Pilníky se vybírají v závislosti na velikosti přídavku ponechaného pro pilování dané přesnosti zpracování, velikosti a tvaru pilovaného povrchu. Obrobky a díly lze pilovat s různou mírou přesnosti. Při pilování povrchů obrobků a dílů bastardovými pilníky se dosahuje přesnosti 0,2 až 0,5 mm, u osobních pilníků – od 0,02 do 0,15 mm, u sametových pilníků – od 0,005 do 0,01 mm. Přídavky na pilování povrchů obrobků a dílů se také volí v závislosti na typu pilníku. Přípustné hodnoty pro zpracování povrchů obrobků a dílů se berou při pilování pilníky bastard od 0,5 do 1 mm, s osobními pilníky – od 0,1 do 0,3 mm, se sametovými pilníky – od 0,025 do 0,05 mm.
Velikost kovové vrstvy odstraněné pilníkem jedním pracovním zdvihem při pilování hogwoodovými pilníky se pohybuje od 0,08 do 0,15 mm, u osobních pilníků – od 0,02 do 0,08 mm, u sametových pilníků – od 0,025 do 0,05 mm.
Délka pilníku se volí v souladu s délkou pilovaného povrchu. Při pilování příliš dlouhým pilníkem je obtížné jej správně vyvážit a držet ve vodorovné poloze, což ztěžuje správné pilování povrchu obrobku nebo součásti. Příliš krátké pilníky jsou neproduktivní, protože mají kratší zdvih a při pilování je obtížné je stisknout rukama. Praxe vyvinula následující vztahy mezi délkou souboru a délkou zpracovávaného povrchu:
| Délka upravované plochy, mm | na 50 | 50-100 | více 100 |
| Délka pracovní části pilníku, mm | 160-250 | 250-315 | 315-400 |
Pro pilování obrobků a dílů z různých kovů se používají pilníky s různými zářezy. Obrobky a díly z litiny a měkké oceli se pilují hrubými plochými a plochými ostrými pilníky se zářezy č. 0 a 1. Pro malé tloušťky obrobků a dílů a při pilování oceli zvýšené tvrdosti se používají osobní pilníky se zářezem č. 2. Pro dokončovací pilování ocelových a litinových obrobků a Pro detaily se používají osobní pilníky se zářezem č. 2 a při zvýšených požadavcích na čistotu povrchu sametové pilníky se zářezy č. 3 a č. 4.
Obrobky a díly z mědi, mosazi a bronzu se pilují pilníky s ostřejšími zuby než při pilování obrobků a dílů z oceli a litiny. V případech, kdy je nutné pilovat mosazné a ocelové obrobky nebo díly stejným pilníkem, se nejprve pilují mosazné obrobky nebo díly a poté, když se pilník dostatečně otupí, se pilují ocelové obrobky nebo díly.
Pro pilování obrobků a dílů z hliníku a jeho slitin se používají speciální pilníky s velkými a hlubokými zářezy, které zajišťují vysokou produktivitu a dobrou čistotu opracovávaného povrchu.
Přířezy a díly z olova, babbittu a dalších měkkých kovů jsou pilovány osobními plochými pilníky s ostrým nosem s řezem č. 2. Olovo a babbitt jsou mnohem měkčí než měď a hliník, proto se pilují také speciálními pilníky s velmi ostré zuby a hluboké dutiny, zajišťující vysokou produktivitu a dobrou čistotu řezaných povrchů.
Každý typ pilníku je určen pro pilování povrchů určitého typu a velikosti.
Ploché a ploché špičaté pilníky se používají k pilování plochých a konvexních povrchů různých dílů ze železných a neželezných kovů a slitin, jakož i k řezání drážek a drážek.
Čtvercové pilníky jsou určeny pro pilování plochých a konvexních povrchů, čtvercových a obdélníkových otvorů, jakož i všech druhů drážek. Tažená špička čtvercového pilníku se také používá k řezání čtvercových otvorů. Pro řezání rohů v pravoúhlých otvorech a drážkách musí mít čtvercové pilníky ostré hrany.
Trojúhelníkové pilníky se používají především k pilování vnitřních ostrých rohů v drážkách různých dílů a k vyřezávání trojúhelníkových a vícehranných otvorů. Hrany trojúhelníkových pilníků musí být dostatečně ostré.
Kulaté pilníky se používají k řezání kulatých nebo oválných otvorů a konkávních ploch. Půlkruhové pilníky se používají pro pilování konkávních ploch půlkruhovou stranou a plochých ploch plochou stranou.
Diamantové pilníky se používají k pilování úzkých tvarovaných oblastí, zaoblení, štěrbin a drážek v dílech.
Pilníky na pily jsou určeny pro pilování vnitřních rohů, klínových drážek, úzkých drážek v trojúhelníkových, čtvercových a obdélníkových otvorech.
Pilník je velmi křehký nástroj a při neopatrné manipulaci se rychle znehodnotí. Jednou z hlavních podmínek při práci se souborem je správná péče o něj. Nejmenší hobliny (piliny), odříznuté zuby pilníku, uvíznou v prohlubních, v důsledku čehož pilník začne klouzat po zpracovávaném povrchu a přestane odstraňovat hobliny, jak se říká „nebere. “ Pro obnovení jeho funkčnosti je nutné odstranit všechny přilepené kovové částice, to znamená vyčistit zuby pilníku.
K čištění lomových pilníků s velkým zářezem použijte speciálně nabroušenou špachtli z měkkého železa, k čištění osobních a sametových pilníků pak tvrdé kartáče z ocelového drátu. Čištění se provádí pouze ve směru horního zářezu, protože jinak se zuby pilníku působením tvrdého drátěného kartáče otupí.
Pilník používaný k pilování měkkých kovů lze čistit měkkou mosaznou špachtlí. Mosazné pádlo je posunuto směrem k hornímu zářezu. Přitom lze snadno odstranit kousky kovových hoblin nalepených na povrchu prohlubní.
Při práci nepokládejte pilník na zaolejovaný pracovní stůl a nemanipulujte s jeho pracovní (zářezovou) částí špinavýma mastnýma rukama. Tím se pilník rychle zamastí a znesnadní se s ním práce. Mastné pilníky se čistí kouskem tvrdého dřevěného uhlí, kterým se pilník tře, aby se zcela zničily stopy oleje, a poté se čistí drátěným kartáčem.
Pilníky musí být vždy suché. Mokré pilníky snadno korodují a stávají se nepoužitelnými.
Spisy jsou drženy odděleně od sebe, uloženy ve speciální krabici se zásuvkami umístěné v zásuvce pracovního stolu mechanika. Při tomto způsobu uložení jsou spisy pracovníkovi vždy po ruce a zároveň chráněny před poškozením.
Pilník musí mít správný tvar, dobrý řez, být dobře vytvrzený a bez trhlin. Proto jsou soubory kontrolovány zvenčí a kontrolovány na zvuk. Při úderu o kovadlinu nebo jiný kovový předmět by měl dobrý pilník vydávat čistý zvuk. Rachotivý zvuk indikuje přítomnost prasklin.
Pilník by se neměl ohýbat, což se může stát při kalení. Jeho zuby by měly být ostré, svažující se k nosu pilníku a zářez by měl být hladký, bez mezer. Povrch pilníku musí být čistý a bez skvrn od rzi.
V závislosti na zpracovávaném materiálu používají výrobky jednu nebo druhou formu zářezu do pilníku. Při zpracování měkkých kovů, které mají relativně nízký řezný odpor, se používají pilníky s velkým jednořadým řezem. Například pro zpracování hliníku nebo mědi se používají pilníky se speciálním velkým zářezem, tzv. rašple. Pro zpracování více či méně tvrdých kovů (ocel a litina), které mají vysokou řeznou odolnost, se používají pilníky s dvojitým příčným řezem. Jejich řezání širokými zuby by bylo velmi obtížné. Navíc v závislosti na tvrdosti kovu se bere jiný úhel sklonu vrubu. Čím tvrdší kov, tím větší by měl být úhel sklonu spodního zářezu. Pro pilování tvrdého bronzu vezměte úhel sklonu zářezu rovný 85-90°, pro litinu 70-75°, pro tvrdou ocel 50-65°, pro měkkou ocel a železo 40-45°, pro hliník, mosaz a babbitt 30-35° .
Při těchto hodnotách úhlů sklonu pilník produkuje v každém případě nejvýhodnější velikost třísky. Naopak úhel sklonu horního zářezu by měl být větší při pilování měkčího kovu.
Takže například pro litinu, ocel, železo je úhel sklonu horního zářezu převzat z 55-80 ° a pro měkké kovy, jako je mosaz, babbitt, hliník, bude tento úhel sklonu roven 80-90°.
Podle tvaru obrobku se používají pilníky různých průřezů, například ploché (používá se pro pilování rovin), čtvercové (používá se pro pilování čtvercových otvorů), trojúhelníkové (používá se pro pilování vnitřních rohů), kulaté (používá se pro pilování zaoblené vybrání a otvory), půlkruhové (pro pilování konkávních ploch a zaoblení) atd.
8.3 Práce se souborem
Při pilování se soubor pohybuje tam a zpět po zpracovávaném povrchu, přičemž při pohybu vpřed tlačí více či méně pevně. Při zpětném zdvihu byste neměli pilník tlačit, protože zuby pilníku, jako pila na železo, jsou řezány pouze v jednom směru a pilník řeže pouze při pohybu vpřed. Současně byste během zpětného zdvihu neměli pilník vyjímat z produktu, stačí jej zcela volně vytáhnout; zároveň bude snadno klouzat po povrchu výrobku, aniž by z něj odstranil kov. Poloha těla by měla být rovná a otočená o 45° k pracovnímu stolu. Tato poloha je považována za nejlepší, protože s ní může pravá i levá ruka jednat bez dotyku těla. Vaše chodidla by měla být na šířku chodidla, přičemž levá noha obvykle vyčnívá dopředu.
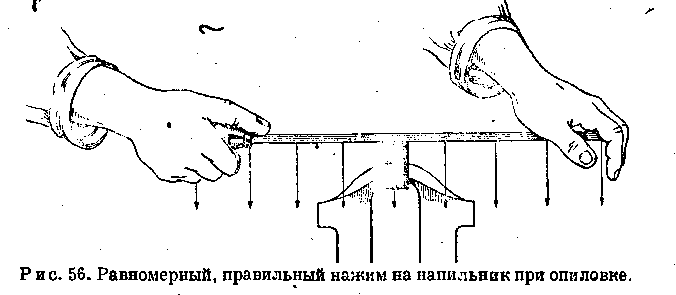
Obrázek 4 – Rovnoměrný, správný tlak na pilník při pilování
Jak je znázorněno na obrázku 73, pilník se během operace drží oběma rukama. Pravou rukou uchopte rukojeť pilníku tak, aby palec byl natažen shora podél osy pilníku a všechny ostatní prsty uchopily rukojeť zespodu. Konec rukojeti by měl spočívat na vaší dlani. Tato rukojeť poskytuje obě pracovní síly potřebné pro pilování. Vertikální tlak na pilník se provádí palcem a nastavuje se pomocí zbytku. Horizontální síly, kterými se pilník posouvá dopředu, jsou vynášeny dlaní ruky, která spočívá na konci rukojeti. Levá ruka je položena dlaní přes pilník a prsty zaujmou napůl ohnutý postoj. Každá pilovací pozice se skládá ze dvou částí: 1) pohyb vpřed (od pracovního pohybu), nazývaný pracovní pohyb, a 2) pohyb vzad, nazývaný pohyb naprázdno.

Obrázek 74 – Levou rukou pevně zatlačte na pilník
Pohyb souboru by měl být vodorovný. V tomto případě musíte stisknout oba konce souboru, přičemž je třeba vzít v úvahu jeho opěrný bod na zpracovávaném objektu. Když je opěrný bod uprostřed, tlak oběma rukama by měl být stejný, jak je znázorněno na obrázku 5.
Při pohybu vpřed by se měl postupně zvyšovat tlak pravé ruky a snižovat tlak levé ruky a naopak. Pokud tento tlak zůstane během práce nezměněn, bude pilník vychýlen jedním nebo druhým koncem dolů a na povrchu obrobku nebude výsledkem rovná rovina, ale zkosený (navršený) na okrajích (obrázky 74-75).
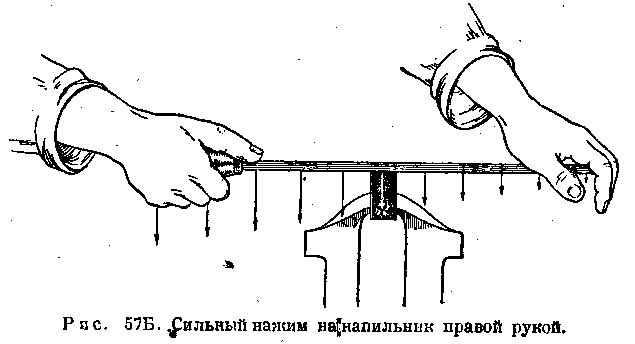
Obrázek 75 – Pravou rukou pevně zatlačte na pilník
To je hlavní obtíž práce se souborem.
Pro správné pilování je velmi důležité zvládnout rovnováhu, tedy správně zvýšit tlak pravé ruky při pracovním zdvihu a snížit tlak levé. Abyste byli zběhlí ve vyvažování souboru, musíte hodně cvičit. Na začátku tréninku musí být tato cvičení prováděna na speciálním zařízení. Jsou založeny na tom, že široká plochá tyč, dřevěná nebo kovová, se upne do svěráku a začátečník na ni piluje. Je známo, že čím větší je plocha pilovaného hoblíku, tím snazší je jeho správná práce, protože hoblík sám o sobě je dobrým vodítkem.
První cviky se proto vždy dělají tak, aby měl pilník dostatečný směr.
Přesnost při pilování spočívá ve schopnosti upravit přítlak v závislosti na zářezu a ve správném nastavení délky zdvihu v závislosti na velikosti a tvaru pilované plochy.
Pilování probíhá rychleji, pokud je rychlost pohybu nízká a tlak na pilník je vysoký.
S větší šířkou dílu postupuje práce jistěji, protože vyvážení s pilníkem je jednodušší. Se zvětšující se šířkou dílu se navíc lépe využívá pracovní plocha pilníku. Ale to je pozorováno pouze do 20 cm, což je způsobeno délkou pilníku. Větší šířka způsobí výrazné zmenšení rozpětí souboru.
Obvykle se na začátku pilování odstraní velká vrstva kovu velkým pilníkem s případně velkým zářezem. K tomuto účelu se používají garnižové pilníky o délce minimálně 300 mm. Takové pilování lze nazvat hrubým nebo hrubým; Je to přípravná operace a používá se proto, že pilník s velkým zářezem odstraňuje kov snadněji a snadněji. Pro snížení hloubky tahů na výrobku se při pilování obvykle mění směr pohybu pilníku vzhledem k výrobku. V tomto případě se tahy protínají a poskytují rovnoměrnější povrch. Tento proměnný směr pilování poskytuje větší přesnost pilování. Po hrubém pilování je nutné obrobek změřit a přesnost hrubého pilování se pohybuje mezi 0,1-0,2 mm. Poté, po hrubém zapilování, se provede jemné zapilování pomocí osobních pilníků. Toto zpracování dává výrobku konečné rozměry a tvar. Přesnost zpracování s osobními soubory může být zvýšena na 0,05-0,02 mm, tj. bude to poměrně vysoká přesnost, dostačující pro mnoho částí stroje, které se dostanou do vzájemného kontaktu. Kromě pilovacích rovin, se kterými se v praxi nejčastěji setkáváme, je nutné se vypořádat i s pilováním dutých a tvarových ploch, které se provádí podle stejných pravidel jako pilovací roviny. Všechny tyto pohledy jsou zobrazeny na obrázku 76.

Obrázek 76 – Příklady pilování tvarových ploch a rovin
Zvláště pozoruhodné jsou případy pilování tenkých a plochých výrobků. Takže například boční roviny pravítka, čtverce, posuvných měřítek, vrtoměru a dalších nástrojů jsou vyrobeny na rovnoměrně hoblovaném bloku dřeva o tloušťce 25-50 mm. Úzké okraje výrobku jsou k tomuto bloku připevněny tenkými hřebíky tak pevně, že se výrobek nemůže během pilování pohybovat. Poté se blok společně s výrobkem pevně upne do svěráku a výrobek se odřízne obvyklým způsobem. Vzhledem k tomu, že těsně přiléhá na špalek, nebude se při pilování prohýbat a zároveň je celkem snadné jej správně zapilovat, aby pasoval na pravítko. Výrobky z tenkého plechu se pohodlněji a rychleji pilují, pokud jsou spojeny (snýtovány) 3-5 kusů dohromady do jednoho balení.
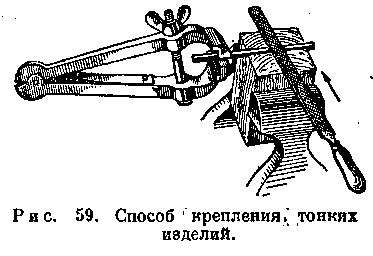
Pilování tenkých kulatých výrobků se provádí na dřevěných špalících s trojúhelníkovými výřezy, které jsou zajištěny ve velkém svěráku (obrázek 77).
Pokud je výrobek dlouhý, pak je obvykle držen v levé ruce; krátké výrobky se upínají do ručního svěráku.
Obrázek 77 – Způsob upevnění tenkých výrobků
Při pilování neupínejte výrobek do svěráku velkou silou. Při pevném upnutí můžete výrobek poškodit a navíc to způsobí uvolnění svěráku. Svěrák musí fungovat tak, aby při slabém tlaku šroubu nebylo možné výrobek vytáhnout z čelistí nebo ručně otočit nahoru a dolů. Svěrák je považován za špatný, pokud upíná obrobek na jedné straně. V takových případech musí mechanik mnohem tvrději upínat výrobky a často provádět přestavby. K ochraně před poškozením již zpracovaných povrchů se upínání do svěráku provádí pouze tehdy, jsou-li mezi čelistmi těsnění z materiálu, který je měkčí než obrobek.
















