
Все припои условно можно подразделить на две основные группы: это мягкие припои и твердые припои. Первые характеризуются температурой плавления не выше 300 градусов Цельсия, вторые, соответственно, плавятся при более высокой температуре. Большая часть мягких припоев — это припои оловянно-свинцовой группы, их плавление наступает в промежутке температур от 190 до 290 градусов Цельсия, в зависимости от того, какие еще компоненты содержатся в соединении. Твердые же припои представляют собой преимущественно соединения серебра с другими компонентами или же соединения меди с цинком и различными добавками. Плавятся они при разной температуре, и в этом случае с каждым из них следует ознакомиться дополнительно. Существует специальная температура плавления припоев таблица. Согласно ей сплав Вуда плавится уже при 70 градусах, припой ПОСК 50 при 145, а припой ПОС 18 при 277 градусах.
| Třída pájky | Teplota tání, C° |
|---|---|
| Slitina dřeva | 66-70 |
| Alloy Rosé | 90-98 |
| Припой ПОИН 52 | 120 |
| Pájka POSK 50-18 | 142-145 |
| Pájka POSVi 36-4 | 150-170 |
| Pájka POS-90 | 183-220 |
| Pájka POSS 18-0,5 | 183-277 |
| Pájka POSS 50-0,5 | 183-216 |
| Pájka POS-63 | 183 |
| Pájka POSS 25-0,5 | 183-266 |
| Pájka POS-40 | 183-238 |
| Pájka POS-30 | 183-238 |
| Pájka POSS 30-0,5 | 183-245 |
| Pájka POSS 40-0,5 | 183-235 |
| Pájka POSS 61-0,5 | 183-189 |
| Pájka POS-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Pájka POSS 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Pájka POS-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Pájka POS-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Pájka POS-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Pájka POS-35 | 256 |
| Pájka POS-25 | 260 |
| Pájka POS-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Pájka POS-10 | 268-299 |
| Pájka POS-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Pájecí třída A | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Обращаем внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях информационные материалы и цены, размещенные на сайте, не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ.

Pájení je proces spojování dílů zaváděním roztaveného materiálu mezi ně – pájky, jejíž teplota je zpravidla nižší než bod tání spojovaných dílů. Účelem pájení je vytvoření mechanického spojení nebo elektrického kontaktu. Dále budeme uvažovat především o pájení elektronických součástek.

Trocha historie
Spojování kovů pájením se používalo již od starověku. Předpokládá se, že tato technologická operace existuje nejméně 5000 XNUMX let. Ještě v době, kdy lidstvo neznalo železo a ocel, se rozšířila měď, zlato a jejich slitiny. Ale již tehdy mistři mincíři používali spojování částí výrobků pomocí pájení.
Archeologové našli zlaté nádoby, jejichž rukojeti byly pájeny zlatem, a také slitiny zlata a stříbra. Zlaté předměty se stopami pájení byly nalezeny při vykopávkách hrobek starověkého státu Babylon. Vědci nálezy datovali do roku 3200 před naším letopočtem.
Pájené šperky byly nalezeny i v egyptských pyramidách. Tato skutečnost dokazuje, že umění pájení znali ve starověkém Egyptě již ve druhém tisíciletí před naším letopočtem. Nejzajímavější je, že Egypťané nepájeli čistým zlatem, ale vynalezli způsob, jak snížit bod tání zlaté pájky.
Za tímto účelem se zlatý prášek žíhal v dřevěném uhlí. V důsledku toho byla povrchová vrstva zlata nasycena uhlíkem (v technologii kovů se tento proces nazývá cementace), čímž vznikla slitina zlato-uhlík. Teplota tání této slitiny byla o něco nižší než u čistého zlata. Takové pájky se nazývají tvrdé pájky.
Мягкие припои на основе олова и свинца упоминаются в сочинениях римского писателя и ученого Плиния — старшего, жившего в 1 веке нашей эры. Так в сочинении «История природы» упоминается о применении двух оловянно-свинцовых припоев — тетрария (2/3 свинца, 1/3 олова) и аргентария (50% свинца и 50% олова). Самое интересное, что такие сплавы применяются до сих пор. Первый из них часто называют третником, а второй половинником.
Při vykopávkách Pompejí, které zničila erupce Vesuvu, archeologové objevili olověné vodovodní potrubí, jehož spoje byly provedeny pájením cínovo-olověnými pájkami. Stejné trubky byly objeveny při vykopávkách v Libyi a Núbii.
Při vykopávkách osad ve XNUMX.-XNUMX. století našeho letopočtu v oblasti horního Povolží byly objeveny výrobky, zejména nože pájené mědí. Na Kyjevské Rusi řemeslníci pájeli zámky, klíče a nože mědí metodou kovářského pájení, což svědčí o vysokých technických znalostech řemeslníků oněch dávných let.
Páječky pro ruční pájení
Můžeme tedy předpokládat, že pájení železa, mědi a jejích slitin, jakož i hliníku se objevilo až po pájení drahých kovů. Později se objevily i nástroje pro ruční pájení. Takové páječky se nazývaly horké páječky a ohřívaly se v peci.
Později se pro tyto účely začaly používat benzinové foukačky. Tepelné páječky se používají dodnes a dokonce si takovou páječku můžete koupit v internetových obchodech. Vzhled horké páječky je znázorněn na obrázku 1.

Obrázek 1. Horká páječka
Elektrické páječky
И только в 1921 году был создан электрический паяльник. Патент на изобретение получил Эрнст Сакс, впоследствии основатель фирмы ERSA. Благодаря предприимчивости изобретателя электрический паяльник быстро завоевал симпатию во всем мире, являясь прототипом для создания различных конструкций паяльных инструментов. Получается, что на данный момент электрический паяльник имеет весьма почтенный возраст — 93 года.
První elektrická páječka je znázorněna na obrázku 2.

Obrázek 2. První elektrická páječka
Pájka měla tvar sekery, vypadala jako rozpálená pájka a byla určena hlavně pro cínovací práce. Podobné páječky stále existují. Výkon takových páječek se pohybuje v rozmezí 500. 800W. Používají se především pro pájení velkých dílů, například automobilových chladičů, zahradních konví, kbelíků atd.
Jak funguje elektrická páječka?
Princip fungování elektrické páječky je poměrně jednoduchý. Kolem pájecí tyče, často nazývané hrot, je spirála drátu s vysokým odporem. Při průchodu proudu spirálou se zahřeje a vzniklé teplo se přenese na pájecí tyč. Samozřejmostí je, že spirála je od špičky i od těla izolována tepelně odolným izolantem. Jako izolant se nejčastěji používá slída. Jedná se o klasický obvod páječky, který přežil dodnes.
Páječky sovětské éry
V sovětských dobách průmysl vyráběl mnoho různých páječek. V radioamatérské praxi se nejčastěji používaly a používají páječky řady EPSN o výkonu 25. 100 W. V pasu, který byl dodán s páječkami, bylo napsáno: “Design páječky je neoddělitelný.” Pravda, ke cti výrobcům je třeba říci, že tyto páječky sloužily dlouhou dobu. Vzhled těchto páječek je znázorněn na obrázku 3.

Obrázek 3. Páječky řady EPSN
Ale ne všechno je tak špatné a drsné. U některých páječek je spirálka umístěna v keramickém jádru s drážkou a jádro je zase vloženo do keramického kalíšku. Do středového otvoru jádra je vložena pájecí tyč – hrot, a žádná slída. Sestavený ohřívač se vkládá do kovového pouzdra s dřevěnou rukojetí. Výhodou tohoto provedení je, že je skládací, proto se ve stavebnici prodávala náhradní spirálka.
O něco později se v prodeji objevily miniaturní páječky řady ERA o výkonu 18 a 25 W, které si během krátké doby získaly oblibu mezi radioamatéry a televizními techniky. Vzhled páječky je na obrázku 4.

Obrázek 4. Páječka řady ERA
Pomocí takových páječek bylo možné celkem pohodlně pájet tranzistory, ale i mikroobvody v pouzdrech typu DIP a podobně s roztečí pinů 2,54 mm. Pro zajištění požadované teploty pájení je vhodné tyto páječky zapínat přes tyristorový regulátor výkonu. Při takovém zahrnutí závisí kvalita pájených spojů především na kvalifikaci, neřku-li umění, instalačního technika.
Mikroobvody v balíčcích DIP jsou již minulostí. Nyní se téměř všechna elektronická zařízení vyrábí pomocí SMD součástek, jejichž rozměry jsou velmi malé. Proto je obtížné zajistit kvalitní pájení výše popsanými páječkami. Moderní páječky se zpravidla používají jako součást pájecích stanic.
Topná tělesa jsou keramická a mají zabudovaný termočlánek, který v kombinaci s digitálním displejem umožňuje udržovat nastavenou teplotu v širokém rozsahu a to velmi přesně. Některé páječky mají ovládání teploty zabudované přímo v rukojeti. Příkladem takové páječky je páječka CT-96 od CT-Tools. Vzhled páječky je na obrázku 5.

Obrázek 5. Páječka CT-96
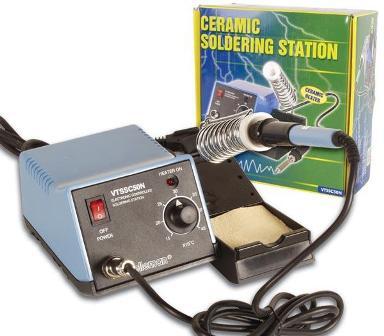
Rýže. 6. Pájecí stanice
Teplota pájení závisí především na teplotě tavení pájek. Při instalaci a opravách elektronických zařízení se obvykle používají měkké pájky.
Typy pájky
Všechny pájky lze rozdělit do dvou typů: tvrdé a měkké. Tvrdé pájky mají vysokou teplotu tání – přes 300°C a poskytují spoji vysokou mechanickou pevnost. Nejpoužívanější jsou tvrdé měděnozinkové pájky značky PMC a pájky na bázi stříbra PSR, což jsou slitiny s různými přísadami.
Teplota tavení pájky PSr-70 je 780°C, PSr-10 je 830°C, PMTs-36 je 825°C, PMTs-51 je 870°C. Je zcela zřejmé, že takové pájky jsou pro pájení elektronických desek zcela nevhodné.
Proto se pro instalaci elektronických obvodů používají měkké pájky, jejichž bod tání nepřesahuje 300°C. Používají se především cíno-olověné pájky značky POS-61. POS-63, jehož bod tání je 190 °C. Tyto pájky jsou eutektické, to znamená, že mají stejné teploty tání a krystalizace.
Chemické složení těchto pájek napovídá již samotný název: POS-61 obsahuje 61 % cínu, zbytek je olovo, respektive POS-63, 63 % cínu, zbytek je olovo. Tyto pájky se používají pouze pro ruční pájení a poskytují kvalitní pájené spoje. V pasech páječek bylo napsáno: “Pájení by mělo být lesklé, obrysové.”
Pájky třídy POS mají vysokou elektrickou vodivost, vysokou tekutost v roztaveném stavu a dostatečnou mechanickou pevnost. Kombinace těchto vlastností umožňuje kvalitní pájení desek plošných spojů, pružinových závěsů měřicích přístrojů, vícežilových tenkých vysokofrekvenčních Litz drátů i kritických dílů z mědi, bronzu, mosazi a oceli. Při použití tavidel pro pájení hliníku se velmi dobře pájejí i hliníkové díly, např. vinutí transformátorů a tlumivek v domácích spotřebičích.
V případech, kdy je přehřátí pájených dílů krajně nežádoucí, se používají nízkoteplotní pájky. Jednou z nich je Woodova slitina: cín – 12,5%, olovo – 25%, vizmut – 50% a kadmium – 12,5%. Teplota tání takové pájky je pouze 70°C. Tato teplota se nazývá zvláště nízká. Woodova slitina se také používá jako přísada ke snížení bodu tání bezolovnatých pájek při odpájení dílů z desek plošných spojů. Toto aditivum umožňuje odpájet prvky bez poškození desky plošných spojů nebo samotného dílu.
Olovo, jak víte, je považováno za jedovatý kov, jeho páry jsou extrémně škodlivé pro lidské tělo. Proto se v poslední době stále častěji používají bezolovnaté pájky pro pájení elektronických zařízení, zejména domácích. Bezolovnaté pájky jsou poctou požadavkům na ochranu životního prostředí a práce.
Bezolovnaté pájky
Podle všeho by měl být čistý cín považován za nejekologičtější a nejbezpečnější pájku. Právě cín se používá v potravinářském průmyslu na pocínování plechovek – pocínovaného plechu. Ale bohužel taková pájka má nepříjemné nevýhody. Především je to „cínový mor“.
При температуре ниже 13,2°C удельный объем чистого олова увеличивается более чем на 25%, что приводит к образованию другой фазы вещества, — так называемое серое олово. Причем, чем ниже температура, тем интенсивней процесс преобразования. При температуре -33°C олово превращается в серый порошок, пайки просто рассыпаются. Понятно, что такой припой никуда не годится.
Ale nejsou to jen příděly, které se rozpadají. V roce 1912 to byl tedy cínový mor, který způsobil smrt výpravy Roberta Falcona Scotta na jižní pól. Výprava zůstala bez paliva, které unikalo neutěsněnými švy v palivových nádržích.
V důsledku cínového moru bylo ztraceno mnoho kulturních statků, zejména sbírky cínových vojáčků. Například ve skladech Muzea Alexandra Suvorova v Petrohradě se kvůli poruše topení několik desítek cínových vojáčků jednoduše rozpadlo na prach. To se stalo v jiných muzeích po celém světě.
Pro vytvoření bezolovnatých pájek na bázi cínu se do něj přidávají různé komponenty: měď, zinek, stříbro, zlato, indium. Tyto přísady pomáhají předcházet tvorbě šedého cínu a chrání před cínovým morem.
Pro pájení elektronických součástek se nejčastěji používají pájky tohoto složení: cín – 52%, indium – 48%; cín – 91 %, zinek – 9 %; cín – 97 %, stříbro – 2,3 %, měď – 0,7 %. Nejsou pozorovány žádné škodlivé kovy. Teplota tání těchto pájek se pohybuje kolem 300°C, což je výrazně více než u pájek cín-olovnatý. Každý, kdo někdy opravoval moderní elektroniku, to moc dobře ví.
Cenou za nezávadnost je, že všechny bezolovnaté pájky mají nižší tekutost v roztaveném stavu a nízkou smáčivost pájených povrchů. Speciální tavidla používaná při pájení bezolovnatými pájkami pomáhají chránit před touto nevýhodou. A přesto je kvalita švu provedeného bezolovnatými pájkami horší než při použití cíno-olověných pájek. Věda však nestojí na místě, neustále se provádí výzkum s cílem zlepšit kvalitu bezolovnatých pájek tak, aby náhrada byla ekvivalentní.
Mnoho moderních mikroobvodů se vyrábí v pouzdrech BGA (Ball grid array). Tyto mikroobvody nemají obvyklé kolíky. Jejich roli hrají kuličky pájky přitavené ke kontaktním ploškám ve spodní části pouzdra. Pro pájení takových mikroobvodů se objevily nové typy pájky – pájecí pasty aplikované pomocí šablonové metody.
Pájecí pasty se skládají z několika složek: samotná pájka ve formě jemného prášku, pevné částice tavidla stejné velikosti. Tyto složky se stávají pastou díky přítomnosti pojiv, především kapalných složek tavidel a těkavých rozpouštědel.
Je jasné, že takové mikroobvody nelze pájet běžnou páječkou. To vyžaduje použití speciálních metod pájení, při kterých se ohřev provádí horkým vzduchem nebo infračerveným zářením. Pro tyto účely se používají horkovzdušné nebo infračervené pájecí stanice.















