuje více tepla. Z tohoto důvodu se u metody TIG nepoužívá obrácená polarita.
Druhou možností pro argon-obloukovou technologii je svařování střídavým proudem. Tato technika se používá ke spojování dílů vyrobených z hliníku a jeho slitin. Jedním z největších problémů tohoto kovu je potřeba očistit jeho povrch od oxidového filmu. Na přímou polaritu nedochází k destrukci oxidového filmu a nemůžeme použít obrácenou polaritu, protože dojde k destrukci wolframové elektrody v důsledku přehřátí. Jako kompromisní řešení používáme střídavý proud, ve kterém je přímá i obrácená polarita. Při přímé polaritě je dosaženo maximální hloubky průniku a při opačné polaritě je odstraněn oxidový film.
MIG/MAG. Vlastnosti poloautomatického svařování
Proces MIG/MAG se obvykle provádí proudem s obrácenou polaritou (např. pomocí svařovacího drátu Lincoln Electric SuperArc L-56). Jedinou výjimkou je poloautomatické svařování plněným drátem s vlastním stíněním (FCAW-SS) – tato metoda se provádí proudem o přímé polaritě. K tomu je vhodný plněný drát od výrobce Lincoln Electric: Pipeliner NR-208-XP a Innershield NR-207.
Výhody a nevýhody přímé a obrácené polarity
Na závěr ještě jednou stručně vyjmenujeme hlavní rozdíly, výhody a nevýhody.
- větší zahřívání obrobků;
- pronikání kovu větší tloušťky;
- používá se pro metodu TIG, protože wolframová elektroda se méně zahřívá;
- vhodné pro proces MIG/MAG s použitím plněného drátu.
- větší ohřev elektrody/drátu;
- vhodné pro spojování tenkých plechových dílů;
- menší průnik kovu;
- používá se pro ruční obloukové a poloautomatické svařování.
Za zmínku stojí, že pro RD se nejčastěji používá obrácená polarita, protože díky zrychlenému tavení elektrody je možné dosáhnout vyšší produktivity. Snížené riziko propálení svaru. Existují však také nevýhody: tato metoda se vyznačuje méně aktivním pronikáním kovu a také možností přehřátí elektrody.
Každý, kdo plánuje začít pracovat na obrábění kovů, by měl pochopit, co znamená obrácená polarita při svařování s invertorem a přímým, jaký režim připojení zvolit pro argonový oblouk a který pro poloautomatický přístroj. Když odborník ví, co ovlivňuje volba typu proudu a polarity, je schopen správně nakonfigurovat parametry a provádět úkoly, které před ním stojí, co nejpřesněji. Doufáme, že článek pomohl zjistit, jak připojit svařovací stroj, nyní můžete snadno najít plus a mínus. A stejně snadno určete, jak zvolit polaritu v závislosti na použité technologii.
















