
Hliník je jedním z nejoblíbenějších kovů v průmyslu a zároveň jedním z nejobtížněji svařitelných. Důvody obtížnosti svařování hliníku spočívají v jeho fyzikálních a chemických vlastnostech. Zvažme každý faktor zvlášť:
Vysoká tepelná vodivost. Vysoká tepelná vodivost znamená, že pro zahřátí kovu bude zapotřebí podstatně více energie oblouku, protože teplo se velmi rychle přenáší z více vyhřívaných zón do méně vyhřívaných zón a čím větší jsou rozměry svařovaného dílu, tím je tato vlastnost kritičtější, což v některých případech vede k nutnosti použití předehřevu při svařování.
Nízký bod tání. Tato vlastnost ve spojení s vysokou tepelnou vodivostí způsobuje, že se hliník velmi snadno přehřívá a pálí a také vede k netěsnosti svarové lázně.
Přítomnost oxidového filmu. Oxidový film vytvořený na povrchu hliníku má výrazně vyšší bod tání než samotný hliník a také nízkou tažnost, která v kombinaci s vysokým koeficientem tepelné roztažnosti hliníku může vést k prasklinám.
Nejběžnější hliníkové slitiny používané při svařování jsou:
AK 5, AD, AD1, AMts, AMtss, AMg, AMg3, AMg5V, AMg6, AB, AD31, ADZZ, AD35, M40, D12, VAD1, V92TS.
Obsah
- 2. Příprava povrchu hliníku a zařízení před svařováním
- 3. Příprava poloautomatického zařízení a jeho vybavení
- 4. Technika svařování hliníku
- 5. Způsoby svařování
2. Příprava povrchu hliníku a zařízení před svařováním
Než začnete svařovat hliník, musíte podniknout kroky k přípravě povrchu materiálu a seřízení svařovacího zařízení.
Pro přípravu hliníku pro svařování jsou hrany a tepelně ovlivněná zóna opracovány, aby se odstranil oxidový film. K čištění hliníkového povrchu a jeho odmaštění je nutné použití průmyslových rozpouštědel. To je velmi důležitá část přípravy, protože. V průběhu času je film oxidu hlinitého schopen akumulovat velké množství vlhkosti, a pokud není před svařováním odstraněn, pravděpodobnost tvorby pórů se několikrát zvyšuje, což nejvíce negativně ovlivňuje mechanické vlastnosti svaru.
Doporučuje se provést mechanické opracování hran škrabkou nebo kovovými kartáči dostatečné tuhosti, po kterém by měly být očištěné hrany znovu odmaštěny. Oxidový film se na povrchu hliníku vytvoří téměř okamžitě, ale vytvoření nejvíce žáruvzdorného filmu vyžaduje 1–2 hodiny.
 |  |
 |  |
V podmínkách poloautomatického svařování hliníku v prostředí inertních ochranných plynů dochází k odstraňování oxidického filmu také v důsledku elektrických procesů probíhajících na katodě (katodové naprašování).
3. Příprava poloautomatického zařízení a jeho vybavení
Poté, co připravíte hliníkový povrch pro svařování, musíte zkontrolovat, zda je poloautomatický svařovací stroj správně nakonfigurován a vybaven. Ke svařování hliníku je místo oxidu uhličitého pro ochranu plynu nutné použít inertní plyny jako argon (Ar), helium (He) nebo směs obou. Volba plynů a jejich podílů ve směsi ovlivňuje typ housenky a hloubku průniku (obr. 1).
 |  | 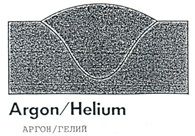 |
| Obrázek 1 | ||
Chcete-li připravit samotné poloautomatické zařízení, musíte zařízení nakonfigurovat a vyměnit řadu komponent:
– Připravte podávací mechanismus. V ideálním případě by podávací mechanismus měl mít 4 válečky s drážkou ve tvaru U bez zoubkování (obr. 2), aby nedocházelo k drcení drátu při podávání.
 |  |
| Obrázek 2 | |
– Kanál podávání drátu by měl být nahrazen teflonem (Obr. 3) pro snížení koeficientu tření a pro stabilnější podávání drátu je nutné přiblížit teflonový kanál k válcům. Pro stabilnější přívod proudu a delší životnost doporučujeme použít teflonový žlábek s krouceným koncem drátu, který se vkládá do hořáku (obr. 4).
 |  |
| Obrázek 3 | Obrázek 4 |
– Pro poloautomatické svařování hliníku se doporučuje použít hořák s délkou kabelu ne více než 3 m, ale pokud plánujete svařovat hliník delším kabelem nebo velmi tenkým a měkkým drátem, pak musíte použít hořáky jako Tlačit táhnout (obr. 5) popř SpoolGun (Obr. 6).
 |  |
| Obrázek 5 | Obrázek 6 |
– Kvůli vyššímu koeficient tepelné roztažnosti hliník, měli byste použít hrot pro přívod proudu s průměrem otvoru větším než je průměr drátu o 1 velikost (obr. 7).

Obrázek 7 (špatný výběr tipů)
Za zmínku také stojí přítomnost pulzní režimy v poloautomatickém stroji (jednoduchém a dvojitém) může výrazně zlepšit kvalitu výsledného spoje díky zlepšené tvorbě svarové lázně a také rozšiřuje počet prostorových poloh, ve kterých lze svařovat hliník. Přítomnost synergetiky v poloautomatickém stroji zjednodušuje výběr svařovacího režimu.
4. Technika svařování hliníku
Poloautomatické svařování hliníku vyžaduje nejen přípravu zařízení. ale i školení samotného svářeče, protože Technika svařování hliníku má řadu funkcí:

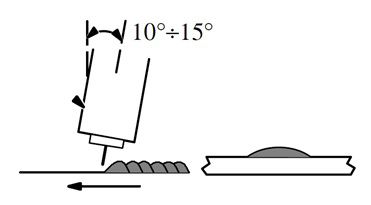
Svařování hliníku poloautomatickým strojem by mělo být prováděno pod úhlem dopředu 10 – 15 stupňů od normálu. Tím se zajistí potřebná plynová ochrana švu (obr. .
Při svařování svislých švů je pro lepší ochranu plynů vhodnější použít svařování do kopce.
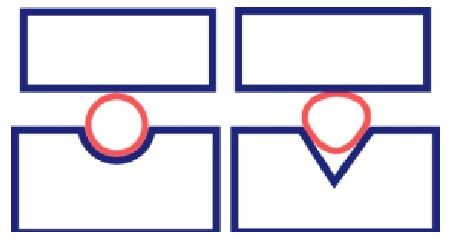
Je potřeba velmi pečlivě hlídat teplotní bilanci hliníku, při přehřátí čistého hliníku může dojít k úniku lázně, při přehřátí AMG může dojít ke ztvrdnutí svaru. Aby se zabránilo úniku švu, doporučuje se vytvořit drážku ve tvaru V na zadní straně dílu. Při nedostatečném přívodu tepla a nedostatečném čištění lze dosáhnout větší pórovitosti.
5. Způsoby svařování
Nezbytnou podmínkou kvalitního švu je také použití kapkového přenosu bez zkratů – proudového nebo pulzního. Proudy pro proudový přenos jsou uvedeny v tabulce 2.
















