Chcete-li získat pevný svar, který odpovídá normám GOST, potřebujete vhodnou přípravu kovu pro svařování. Vzhledem k tomu, že kvalita vyrobeného produktu závisí na stupni opracování kovu, lze přípravnou fázi nazvat důležitou součástí svařovacích prací.
Obsah
- Vlastnosti přípravné fáze před svařováním
- Úprava a řezání plechů
- Detaily odizolování
- Příprava hran před svářečskými pracemi
- ohýbání kovu
- Montáž produktu
- Tepelné zpracování kovů
- Strategie a tipy pro přípravu kovů pro optimální výsledky
- 1. Vytvořte plán
- 2. Řezání, lícování, srážení hran
- 3. Příprava a čištění povrchu
- 4. Zvolte optimální velikost zrna
- 5. Zvolte správný profil brusiva
- Tipy na přípravu svařování
Vlastnosti přípravné fáze před svařováním
Kov je v neustálé interakci se vzduchem, což vede k jeho oxidaci a tvorbě rzi. Na železných plechách se tvoří nečistoty, navíc samotný okraj plechu nemusí stačit. Všechny tyto nuance ovlivňují tvorbu defektů při svařování. Proto je třeba věnovat zvláštní pozornost správné přípravě surovin.
Přípravné svářečské práce zahrnují rovnání, čištění, značení, značení, řezání, ohřev, ohýbání za studena nebo za tepla a opracování hran. Každý z těchto postupů pomáhá zlepšit podmínky spojení a svařitelnosti. V tomto případě může být v konkrétním případě zapotřebí jiný soubor postupů, ale všechny se obecně týkají fáze přípravy kovu a jsou regulovány podle GOST 5264-80.
Úprava a řezání plechů
První fází přípravy kovu je rovnání. Lze jej vyrobit dvěma způsoby:
- automatické – pomocí plechových válečků. Metoda je vhodná pro rovnání úhlové oceli;
- ruční – pomocí šroubového lisu nebo perlíku. Kanály nebo I-paprsky můžete upravit ručně.
Po dokončení fáze úprav můžete začít se značením a basováním. Tyto akce jsou nezbytné pro určení obrysů řezu a tvaru vyráběného dílu. K nanášení značení se používá křída nebo kovové brusivo.
Proces řezání, v závislosti na cílech, může být prováděn buď automaticky, nebo ručně pomocí různých prostředků:
- mechanické řezání se používá hlavně pro rovné řezy a méně často pro vytváření zakřivených tvarů výrobku. To lze provést pomocí gilotiny nebo kovových nůžek. Pokud potřebujete provádět zakřivené řezy, použijte válečkové nůžky s kruhovými noži;
- Mezi automatické metody patří řezání pomocí svařování nebo brusky. Pro řezání tenkých plechů je vhodnější použít brusku, pro obzvláště pevné a silné plechy se dobře hodí svařování.
Detaily odizolování
Při přípravě kovu je třeba věnovat zvláštní pozornost fázi odizolování. Čištění se provádí podél okraje plechu. Začnou to poté, co výrobek dostane požadovaný tvar.
Čištění se provádí na základním i výplňovém materiálu. Pracovní plocha musí být odmaštěna, přebytečná vlhkost a všechny druhy nekovových předmětů, odstraněny vodní kámen a očištěny od rzi a jiných nečistot. V tomto případě je třeba věnovat zvláštní pozornost čištění okrajů svařovaných částí, podél kterých bude výrobek svařován. Okraje je třeba zpracovat na obou stranách ve vzdálenosti 20 cm od okraje dílu. Konce, úkosy a tupy jsou pečlivě propracovány.
DŮLEŽITÉ! „Před svařováním je nutné provést přípravu hrany. Pokud jsou díly sestaveny do sestavy, vývoj hran nebude přínosný.“
Existují následující typy odizolování:
- ručně pomocí kovových kartáčů, pilníků, brusného papíru a chemického ošetření;
- v poloautomatickém režimu pomocí brusky.

Čištění musí být prováděno se zvláštní opatrností, protože jakákoli drobná kontaminace může vést k tvorbě pórů a prasklin, vzniku napětí v kovu a kvalita spojů ztratí spolehlivost.
Příprava hran před svářečskými pracemi
Přípravné a svářečské práce nejsou kompletní bez kompetentní přípravy hran pro svařování. Aby byl šev co nejspolehlivější a nejčistší, po očištění musí mít okraj dílu správný geometrický tvar. Řezné hrany pro svařování zahrnují následující typy zpracování:
- Mezera. Průnik dílů ve spoji závisí na tom, jak pečlivě je vyroben.
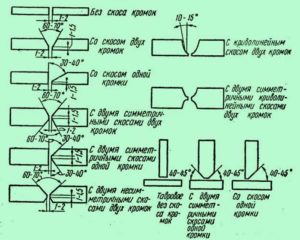
- Tupost. Montáž pro svařování zahrnuje otupení hrany součásti. Při svařování vložených dílů je zvláště důležité provést otupení. Faktem je, že pokud svaříte ostré hrany, povede to k vytvoření nestabilních struktur: části se často pohybují, tvoří se popáleniny, dochází k deformaci švů, vzniká dodatečné napětí a spojení jako celek je méně pevné. Hlavním pravidlem, které je třeba dodržovat, je, že míra tuposti nesmí být menší než 1 mm a větší než 3 mm. Vypočítává se na základě tloušťky části výrobku.
- Délka zkosení. Úkosy pomáhají vyhladit přechody mezi díly různé tloušťky. Pokud není správně zvolena délka úkosu, může dojít v hotové konstrukci k napětí. Podle tvaru řezu se rozlišují hrany s přímými jednostrannými, zakřivenými, přímými oboustrannými, přímými oboustrannými symetrickými, kombinovanými přímými oboustrannými, nebo kombinovanými (křivočarými a přímými) úkosy.
- Úhel řezu. Úhel okraje se seřízne, pokud je tloušťka plechu větší než 3 mm. Zanedbání řezu rohů povede k neproniknutí nebo přehřátí (vyhoření) kovových částí.
DŮLEŽITÉ! „Břity pod úhlem se provádí pouze v případě, že se pro svařování používají plechy o tloušťce větší než 3 mm. Pokud je tloušťka plechu větší než 20 mm, je nutné použít oboustranné ořezávání hran.“
Existují různé způsoby, jak připravit hrany pro svařování. Například pomocí frézek, podélných hoblovacích strojů a strojů na hoblování hran nebo pomocí kyslíkového plynového plamene. Menší práce lze provádět pneumatickým sekáčem. Zkosení hran pro svařování získáte pomocí soustruhu (pomáhá připravit hranu z konce trubky). Pokud je potřeba zpracovávat neželezné kovy nebo nerezovou ocel, používá se řezání plazmou.
Pokud není možné provést výše popsanou práci s hranami, pak je při provádění švu nutné zvýšit svařovací proud. V tomto případě se svařování provádí vrstva po vrstvě s malým průřezem. To vám umožní získat lepší strukturu a minimalizovat deformace a napětí v kovu.
ohýbání kovu
Ohýbání je další důležitou fází přípravných prací. Podstatou procesu je, že připravené surové kovy procházejí jednotkami pro ohýbání plechů. Pokud se ohýbání provádí po zpracování hran, můžete se uchýlit k ohýbání za studena. Při této metodě se díl ohýbá působením speciálního lisu. Ohýbání za studena má však určitá omezení:
- přísně definovaný úhel ohybu, jehož překročení povede k deformaci a vzniku trhlin;
- tloušťka ohýbaného plechu.
Aby ohýbali plech o velké tloušťce, uchýlili se k metodě ohýbání za tepla, protože při zahřátí se materiál stává měkčím a poddajnějším a na jeho ohýbání je potřeba méně úsilí.
DŮLEŽITÉ! “Pokud výrobek obsahuje velké otvory, je lepší je vyrobit po ohýbání.”
Montáž produktu
Po dokončení všech výše popsaných kroků můžete přistoupit k montáži produktu. Aby byly montážní a svařovací práce prováděny správně, je třeba vzít v úvahu řadu bodů:
- Svářeč musí mít volný přístup na pracoviště.
- Jednotlivé části výrobku musí být dobře zajištěny, zachovávající daný tvar a velikost. V případě potřeby se můžete uchýlit k bodovému upínání. To se provádí, pokud není možné bezpečně upevnit díl v požadované poloze. Uchopují díly pouze na začátku a na konci svaru.
- Aby se vyloučily možné posuny a deformace, měly by být jakékoli pohyby v prostoru během svařovacích prací omezeny na minimum.
- Pro získání vysoce kvalitního produktu, který splňuje zavedené normy a GOST, je nutné kontrolovat montáž v každé fázi.
- Sestavený výrobek by neměl bránit následné práci. Proto před zahájením práce musíte přemýšlet o rozměrech a umístění hotového výrobku.
Tepelné zpracování kovů
Pokud se při výrobě používají kovy se zvýšenou teplotní citlivostí, pak příprava a montáž dílů pro svařování musí nutně zahrnovat fázi ohřevu kovu. Navíc se jedná o druh kalení, díky kterému bude surovina odolnější vůči deformaci. Kov se zahřívá, nejčastěji pomocí plynového hořáku.
Zahřívání kovu lze také provést po svařování. V této fázi pomůže uvolnit napětí kovu, pokud vznikne v důsledku zvýšeného obsahu vodíku. Zahřívání umožňuje odpařování přebytečného plynu.
Výběr nezbytných přípravných a svářecích prací je do značné míry dán druhy vyráběných výrobků a také použitým materiálem. Bez ohledu na to, jaký způsob zpracování a spojování je zvolen, musí být proveden v přísném souladu se zavedenými normami. Pouze v tomto případě můžeme mluvit o kvalitě švů a výrobku jako celku.

Pro správnou přípravu na svařování je důležité mít plán, než začnete. V opačném případě se můžete snadno zcela ponořit do projektu, který se zdá jednoduchý, ale rychle zjistíte, že existuje mnoho faktorů, které mohou vést k nákladným nákladům, krokům navíc nebo přepracování.
Strategie a tipy pro přípravu kovů pro optimální výsledky
Když se připravujete na svařování, musíte z povrchu odstranit nečistoty nebo vodní kámen, aniž byste odstranili přebytečný materiál.
V každém případě je správná příprava kovu pro svařování klíčem k dosažení vysoce kvalitních výsledků, udržení konzistentní úrovně produktivity a minimalizaci nákladů, zejména nákladů spojených s přepracováním a prostoji.
Udržování co nejčistších svařovaných ploch výrazně zvyšuje šance na získání vysoce kvalitního a odolného svaru. Proto je pro optimalizaci celé svařovací operace důležité vybavit operátory nejlepšími postupy pro správnou a efektivní přípravu svařování.
V tomto článku poskytneme 5 tipů pro přípravu kovu pro svařování, abyste zajistili optimální výsledky.
1. Vytvořte plán
Pro správnou přípravu na svařování je důležité mít plán, než začnete. V opačném případě se můžete snadno zcela ponořit do projektu, který se zdá jednoduchý, ale rychle zjistíte, že existuje mnoho faktorů, které mohou vést k nákladným nákladům, krokům navíc nebo přepracování.
Při vytváření strategie přípravy na svařování zvažte tyto otázky:
- Co je potřeba pro proces svařování, který používám? Pokud provádíte svařování pod tavidlem (SMAW), můžete se často vyhnout kontaminaci povrchu materiálu, ale proces vyžaduje dodatečné čištění po svařování a mezi průchody. Obloukové svařování kovů (MIG/MAG) a svařování plynovým wolframovým obloukem (TIG) obvykle vyžadují více přípravy a čistší povrch pro vytvoření kvalitních svarů, ale také vyžadují menší úsilí na čištění po svařování.
- Jaký je nejlepší způsob přípravy materiálu, se kterým pracuji? Některé materiály, jako je ocel válcovaná za tepla, mají na povrchu těžké okuje, které je třeba před svařováním zcela odstranit. Tvrdší materiály, jako jsou slitiny INCONEL, vyžadují při přípravě na svařování vysoce výkonná brusiva, jako je keramika. Měkké a neželezné kovy, jako je hliník, mohou být náchylnější k tlaku na brusný kotouč, což způsobí jeho ucpání. V tomto případě částice základního materiálu ulpívají na brusném kotouči a je zapotřebí brusivo, aby se brusná plocha nezanášela opracovávaným materiálem.
- Jaké jsou požadavky na konečnou úpravu? Při výběru brusiva je důležité znát a rozumět požadavkům na zpracování.
2. Řezání, lícování, srážení hran
Jakmile je váš plán dokončen, druhým krokem při přípravě kovu pro svařování je často řezání materiálu, lícování a zkosení obrobků. Péče a příprava, kterou zpočátku věnujete řezání kovu, může značně snížit množství práce, kterou později vyžaduje odizolování.

K řezání lze použít mnoho nástrojů, včetně plazmové řezačky, nůžek, CNC řezacích strojů plazmou/laserem/vodním paprskem a ručních nástrojů, jako jsou řezací kotouče. Každý nástroj má své pro a proti.
Správná příprava kovu pro svařování je klíčem k dosažení vysoce kvalitních výsledků, udržení konzistentní úrovně produktivity a minimalizaci nákladů.
Tím, že počáteční řez bude co nejčistší, rovný a jednotný, usnadníte si kvalitní výsledky. Ruční řezání úhlovou bruskou je levné, přenosné a nevyžaduje tolik nastavování a údržby jako většina ostatních možností. Čisté, rovné řezy však vyžadují pořádnou dávku cviku a dovednosti.
Čistá, stejnoměrná mezera mezi dvěma svařovanými částmi vytvoří pevnější, konzistentnější svar s menším množstvím přídavného kovu, což sníží náklady a ušetří čas.
3. Příprava a čištění povrchu
Jakmile je materiál řezán a zkosen, je čas připravit povrch pro počáteční svařovací průchod (kořenový průchod). Odstranění okují, chemikálií, kontaminantů a povlaků z materiálu pomáhá zajistit správnou penetraci svaru a eliminovat nečistoty, poréznost a vměstky. Ujistěte se, že jste důkladně očistili pracovní plochu do vzdálenosti 2,5 cm od spoje na obou stranách.
Při čištění některých nerezových ocelí a jiných slitin funguje použití acetonu a drátěného kartáče lépe než brusný nástroj. Rez, pryž a práškové nátěry a barvy jsou dostatečně lehké, takže je lze účinněji vyčistit drátěným kartáčem.
Pokud čištění povrchu vyžaduje abrazivní nástroj, zvažte, co se snažíte odstranit. Pro přípravu na svařování začněte s méně hrubou variantou a zvyšujte agresivitu pouze podle potřeby. Pro těžší povlaky a okují je obvykle nejlepší volbou brusný kotouč nebo lamelový kotouč.
Při přípravě ke svařování se běžně používají lamelové kotouče, protože se snadno ovládají a můžete je současně brousit, čistit a srážet hran. Brusný kotouč je agresivnější a odolnější, což je užitečné při práci na zubatých nebo nerovných švech, jako jsou švy roztavené hořákem. Dávejte pozor, abyste nepřebrousili, protože můžete snadno odstranit příliš mnoho přebytečného materiálu.
4. Zvolte optimální velikost zrna
Obvyklá mylná představa je, že hrubší brusivo vždy udělá práci rychleji. I když je pravda, že hrubší, agresivnější brusivo odstraní materiál rychleji, není to vždy dobré.
Použití příliš hrubého brusiva může odstranit příliš mnoho materiálu nebo poškodit povrch. Odebrání příliš velkého množství materiálu může způsobit, že hotový díl bude mimo konečné specifikace a tolerance. Protože vzor zbývajících škrábanců je hrubší, může být při vizuální kontrole obtížnější vidět praskliny a nedokonalosti povrchu. Ačkoli nemůžete odstranit materiál tak rychle s jemnějším brusivem, je často produktivnější, může minimalizovat počet průchodů potřebných k dosažení požadovaného povrchu za kratší dobu a zabránit přepracování.

Vnější úhel brusného kotouče je nejagresivnější, takže čím strmější je vstupní úhel, tím je pravděpodobnější, že kotouč odebere více povrchového materiálu, než je potřeba, a zničí obrobek. Menší úhel broušení pomáhá zlepšit kontrolu a snížit riziko poškození materiálu.
Pro dosažení co nejpevnějších a nejkonzistentnějších svarů je vyžadována jednotná tloušťka materiálu a stěny. Pokud použijete brusivo, které je příliš agresivní, může povrch poškrábat nebo pořezat.
Tvrdý brusný kotouč obvykle odstraňuje vodní kámen s minimálním úsilím, ale také vyžaduje vyšší úroveň dovednosti, aby se zabránilo odstranění příliš velkého množství materiálu. Lamelové kotouče s hrubou zrnitostí (24 a 36) a brusné kotouče také zvládnou práci rychle, ale mohou se ucpat. To ztrácí drahocenný čas a zvyšuje únavu a frustraci operátora. Výsledky můžete výrazně zlepšit výběrem brusiva určeného k čištění materiálu a minimalizaci namáhání, použitím vrchního nátěru i zrna s otevřeným povlakem.
V závislosti na materiálu a jeho stavu může brusný kotouč se zrnitostí 60 poskytnout veškerou potřebnou agresivitu a nakonec práci zvládne rychleji než lamelový kotouč s hrubým zrnem. Kotouč se zrnitostí 60 zanechává lepší povrchovou úpravu a je méně pravděpodobné, že poškodí materiál, což vám umožní získat požadovaný povrch rychleji s menším počtem průchodů, bez zašpinění a s menší námahou. Kdykoli snížíte počet sekundárních operací, výrazně snížíte provozní náklady.
5. Zvolte správný profil brusiva
K dispozici máte několik brusných profilů, které vám mohou usnadnit nebo ztížit vaši práci.
Drátěná kola jsou mnohem odolnější vůči namáhání, ale neodstraňují podkladový materiál. Díky tomu jsou dobrou volbou pro odstraňování povrchových nečistot a povlaků bez ovlivnění podkladového kovu. Brusiva jsou určena pro řezání a odstraňování obecných kovů. Díky konstrukci brusiva se mezi zrny mohou hromadit těžké povlaky a obecný kov, což snižuje jejich řeznou schopnost.
Lamelový kotouč typu 27 (plochý profil) může poskytnout výrazně odlišný výsledek než typ 29 (kuželový profil). Nesprávný profil ve skutečnosti omezuje množství abraziva, které přichází do kontaktu s kovovým povrchem. Vyberte lamelové kotouče typu 27 pro nižší úhly broušení (5 až 10 stupňů) a pro aplikace s lehkým tlakem, jako je dokončovací práce. Při broušení pod většími úhly (15 až 30 stupňů) zvolte lamelový kotouč typu 29, který je typičtější pro agresivní úběr materiálu.
Drátěné kartáče také přicházejí v různých stylech a velikostech. Šířka drátu a typ uzlu jsou nejúčinnější. Možnosti zahrnují podélník, kabel a standardní twist.
- Strunový kartáč má uzly, které jsou velmi pevně stočeny do úzkého profilu. Tento kartáč je určen pro čištění těsných mezer a počátečních svarů na potrubí a víceprůchodových svarů. Běžně se také používají ve všeobecné výrobě
- Kabelový twist kartáč má uzel, který je zkroucený téměř celou cestu, s více drátem v uzlu, takže má extra šířku, tuhost a agresivitu. To může být výrazně efektivnější pro přípravu svaru, pokud nemusíte konkrétně jít do úzké 3mm mezery
- Standardní sestava otočného kartáče není zkroucená až na konec, což umožňuje, aby se špičky drátu načechraly pro lepší přizpůsobení. Tyto štětce jsou účinné na součásti s mnoha nedokonalostmi povrchu, textury nebo kontur. Nezkušení operátoři často dosáhnou nejúčinnějšího čištění se standardním točivým kartáčem, protože pokrývá širší oblast a snadněji se ovládá.
Tipy na přípravu svařování
Dodržování osvědčených postupů vám může pomoci optimalizovat výsledky přípravy svaru, čištění a broušení.
- Snižte úhel broušení: Při použití brusného kotouče snižte úhel broušení. To vám pomůže dosáhnout maximální kontroly a snížit riziko přeříznutí. Vnější úhel brusného kotouče je nejagresivnější, takže čím strmější je vstupní úhel, tím je pravděpodobnější, že kotouč odebere více povrchového materiálu, než je potřeba, a zničí obrobek. Menší úhel broušení pomáhá zlepšit kontrolu a snížit riziko poškození materiálu.
- Sledujte svůj krevní tlak. Pokud používáte drátěná kola, pamatujte, že pouze konce drátu mají fungovat. Příliš silný tlak může způsobit ohnutí drátu tak, že se konce již nedotýkají materiálu.
- Použijte sekvenční průchody. Vstupte do brusného průchodu tahem za nástroj, nikoli tlačením, abyste řídili agresivitu brusného kotouče. Broušte podle materiálu, použijte spíše hladké, rovnoměrné tahy než krátké, trhané tahy. To poskytuje efektivní výsledky s brusivy s povlakem (smirkový papír) a lepenými brusivy (brusné kotouče).
- Vyhněte se ručnímu broušení. Když k ovládání brusného kotouče používáte pouze ruce, vibrace kotouče mohou zatěžovat vaše zápěstí a předloktí. Místo toho použijte k pohybu a ovládání úhlové brusky velké svaly svého těla. Abyste minimalizovali únavu, pohybujte ve směru pohybu celým tělem, nejen pažemi.
Správné čištění a příprava materiálu je kritickým prvním krokem k výrobě vysoce kvalitních svarů. Pamatujte, že když se připravujete na svařování, chcete z povrchu odstranit nečistoty, nikoli přebytečný materiál. Výběr vhodného brusiva pro přípravu svaru a dodržování osvědčených postupů vám pomůže dosáhnout požadovaných výsledků.















