
Hliník je lehký a levný kov široce používaný ve výrobě. Používá se v lehkém a potravinářském průmyslu a také ve strojírenství. S takovou oblibou souvisí i fakt, že odlévání dílů z tohoto kovu je poměrně jednoduché. Ale svařování hliníku poloautomatickým zařízením nebo v argonovém prostředí není snadný úkol. Zde musíte znát určité nuance, které vám pomohou vyrovnat se s prací. Dnes si o nich povíme.
Jaká je obtížnost poloautomatického svařování hliníku?
Ne každý stroj pro poloautomatické svařování může být použit pro práci s hliníkem. Tento kov je při zpracování poněkud rozmarný, takže je možné se s ním vyrovnat, pouze pokud máte specifické znalosti. Takže na povrchu všech polotovarů je oxidový film, který má poměrně vysoký bod tání v oblasti 2000 stupňů. Samotný kov pod ním se začíná tavit již při teplotě 600 stupňů. Tato nekonzistence způsobuje mnoho problémů:
- Tekutý kov stříká.
- Oblouk je prakticky neovladatelný.
- Počet defektů, jako jsou podřezání a popáleniny, se zvyšuje.
Snížení proudu zajistí, že se fólie během procesu svařování nezničí. Výsledkem je nespolehlivý šev se špatnou těsností. Abyste se tomuto problému vyhnuli, můžete si koupit poloautomatický svařovací stroj pro svařování hliníku se speciálním režimem, ve kterém se automaticky změní počet ampérů. Tito. při vysokém proudu dojde k odstranění fólie a při nižším proudu dojde ke svařování kovu. Tento režim se nazývá impulzní režim. V pokynech k přístrojům může být označen jako Pulzní.

Jak připravit hliník pro poloautomatické svařování v argonu?
Pokud stroj vybraný pro práci nepodporuje režim pulzního svařování, bude nutné obrobky předem zpracovat. To se provádí za účelem odstranění oxidového filmu. Nejčastěji se pro tyto účely používá speciální kovový kartáč nebo bruska s čisticím kotoučem. Je důležité si uvědomit, že pokud je součást tloušťka větší než 5 mm, bude vyžadováno řezání hrany ve tvaru V pod úhlem 45 stupňů. Výrobky je lepší svařovat ihned po zpracování, protože. během jedné až dvou hodin se na povrchu objeví nový film.
Pokud svařujete díly do tloušťky 3 mm, budete se muset postarat o přítomnost substrátu. Pro tyto účely se často používají měděné desky. Pokud není podklad, výrazně se zvyšuje riziko popálení a přilepení k podkladu.
Než začnete svařovat hliník poloautomatickým zařízením, doporučuje se díly dobře zahřát. Tím se sníží pravděpodobnost deformace dílů během procesu svařování. Pro vytápění se používají speciální pece nebo hořáky.
Jaký poloautomatický stroj zvolit pro svařování hliníku?
Pokud vezmeme v úvahu všechny vlastnosti hliníku, pak můžeme pochopit, že zařízení pro jeho svařování by mělo být vybráno s velkou péčí. Při výběru měniče proto zvažte následující body:
- Přítomnost pulzního režimu. Jeho pohodlnost a nepostradatelnost již byla zmíněna dříve. Jednoduchou alternativou k takovému zařízení může být zařízení, které pracuje na stejnosměrný a střídavý proud AC / DC. V tomto případě se změna polarity provede automaticky, oxid se zničí a kapičky se rychle přenesou z aditiva v okamžiku, kdy je na elektrodě maximální teplota.
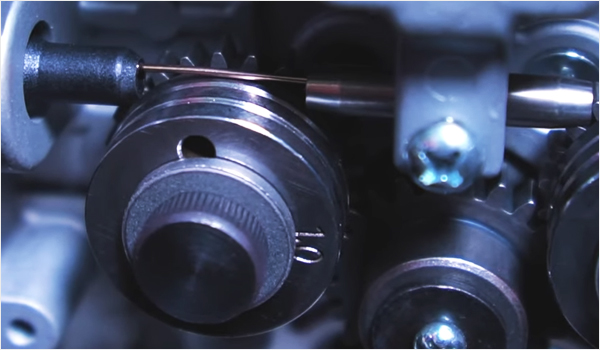
- Přítomnost 4 válečků v podavači. Podmínka je volitelná, ale nebude nadbytečná. Takový počet vodítek zajistí co nejplynulejší přísun materiálu na místo svařování. Dbejte na to, aby drážka na nich byla ve tvaru U a bez zářezů na povrchu.
- Vstupní napětí závisí přímo na podmínkách, ve kterých bude zařízení používáno. Do garáže si můžete pořídit poloautomat na svařování hliníku na 220 V, ale pro výrobu je vhodný pouze model na 380 V.
- Maximální proud. Volba se provádí na základě toho, jaké obrobky se mají vařit. Pro tloušťky do 5 mm stačí 200 A. Ale pro silnostěnné díly – 300 A nebo více.
- typ chlazení. Pro provoz při malých proudech bude stačit vzduch. Pokud plánujete vařit při 300-400 A, budete potřebovat vodou chlazený hořák.
Jaké spotřební materiály jsou potřeba pro poloautomatické svařování hliníku

Pro úspěšnou práci si budete muset vybrat nejen svařovací stroj, ale také příslušenství a materiály. Nejprve budete potřebovat drát. Našim zákazníkům nabízíme aditivum dvou jakostí: 4043 a 5356. O jejich vlastnostech jsme již psali zde.
K podávání hliníkového drátu se používají speciální teflonové kanály. Jejich vnitřní povrch je hladší než jejich ocelové protějšky, takže přísada neulpívá ani se nezasekává.
Dříve si odborníci pro práci s hliníkem vybírali hroty se zvětšenou velikostí otvoru. Tito. pro drát 1 mm byl odebrán hrot 1,2 mm. Nyní tato potřeba zcela zmizela, protože. prodával speciální spotřební materiál na hliník.
Jak nastavit poloautomat pro svařování hliníku
Proces výběru nastavení pro poloautomatický svařovací stroj je extrémně jednoduchý. U zařízení s impulsem by měl být základní proud asi o 40 % nižší než impuls. U střídačů se synergickým řízením stačí nastavit typ kovu, tloušťku drátu a typ plynu, o zbytek se postará zařízení.
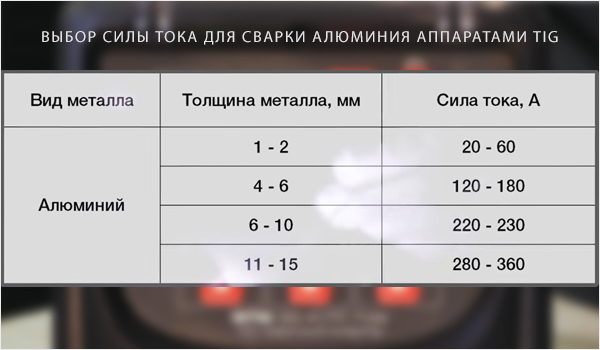
Pokud váš stroj nepodporuje funkce Synergy, můžete použít následující tabulku:
tloušťka kovu,
Průměr drátu,
Technologie poloautomatického svařování hliníku

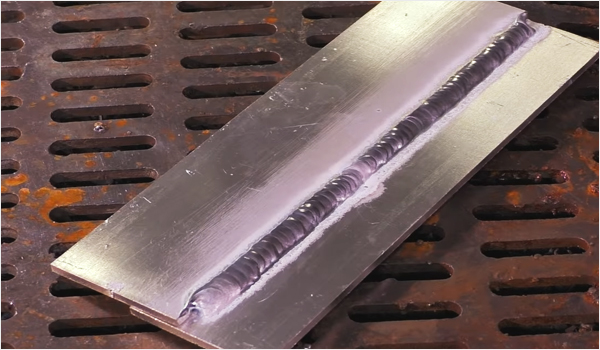
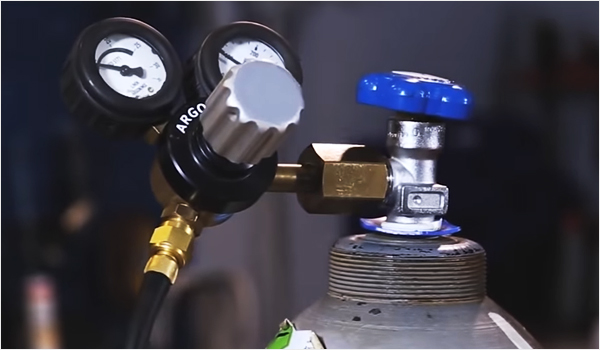
Ke svařování hliníkových polotovarů svařovacím poloautomatickým strojem potřebujeme speciální drát a plynovou láhev. Hlavním nástrojem svářeče v procesu práce je hořák MIG, přes který je přiváděn přídavný materiál. Protože v roztaveném stavu je hliník dosti tekutý, svařování se nejlépe provádí ve spodní poloze, a pokud musíte pracovat s koutovými svary, tak v poloze lodi.
Hliníkový drát přebírá roli spojovacího materiálu, který zajišťuje bezpečné uchycení. Současně je v některých případech povoleno použití speciálního hliníkového tavidla. Prášek naplněný do duté trubice poskytne dostatečnou ochranu koupeli a nahradí plynovou láhev. Je však důležité si uvědomit, že po takovém svařování se na povrchu spoje vytvoří strusková krusta.
Při práci na poli se doporučuje používat plněný drát, protože. jeho použití výrazně ovlivňuje kvalitu výsledných švů. Poměrně často vycházejí velmi porézní. Během procesu svařování může kov silně rozstřikovat a pak bude nutné součást dále čistit.
Poloautomatické svařování hliníku v argonovém prostředí se provádí následovně:
- Hořák se přivede na místo svařování, přičemž se dodržuje vzdálenost 3–5 mm od špičky drátu k obrobku. V tomto případě může být tryska ve vzdálenosti až 1 cm.
- Poté stiskněte tlačítko hořáku. Jakmile se oblouk zapálí, hořák se začne pohybovat zprava doleva, ve směru od vás. Tímto způsobem zůstane šev pozadu.
- Hořák se doporučuje udržovat v poloze kolmé k rovině obrobku. Odchylka od pravého úhlu – 10-15 stupňů.
- V případě, že se pracuje s díly do tloušťky 3 mm, lze svařování provádět v přímé linii. Pokud jsou polotovary dostatečně silné, budete muset provádět oscilační pohyby ve formě půloblouku nebo spirály.
V případě, že byla provedena předběžná příprava a řezání hran, doporučuje se provést šev v několika průchodech. První, kořen, se provádí přísně v přímce. Druhý slouží k vyplnění vzdálenosti mezi obrobky a provádí se kmitavými pohyby.
Vše potřebné pro poloautomatické svařování hliníku najdete v katalogu Svářeč koupit. Dodáváme vysoce kvalitní přístroje, veškeré komponenty a svařovací materiály za nízké ceny a s rychlým dodáním. Kontaktujte nás, rádi vám pomůžeme!
Svařování hliníkových výrobků není snadný úkol. Pokud se svářeč byť jen trochu odchýlí od technologie nebo zvolí nevhodný svařovací stroj na hliník a spotřební materiály, pak je zaručeno, že dostane nekvalitní šev. Chcete-li vybrat správnou svářečku pro práci s takovým kovem, musíte znát vlastnosti jeho tavení, pochopit typy speciálních zařízení a další nuance.
Vlastnosti svařování hliníku
Tento kov je při svařování díky svým fyzikálním a chemickým vlastnostem velmi náladový. Jeho povrch je i při pokojové teplotě pokryt oxidovým filmem. Na jednu stranu je to dokonce dobře, protože zoxidovaná vrstva chrání materiál před korozí. Pokud to ale zkusíte svařit stejně jako například ocel, můžete narazit na velký problém.
Teplota tání oxidu na povrchu hliníkového bloku je asi 2000 °C, kdy samotný materiál taje při asi 600 stupních Celsia. Svařování obvyklým způsobem povede k tomu, že se přídavný materiál jednoduše položí na povrchy, což neumožňuje zajistit správnou kvalitu svaru. Zvýšení proudu způsobí popáleniny. V tomto případě bude svarová lázeň rychle oxidovat.
Hliník při svařování:
- Rychle krystalizuje. K vytvrzení dochází po ochlazení pouze o 15-20 °C.
- Neuvěřitelně tekuté. Když je roztavený, připomíná vodu, což ztěžuje šití švu, pokud je povrch výrobku nakloněný. Právě tato vlastnost také zvyšuje riziko popálení při manipulaci.
- Po roztavení si zachovává barvu. Z tohoto důvodu je obtížnější kontrolovat stav svarové lázně a vypočítat potřebné množství přídavného materiálu.
- Odpařuje vodík. To je způsobeno kontaktem s atmosférou. V důsledku toho – vytvořené póry ve struktuře švu, díky nimž je spojení křehčí.
- Liší se zvýšeným smrštěním. Existuje možnost, že po ochlazení se usazené kuličky propadnou více, než je nutné. Krátery ve švu budete muset dodatečně svařit.
K dosažení požadovaného efektu stačí zablokovat přístup okolního vzduchu do zóny tání. K tomuto účelu se používají média inertního plynu.
Pro svařování hliníku můžete použít specializované TIG svářečky, ale i poloautomaty. Svařování hliníku na úrovni domácnosti lze provádět pomocí strojů MMA. Každý typ zařízení pro svařování se liší výsledkem práce a má mnoho dalších vlastností, které určují vhodnost použití. Podívejme se postupně na každé zařízení.
TIG zařízení

Zkratka TIG znamená Tungsten Inert Gas. U této metody se nekonzumovatelné wolframové elektrody používají hlavně v prostředí inertního plynu. Spojení dílů pomocí svářečky TIG se provádí na střídavý proud (AC). Proto se v rámci technologie pro svařování TIG používají jak univerzální elektrody pro střídavý a stejnosměrný svařovací proud (AC / DC), tak ty, které jsou určeny výhradně pro AC.
TIG svařovací stroje na hliník používají jako ochranu hlavně argon, proto je samotný proces známý jako “argonové obloukové svařování”. Inertní plyn je těžší než vzduch a chemicky neinteraguje se svařovaným materiálem, takže přispívá k vynikající izolaci svarové lázně. V procesu takové práce se často používá helium nebo směs helia a argonu.
Manuál svařovací stroje pro svařování hliníku argonem se liší tím, že poskytují možnost připojení plynové láhve, jsou vybaveny hořákem pro současnou dodávku ochranného plynu. Mají také další režim svařování MMA.
3) nastavení se nastavuje na ovládacím panelu svářečky (hlavní parametry se nastavují pomocí parametrické křivky);

4) oblouk se zapálí po zvednutí hořáku a vytvoření švu pomocí výplňové tyče;
5) hořák je nějakou dobu držen nad místem opracování (na konci švu).
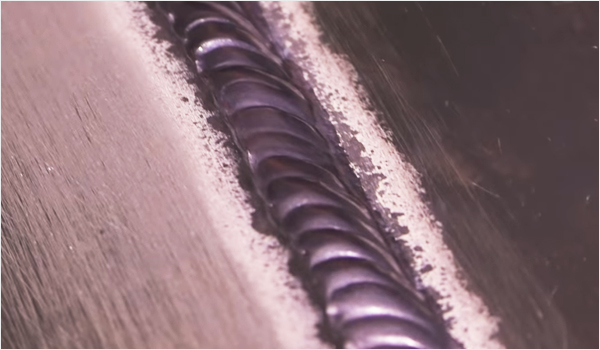
V důsledku použití technologie argonového oblouku se získá pevný a těsný šev, který nevyžaduje mechanické zpracování. Díky použití nekonzumovatelné elektrody se při provozu uvolňuje minimum strusky a kouře. Je možné pracovat s velmi tenkými díly a provádět švy široké 2-3 mm. Obrobky se prakticky nedeformují, protože pouze oblast zpracování je velmi horká.
Mezi nevýhody zařízení TIG patří vysoká cena (včetně spotřebního materiálu), nízká rychlost procesu a možnost vytváření pouze malých švů po délce. Pokud se svařuje plech, je nutný podklad, protože ohřátý materiál může spadnout pod svou vlastní hmotností. Ochranný plyn navíc správně plní svou funkci pouze v klidném prostředí, kdy je bezvětří a průvan.
Zařízení MIG/MAG (poloautomatické)

Zkratka znamená Metal Inert Gas / Metal Active Gas. Jedná se o svářeče, kteří přivádějí přídavný drát přímo do hořáku. Používají se pro svařování hliníku ve velkých objemech. Umožňují vám získat střední kvalitu a pracovat na streamu. Pracovní proces se provádí stejnosměrným proudem v režimu obrácené polarity.
Dalším plusem poloautomatických zařízení je pulzní princip činnosti (běžnější u některých drahých profesionálních modelů). Po přivedení energie se špička drátu roztaví a změní se v kapku roztaveného kovu. Vlivem pulsu je přídavný materiál vtlačován do povrchu obrobku. Díky pulzní technologii je dosaženo velmi kvalitního výsledku.
- vysoká rychlost procesu;
- schopnost vytvářet souvislé dlouhé švy;
- ovládání jednou rukou;
- lepší vizuální kontrola svarové lázně;
- zlepšené pevnostní charakteristiky spoje díky přísadám a přísadám;
- méně kouře v procesu zpracování kovů, žádná struska;
- podpora pro práci s extrémně tenkými obrobky (od 0,5 mm).
Jak můžete vidět, poloautomatické stroje na hliník v některých scénářích použití jsou dokonce účinnější než ty s argonovým obloukem. Ale mají také významné nevýhody. Poloautomaty jsou drahé. Navíc budete muset utrácet peníze za ochranný plyn, drát. Pokud potřebujete často střídat svařování oceli a hliníku, bude problematické pokaždé měnit kanál podávání drátu, kontaktní hrot, podávací válečky (budete potřebovat válečky na hliník s U-drážkou). Vlastní odtavná elektroda je díky své malé tloušťce a značné flexibilitě obtížněji ovladatelná než nekonzumovatelné protějšky.
Ruční obloukové svařovací stroje

Pro svařování hliníkových válcovaných výrobků lze také použít konvenční zařízení MMA (Manual Metal Arc). Tato metoda má však nejvíce nevýhod, proto se nepoužívá pro spojování konstrukcí, které musí odolat velkému zatížení. Je široce používán jako levná alternativa pro domácí použití.
Technologický provoz se provádí převážně stejnosměrným proudem v režimu obrácené polarity. Podobný svařovací invertory pro hliník se vyznačují vysokou účinností, efektivní spotřebou energie, ochranou proti nestabilitě v síti, přesným nastavením intenzity proudu, rychlým zapálením oblouku. Pro ně jsou vybírány speciální elektrody – pro práci se slitinami nebo s čistým kovem.
- potřeba pečlivější přípravy detailů;
- vysoká složitost vytváření rovnoměrného švu;
- výrazný rozstřik během tavení elektrody;
- nízká kvalita spoje v důsledku pórovitosti;
- velmi silná strusková kůra.
Výhody metody: nízká cena zařízení ve srovnání s jinými možnými možnostmi, rychlý přechod na operace s jinými potřebnými materiály.
Jaký typ svařovacího stroje na hliník je nejlepší?
- S jakými druhy kovů budete pracovat, konkrétně budete svařovat pouze hliník nebo i jiné kovy? To bude záviset na typu zakoupeného zařízení – pouze se stejnosměrným proudem nebo se střídavým / stejnosměrným proudem. “Permanentní” se používá pro práci s ocelí, nerezovou ocelí, mědí. Zařízení AC/DC jsou univerzální a mohou pracovat na stejnosměrném i střídavém proudu.
- Budete svařovat obrobky o tloušťce menší než 1 mm, nerez? Pokud ano, pak musí být vaše instalace vybavena pulzním režimem.
- Jak intenzivně budete zařízení používat? Pro nepřetržitý provoz bude užitečné pořídit si svařovací stroj na hliník a kapalinou chlazené hořáky.
- Kde budete zařízení používat? Pro profesionální potřeby se používají TIG instalace a poloautomatické stroje. Pokud potřebujete instalaci pro epizodickou práci doma, pak vám postačí běžný MMA stroj.
- Jak dlouhé budou stehy? Pro krátké švy si můžete zakoupit zařízení TIG. Je možné zajistit dlouhé spoje pomocí poloautomatických zařízení.
Co potřebujete vědět při výběru zařízení?
- Tloušťka spojovaného kovu. Na tom závisí rozsah proudu ve svářečce. Pokud pracujete převážně s ocelovými konstrukcemi do tloušťky 6 mm, pak postačí zařízení do 200 A, ale hliník o stejné tloušťce bude vyžadovat přes 200 A. Pokud potřebujete pracovat s velmi tenkými obrobky od 0,5 mm, pak polo -automatická zařízení budou stačit.
- Vaše zkušenosti se svařováním kovů. Pokud jste začátečník, budete mít prospěch ze zařízení s funkcemi, které vám usnadní práci. Za zmínku také stojí, že svařování pomocí MMA stroje je jednodušší než použití argonové obloukové svářečky.
Moderní high-tech stroje pro svařování hliníku mají velké množství možností, nastavení a úprav.
Užitečné funkce u svářeček TIG
Pokud se přesto rozhodnete, že je pro vás důležitější kvalita svaru a chcete si pořídit argonový oblouk, pak vám neuškodí seznámit se s užitečnými funkcemi, které TIG stroje mohou mít.














