
Instalace vnitřních rozvodů teplé a studené vody z polypropylenových trubek je relevantní pro velké množství soukromých venkovských domů a společných bytů, během práce jsou části potrubí vzájemně spojeny pájením. Specialista, který instaluje trubky z polypropylenu, musí znát dobu ohřevu spojovaných dílů, obvykle návod ke svářečce obsahuje tabulku pro pájení polypropylenových trubek a teplotu ohřevu, při které má tento proces probíhat.
Kromě informací o časových a teplotních parametrech pájení je pro správnou práci zapotřebí vysoce kvalitní nástroj, studium technologie instalace s přihlédnutím k vlastnostem různých značek polypropylenových trubek. Instalatér bude také potřebovat znalosti nejen o časových intervalech ohřevu spojovaných dílů, ale také o době chlazení pájené sestavy, rozměrových parametrech zkosení a optimální hloubce zasunutí spojovaných prvků.
Rýže. 1 PP trubky a tvarovky pro polypropylenové trubky
Co jsou polypropylenové trubky, jejich odrůdy
Polypropylen (zkráceně PP nebo PPR) je termoplastický propylenový polymer, který mění své rozměrové parametry při různých teplotách, získaný svou polymerací v přítomnosti katalyzátorů obsahujících kov, jeho výrobní technologie je blízká procesu výroby nízkotlakého polyethylenu ( HDPE). Fyzikálně-chemické parametry výsledného polypropylenového materiálu závisí na chemickém složení použitého katalyzátoru.
[quote] Čistý polypropylen má formu bílého prášku nebo granulí, lze jej vyrobit chemicky stabilizovaný, v barevné formě. [/ citát]
Polypropylenové trubky se používají pro pokládku přívodů studené a teplé vody, topných sítí, potrubních kotlů, instalace stoupaček, pokládky kanalizací pro odvádění vysokoteplotních odpadních vod a agresivních chemikálií z průmyslových podniků.
Hlavní parametry polypropylenu, které ovlivňují rozsah jeho použití, jsou následující:

Rýže. 2 Rozměrové parametry PP trubek
Podle vnitřní struktury se PP trubky dělí na:
V současné době jsou jedním z nejoblíbenějších typů polypropylenových trubek dvouvrstvé výrobky s vnitřní vrstvou hliníku.
Výrobci dodávají na trh následující typy PP trubek:
PPH (РРН, РР-1) – homopolymer, což je čistý polymer s minimálním množstvím přísad upravujících jeho pevnostní charakteristiky, se používá při výrobě velkoprůměrových volně průtokových potrubí pro ventilační, vodovodní a drenážní systémy.
PPR (PPR, PPRC, PP-3, PP-random) je statický kopolymer, nejčastěji používaný při pokládce vodovodních a topných sítí v individuální bytové výstavbě, komunálních bytech, vyznačuje se vysokou tepelnou odolností a odolností proti rázovému zatížení .
RRW (PP-typ 2, PP-2) – blokomer se zvýšenými fyzikálními parametry, používaný ve vysokotlakých komunikacích topných systémů a zásobování vodou.
PP (polyfenylsulfid) je vysoce pevný polymer odolný proti opotřebení se zvýšenou odolností vůči fyzickému namáhání a vysokým teplotám. Používá se pro pokládku průmyslových a komunálních komunikací zásobování studenou a teplou vodou, vytápění, průměr potrubí může dosáhnout až 1200 mm.

Rýže. 3 Montáž vícevrstvých PP trubek vyztužených hliníkem
Tlakové a teplotní charakteristiky polypropylenových trubek mají inverzní vztah – čím vyšší je teplota pracovní tekutiny, tím nižší je práh pro maximální udržení tlaku, tento vztah ovlivňuje rozsah PP trubek.
Značení polypropylenových trubek označuje jejich tlakové charakteristiky, podle tohoto parametru jsou rozděleny do následujících skupin:
PN-10 – jmenovitý tlak 10 bar (10 atmosfér, 1 MPa), trubky se používají pro organizaci přívodu studené vody, zřídka pro instalaci podlahového vytápění s teplotou ohřevu chladicí kapaliny nejvýše 45 ° C.
PN-16 – potrubí určené pro pracovní tlak 16 bar se používá pro instalaci přívodu studené a teplé vody s maximální teplotou pracovní kapaliny + 60°C.
PN-20 – jsou provozovány při provozním tlaku 20 bar s nosnou teplotou 80 – 90 °C v systémech s ochranou proti vodnímu rázu.
PN-25 – výrobky s pracovním tlakem 25 barů se používají v tlakových topných systémech pro dopravu horké vody a páry o teplotách do 120°C.
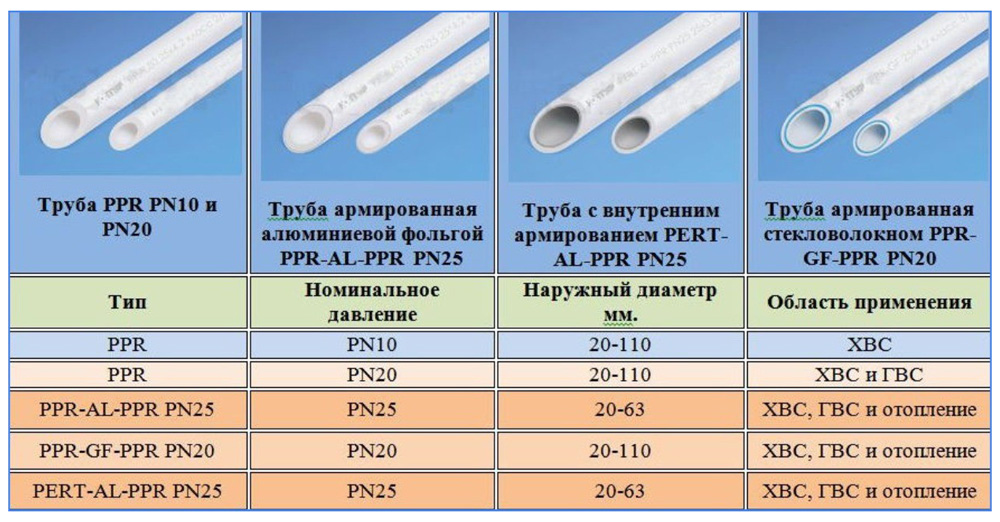
Rýže. 4 Typy PP trubek
Technologický postup svařování PP
Svařování polypropylenových trubek je založeno na schopnosti tohoto druhu plastu měknout při zahřátí na určitou teplotu a získat stav podobný měkké plastelíně. Při těsném kontaktu mezi dvěma roztavenými částmi dochází k procesu vzájemného pronikání (difúze) materiálů, jehož výsledkem je pevné spojení, které není v trvanlivosti horší než celistvá struktura.
Existují dva hlavní způsoby připojení polypropylenových trubek: tupo a spojka. V první možnosti se konce dílů současně zahřívají speciální kotoučovou páječkou, načež se spojují dohromady; tato technologie je široce používána při spojování trubek velkého průměru v průmyslové výstavbě.
Při použití ve stavebnictví pro pokládku vodovodních a topných sítí z polypropylenových trubek malých průměrů (do 63 mm) je metoda na tupo absolutně nevhodná z následujících důvodů:
Viz také: Kolektorový topný systém soukromého domu: hlavní komponenty, instalace, materiály
Technologie pájení s použitím spojek spočívá v použití přechodového dílu pro spojování trubek (segment klasické jednovrstvé PP trubky) s vnitřním průměrem odpovídajícím vnějšímu průměru spojovaných trubkových segmentů. Pro provádění práce se speciální páječkou se současně zahřívá vnější povrch trubky a vnitřní přechodové pouzdro, načež se díly rychle ručně spojí. Podobný postup s ohřevem objímky a vnějšího trubicového pláště se provede s druhým spojeným segmentem. Je zřejmé, že po vložení do spojky jsou konce obou trubkových úseků téměř spojeny bez konvexního švu, a pokud je použit adaptér s různými průměry, lze spojovat potrubí libovolné velikosti.
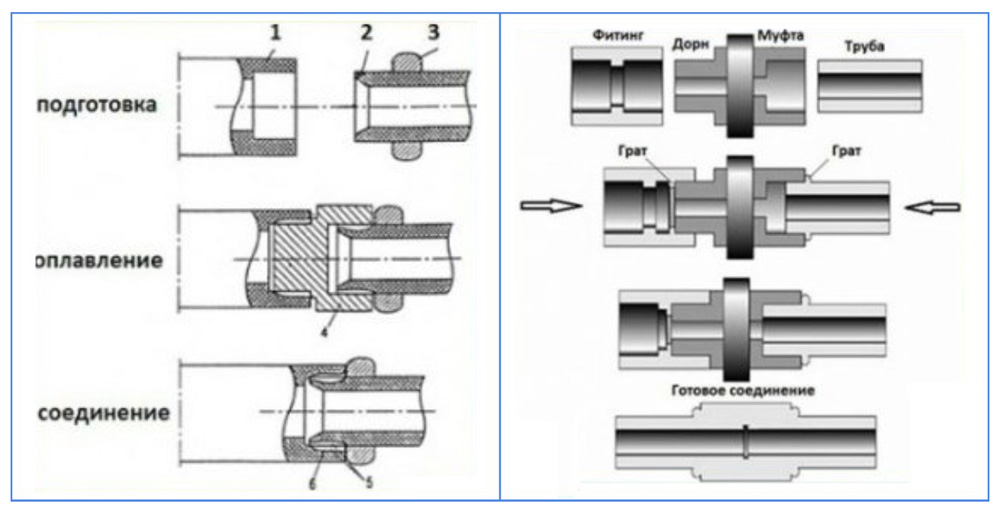
Rýže. 5 Pájení plastových trubek – technologický postup
Nástroj pro pájení polypropylenu
Obecně přijímaný technický název pro tento typ nástroje je svařovací stroj pro pájení polypropylenových trubek, montéři často nazývají zařízení svářečkou.
Konstrukčně se zařízení skládá z následujících jednotek a součástí:
topné těleso (TENA), vyrobený ve formě ploché desky s montážními otvory nebo tyče, ve standardním zařízení jsou dva topné články, druhý je připojen při pájení trubek velkých velikostí.
Pouzdra s rukojetí, na kterém jsou dvě tlačítka pro zapnutí topných těles, dva indikátory provozu (topná tělesa dosahují nastavené teploty) a regulátor se stupnicí (někdy je duplikována průměry potrubí) pro nastavení teplotního režimu, obvykle teploty páječka nepřesahuje 300 C. Při rozhodování, na jakou teplotu pájet plastové trubky, mohou zkušení specialisté díky termostatu měnit ohřev trubek v širokém rozsahu. Pokud například dojde k dokování s určitým zpožděním, díly se zahřejí nad standardních 260 °C při dodržení časových intervalů uvedených v návodu a poté se připájejí.
Sada trysek, používané pro pájení polypropylenových trubek, jejich standardní velikosti jsou 20, 25, 32, 40, 50, 63 mm, počet v konfiguraci se může lišit od 3 do 6 standardních velikostí.

Rýže. 6 Zařízení pro svařování polypropylenových trubek
Existují dvě provedení svařovacích strojů:
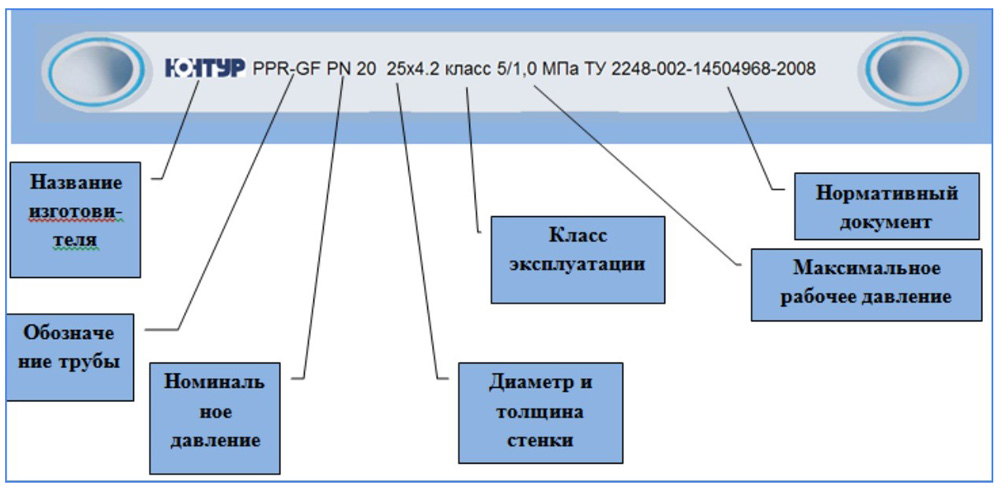
Rýže. 7 Označení PP trubek
Tabulka pájení polypropylenových trubek a jejich teplota ohřevu
Jedním z hlavních úkolů instalačního technika při provádění dokovacích prací je přesně vydržet dobu svařování polypropylenových trubek. Odchylka od časových intervalů v jednom nebo druhém směru zpravidla povede ke dvěma hlavním problémům:
Při provádění práce je jakýkoli instalátor užitečný v tabulce teplot pro pájení polypropylenových trubek, která uvádí dobu ohřevu skořepin pomocí pájecího zařízení. Potřeba stolu je způsobena tím, že trubky velkých průměrů mají vyšší ohřívaný povrch, hmotnost a objem, pro jejich ohřev je ve srovnání s malými výrobky na stejnou teplotu potřeba více času.
Při sestavování tabulky byla hlavním kritériem experimentálně stanovená optimální teplota svařování polypropylenových trubek rovna 260 °C.

Rýže. 8 Pájecí stůl pro polypropylenové trubky
Také v pokynech pro jakýkoli svařovací stroj je tabulka, která ukazuje čas pro pájení polypropylenových trubek v dokované poloze. Podobně jako doba ohřevu plášťů trubek, i doba držení spojovaných částí pohromadě se zvyšuje se zvětšováním jejich průměrů.
Při provádění pájecích prací je užitečné vědět, při jaké teplotě pájet plastové trubky, protože stav prostředí výrazně ovlivňuje rychlost ochlazování spojovaných dílů a pokud je vzduch příliš studený, tabulkové údaje naznačí nesprávné hodnoty. Při provádění instalačních prací je přípustná dolní hranice teploty -10 °C a za optimální teplotu prostředí se považuje vnitřní nebo venkovní teplota od 0 do +25 °C.
Posledním indikátorem, který je pro instalačního technika užitečné vědět při pájení plastových trubek, je hloubka ohřevu polypropylenových dílů. V zásadě se nastavuje objímkou a trnem odpovídající délky, takže při úplném ponoření spojených trubkových úseků do trysek budou automaticky dodrženy správné rozměrové parametry.
Pájení polypropylenových trubek – pokyny krok za krokem
Jednou z hlavních výhod spojování polypropylenových trubek pájením je rychlost instalačních prací, proces dokování a připravenost k další instalaci trubek nejběžnějšího průměru 25 mm netrvá déle než 15 sekund. Aby bylo možné provést práci bez zbytečných časových nákladů, jsou zodpovědně provedeny všechny přípravné operace a následně je potrubí namontováno, přičemž se přísně dodržuje technologický postup operací.

Rýže. 9 Nástroj používaný ke svařování PP trubek
1. Příprava nářadí a příslušenství
Před pájením polypropylenových trubek se připraví komponenty: trubkové segmenty, T-kusy, kolena, spojky, adaptéry z plastu na kov, uzavírací ventily ventilů.
K provedení práce budete potřebovat páječku a sadu trysek, jakož i pomocné nástroje, z nichž některé jsou součástí balení zařízení:
Viz také: Typy a sortiment ocelových vodovodních trubek
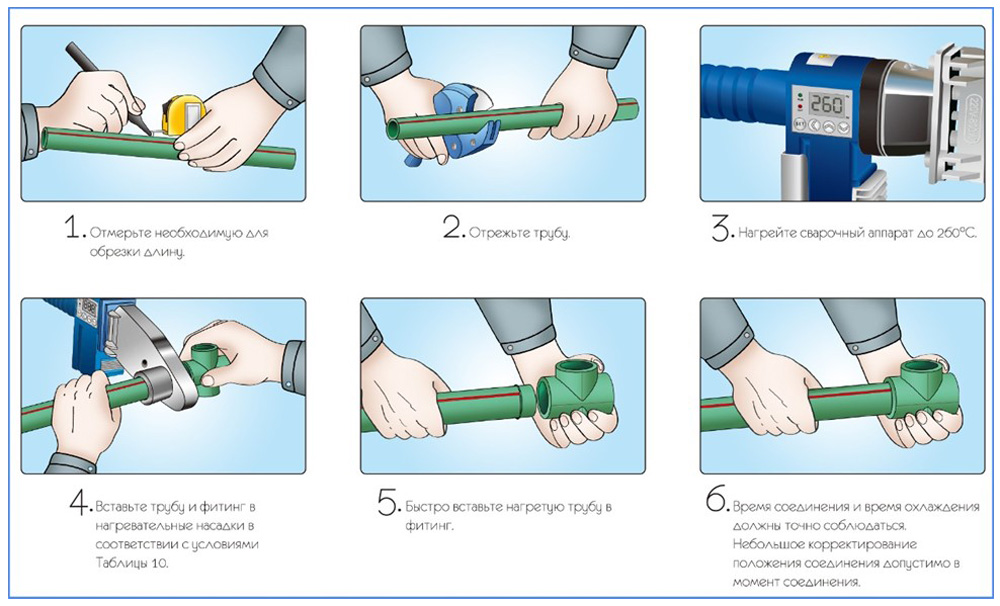
Rýže. 10 Hlavní fáze svařování PP
2. Značení a řezání
Pro usnadnění práce uvolňují prostor uprostřed místnosti a nastavují stůl do vhodné výšky, všechny prvky jsou rozmístěny po obvodu místnosti podle schématu, poté začnou sekvenční řezání s pájení. Pokud potrubí prochází po obvodu místnosti, pokládka začíná od koncové stěny – je pohodlnější provést instalaci. Práce se provádějí v následujícím pořadí:
V žádném případě nepoužívejte různé úkosovače a odizolovací nástroje při pájení nevyztužených trubek, jak se říká na mnoha místech, například pro usnadnění vstupu trubky do topné trysky páječky. Pokud je vrstva trubky odstraněna, pak když se části, které mají být svařeny, zahřejí a spojí, nebude dostatek roztaveného plastu k vytvoření správného spoje.

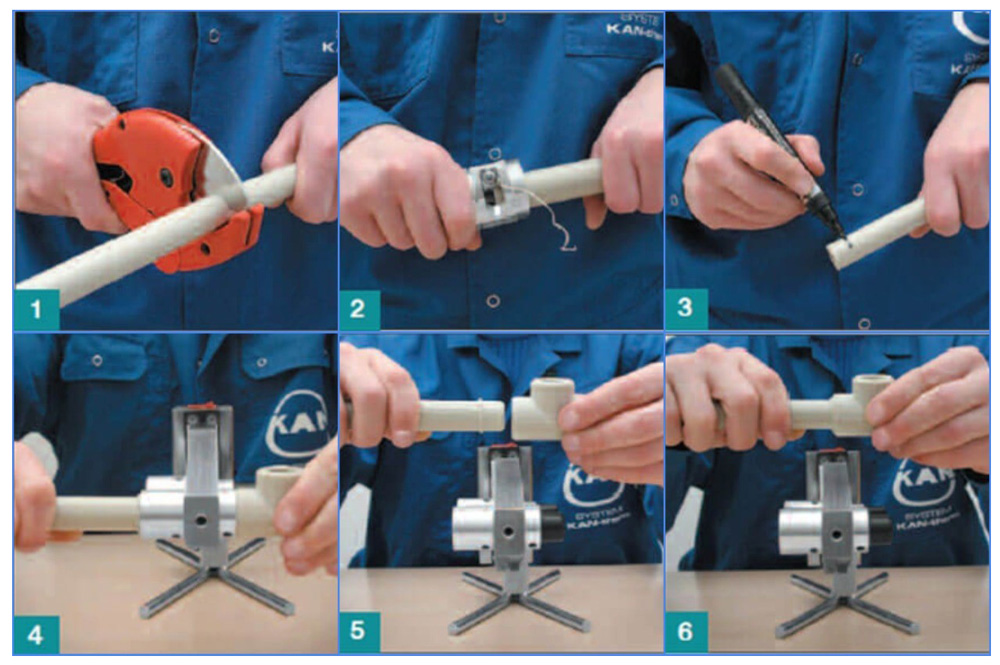
Rýže. 11 Pájení PP trubek – hlavní kroky
3. Pájení
Pro pájení polypropylenu se používají hlavně páječky s plochou žehličkou, práce se provádějí v následujícím pořadí:

Rýže. 12 Holicí strojky pro odstranění vnější výztuže PP trubek a příklad jejich použití
Nuance při pájení polypropylenových trubek
Pájení propylenových trubek vyžaduje určité dovednosti a zkušenosti, při provádění prací by nezkušení instalátoři měli vzít v úvahu některé nuance:
- Polypropylenové trubky vyztužené vnitřním hliníkovým pláštěm vyžadují o něco delší dobu ohřevu, což lze experimentálně zjistit provedením pokusů se spojováním zkratek.
- PP trubky vyztužené hliníkem umístěné pod tenkým vnějším pláštěm z polypropylenu vyžadují přípravu pro pájení, je nutné tuto hliníkovou vrstvu odstranit do hloubky spoje s tvarovkou, aby fólie nepřekážela při pájení. K tomu použijte speciální zařízení pro odizolování – holicí strojek, vyráběný v několika verzích: ruční a pro vrtačku. Pokud se musíte potýkat s montáží hliníkem vyztužených PP trubek ve velkých objemech, je lepší pořídit trysku na vrtačku (šroubovák) – odstranění hliníkové vrstvy při jejím použití je rychlejší a kvalitnější než u perforátoru Modelka.
- Pokud je hliníková výztuž umístěna uprostřed mezi vnitřní a vnější stěnou trubky, obvykle zkušení svářeči trubku nečistí. Pokud však zkušenosti nestačí, pak se doporučuje použít odizolování pro vnitřní vyztužení – trimry. Jejich provedení se od výše zmíněných strojků liší přítomností nože, který řeže fólii zevnitř od konce trubky.
Rýže. 13 Sled pájení PP-trubek vyztužených shora fólií
Instalatéři s malými zkušenostmi při provádění prací často dělají následující chyby:

Rýže. 14 Jak nesvařovat polypropylenové trubky
Při provádění prací na instalaci polypropylenového potrubí je jedním z hlavních kritérií kvality přesný čas a teplota pájení, první parametr je nastaven tabulkovými údaji v pokynech pro svařovací zařízení. Optimální teplota při svařování polypropylenových trubek se předpokládá 260 ° C, s přihlédnutím k těmto teplotním parametrům, tabulky určují, kolik sekund je nutné ponechat díly v topných objímkách, a také minimální dobu pro jejich ochlazení po spojování.
















