Frézování – proces opracování rovin, tvarových a šroubových ploch, řezání závitů a ozubených kol, získávání šroubových drážek pomocí rotačního řezného nástroje zvaného fréza.
K frézování dochází při současném rotačním pohybu frézy a obvykle translačním pohybu obrobku [25].
Podle směru otáčení frézy a translačního pohybu obrobku se rozlišují: 1) protifrézování, kdy je obrobek přiváděn směrem k rotaci frézy; 2) frézování dolů, kdy se směr posuvu obrobku shoduje se směrem otáčení frézy.
na čelit Při frézování se zatížení každého zubu frézy postupně zvyšuje a na výstupu dosahuje maximální hodnoty. To zajišťuje hladký chod stroje. Zároveň je u tohoto způsobu frézování nižší kvalita opracovaného povrchu, v důsledku čehož se používá k hrubování.
na mimochodem Při frézování musí zub frézy okamžitě odebírat silné třísky, takže nástroj je vystaven maximálnímu zatížení. Tím se zhoršují provozní podmínky nástroje a stroje.
Hlavní prvky řezného režimu při frézování jsou: 1) řezná rychlost; 2) dodání; 3) hloubka a šířka frézování; 4) plocha průřezu řezu; 5) strojový čas.
Rychlost řezání V při frézování je to obvodová rychlost frézy měřená podél jejího vnějšího průměru.
Volba řezné rychlosti závisí na vlastnostech kovu zpracovávaného obrobku a materiálu řezné části frézy, průměru a trvanlivosti frézy, posuvu, hloubce řezu a šířce frézování, jakož i na počtu řezných zubů, chlazení atd.
Podáním S při frézování se nazývá hodnota relativního pohybu obrobku a frézy (obr. 52), vyjádřená v odpovídajícím rozměru, mm/zub. mm/ot, mm/min.
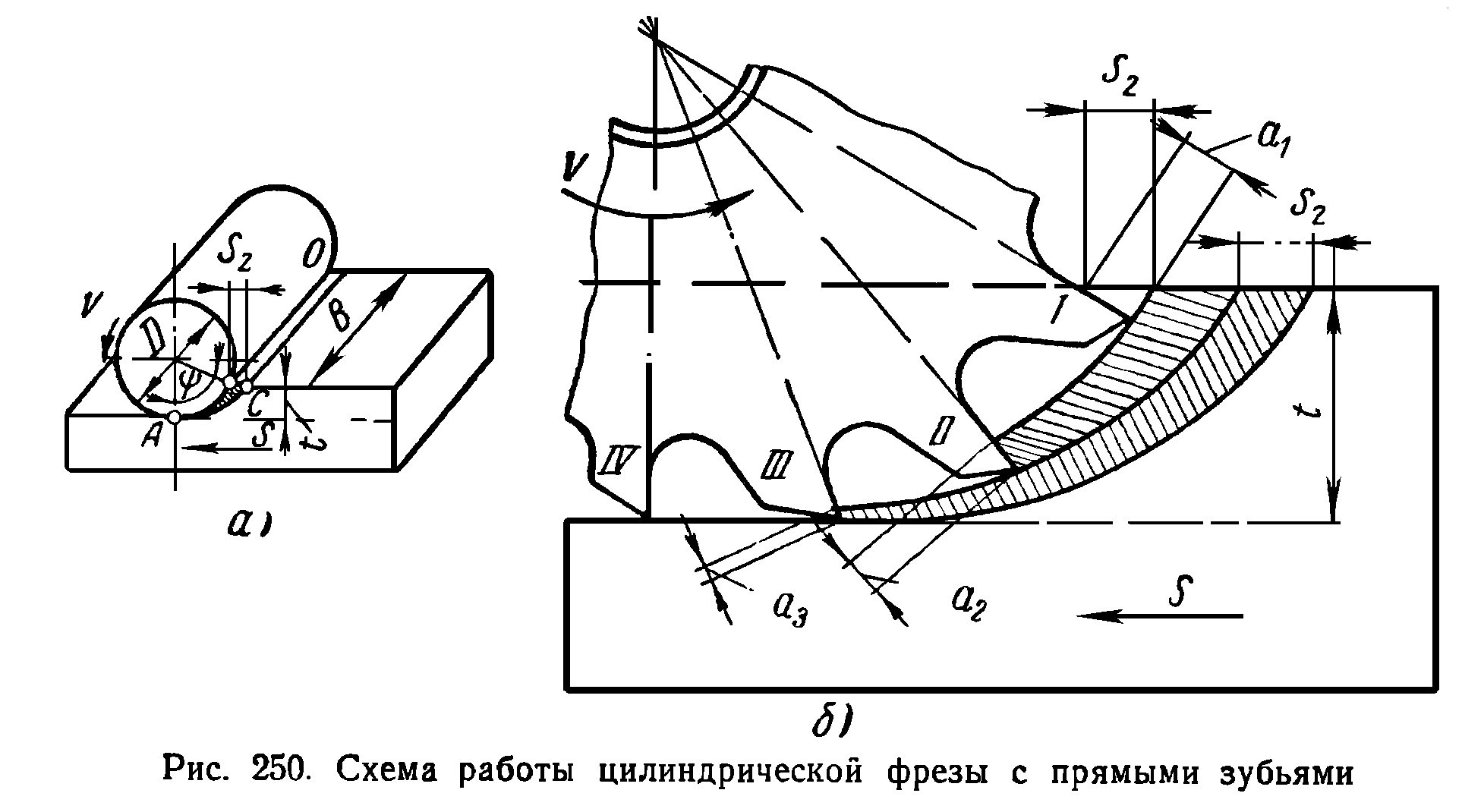
Rýže. 52. Schéma činnosti válcové frézy s přímými zuby: a – pohyb nástroje při frézování; b – proces frézování
Při hrubovacím frézování se rychlost posuvu volí co největší; U válcových rychlořezných fréz je tedy posuv u oceli až 0,2 mm/zub, u litiny až 0,4 mm/zub.
Při polodokončovacím a dokončovacím frézování je množství posuvu limitováno požadovanou čistotou opracovávané plochy, konstrukcí frézy, pevností dílů posuvového mechanismu a dalšími faktory; např. u polotovarového frézování je posuv: u oceli – v rozmezí 0,08–0,05 mm/zub, u litiny – 0,15–0,1 mm/zub.
Hloubka frézování t, nebo hloubka řezu při frézování je tloušťka kovové vrstvy, mm, odebrané z obrobku jedním průchodem frézy (obr. 52, а). Hloubka frézování pro hrubování je 3–8 mm, pro dokončování – 5–1,5 mm.
Šířka frézování В je šířka obrobené plochy součásti ve směru rovnoběžném s osou frézy (obr. 52, Obr. а).
Průřezová plocha řezu, odstraněný jedním zubem frézy (například válcové), je součinem šířky frézování В a tloušťku třísky а, mm 2:
f = B · а.
Tloušťka třísek při procesu frézování je proměnná hodnota a během frézování se mění od nuly v okamžiku, kdy se zub zařezává do dílu, až po maximální hodnotu а1 v okamžiku, kdy zub opustí obrobek (obr. 52, б).
Protože ne jeden, ale několik zubů je v kontaktu s dílem současně, musíme se vypořádat s celkovým řezem odstraněným několika zuby, což pro případ znázorněný na obr. 52, б, tloušťka řezané vrstvy bude: pro první zub а1 za druhé а2, za třetí а3 a za čtvrté а4 = 0.
Celková plocha průřezu řezu, odstraněná během procesu frézování v daném čase všemi zuby, ovlivňuje velikost řezné síly při frézování.
Strojový čas opracování součásti při frézování je čas strávený procesem řezání kovu frézou v jednom průchodu. Při výpočtu strojního času se zohledňuje délka dráhy pohybu frézy vzhledem k dílu, rychlost posuvu a počet průchodů.
Výkon spotřebovaný při procesu frézování je určen na základě obvodové řezné síly a řezné rychlosti.
Frézovací skupinové stroje lze v závislosti na provedené práci a konstrukčních vlastnostech rozdělit na univerzální a specializované stroje [13].
První typ frézek obvykle zahrnuje horizontální frézky a vertikální frézky, tak pojmenované v závislosti na horizontálním nebo vertikálním umístění osy vřetena s frézou. Obrobek u těchto strojů je upevněn na stole stroje a pohybuje se nejčastěji v podélném směru.
Na frézkách lze opracovávat roviny, tvarové a šroubové plochy, řezat ozubená kola a provádět další práce. Podle účelu se frézky dělí na jednovřetenové – horizontální a vertikální v obvyklém provedení; jednovřetenové univerzální frézky v horizontálním provedení. Kromě toho jsou k dispozici specializované a speciální frézky. Mezi specializované frézky patří: podélné frézky s vřeteny umístěnými v různých rovinách; čelní frézky pro opracování rovin; rotační frézky s otočnými stoly; bubnové frézky s rotujícím bubnem a kopírovací frézky pro opracování tvarových ploch. Mezi speciální stroje patří stroje na frézování závitů, frézování na pero, frézování agregátů a stroje na ozubení a pastorky.
Na Obr. 53 ukazuje celkový pohled na horizontální frézku. Podle postele 2 konzolu lze vertikálně posouvat 12, po jejichž vodítkách se pohybuje příčné saně 11 ve směru rovnoběžném s osou vřetena 5. Podél vodítek soustružnické části 10spojené se smykem 11, stůl se může pohybovat 9 ve směru kolmém k ose vřetena. Stroj má převodovku 3 a krmný box 1. Trn 4 s řezáky 6 jeden konec je upevněn ve vřetenu a druhý spočívá na dodatečné podpěře 8 (náušnice) spojené s kmenem 7.
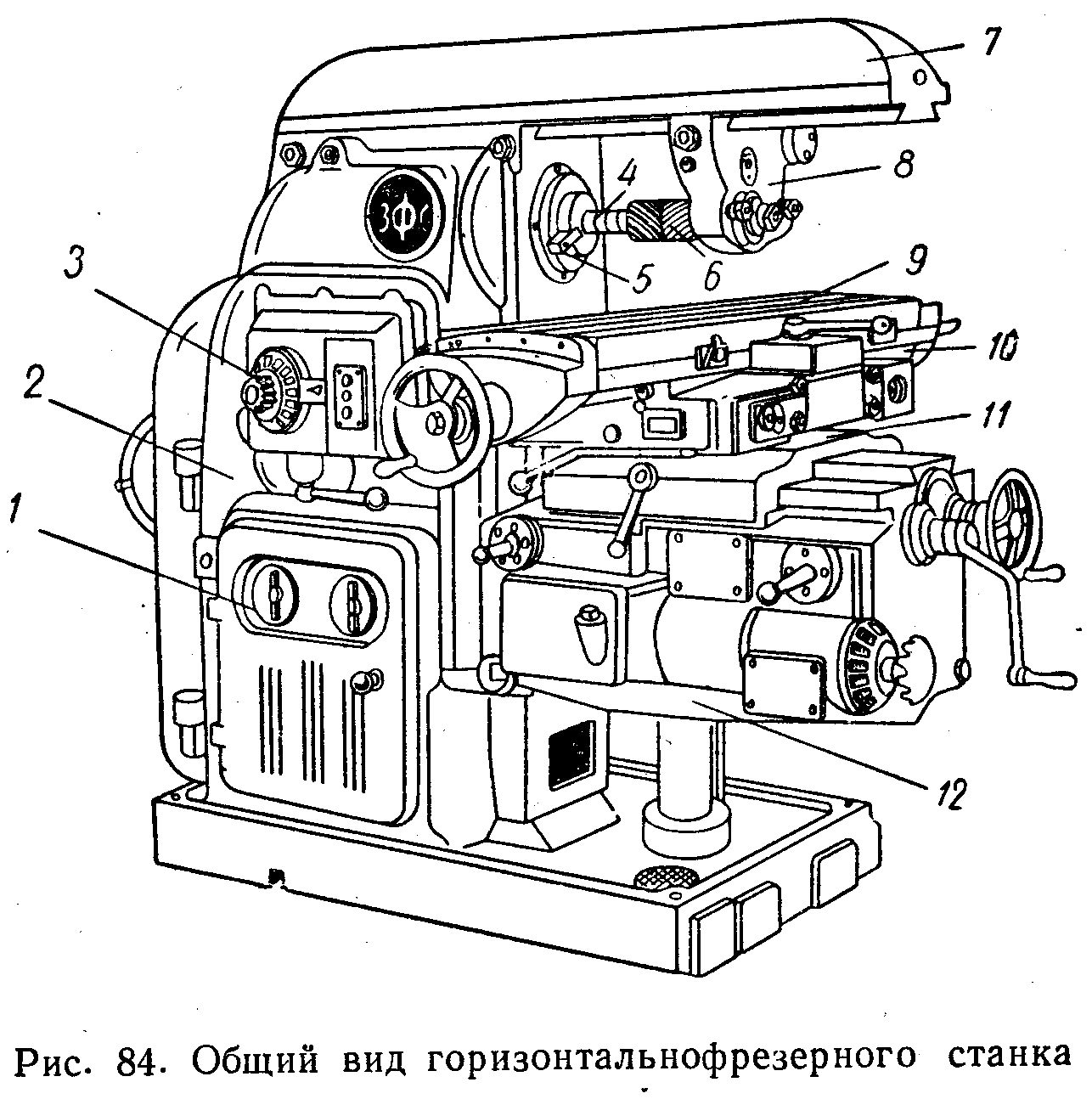
Rýže. 53. Celkový pohled na horizontální frézku: 1 – převodovka; 2 – postel; 3 – převodovka; 4 – trn; 5 – vřeteno; 6 – řezačka; 7 – kmen; 8 – dodatečná podpora; 9 – tabulka; 10 – soustružnická část; 11 – sáně; 12 – konzola
Stopkové frézy jsou upevněny v kuželovém otvoru na konci vřetena stroje, ve kterém jsou upnuty dlouhým šroubem procházejícím otvorem vřetena. U vertikální frézky je vřeteno umístěno svisle; Jinak se zařízení stroje zásadně neliší od horizontální frézky. Vertikální frézky jsou vybaveny pravoúhlými i kulatými stoly. Univerzální frézky se od těch popsaných liší tím, že mají otočný stůl, který umožňuje operace frézovat šroubovité drážky (například spirálové vrtáky) a ozubená kola se šroubovitými zuby. Podélná frézka je charakteristická pro skupinu specializovaných frézek. Takové stroje jsou vyráběny s jedním nebo více vertikálními a horizontálními vřeteny; v druhém případě může být obrobek zpracován současně z několika stran.
Na Obr. 54 znázorňuje celkový pohled na čtyřvřetenovou podélnou frézku. Podél vodítek postele 1 stůl se může pohybovat 2, na kterém jsou obrobky zajištěny. Opracování se provádí frézami upevněnými ve vřetenech umístěných ve vřetenech vřetena 3, 5, 6 и 7. Protože se stůl nemůže zvedat a pohybovat v příčném směru, nástroj pro získání požadovaných rozměrů pro zpracování se instaluje vysouváním vřeten podél jejich osy a pohybem vřetenových hlav 5 и 6 podél vodítek příčníků 4 kolmo k osám vřeten těchto vřeteníků.

Rýže. 54. Celkový pohled na čtyřvřetenovou podélnou frézu: 1 – postel; 2 – tabulka; 3, 5, 6, 7 – vřetenové hlavy; 4 – příčník
Na Obr. Obrázek 55 ukazuje zjednodušené kinematické schéma široce univerzální konzolové frézky model 6M82Sh. Volby nejvýhodnější řezné rychlosti při frézování je dosaženo změnou převodového poměru převodovky ipolicajt přepnutím pohyblivého bloku 20 ozubená kola umístěná na hřídeli IIa blokovat 21, stejně jako ozubená kola 22 и 23umístěný na hřídeli IV. Můžete tak získat 18 otáček vřetena V v rozsahu od 31,5 do 1600 ot/min přenášených na trn 9 s řezačkou.
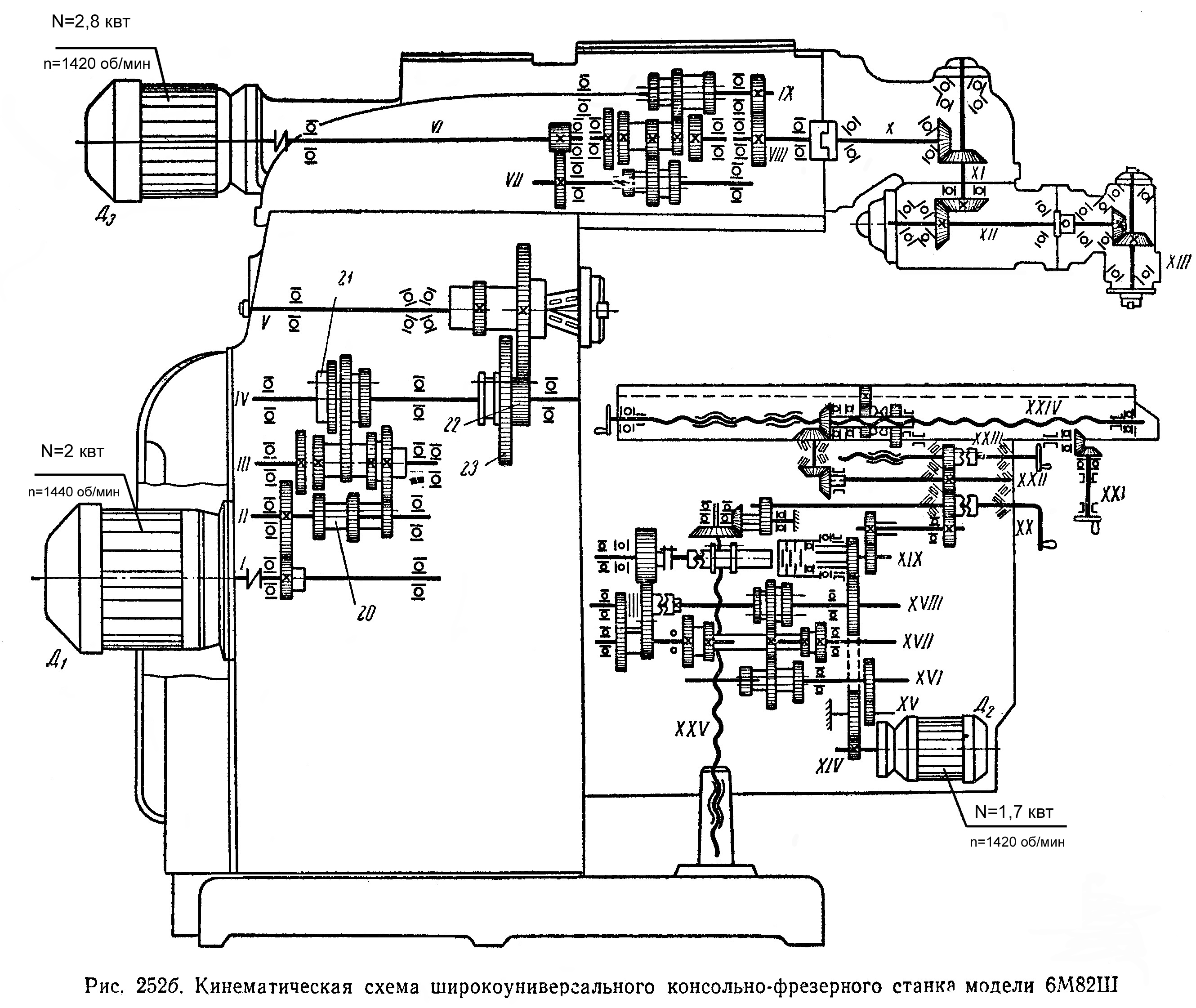
Obr. 55. Уzjednodušené kinematické schéma univerzální konzolové frézky model 6М82Ш
Znalost počtu otáček ned elektrický motor D1, obecný vzorec pro nastavení otáček hlavního vřetena nшп lze vyjádřit jako, otáčky za minutu,
nшп = ned · ipolicajt.
Pohon podávacího mechanismu otáčí elektromotor. D2. Volba podélného, příčného nebo vertikálního posuvu se provádí přepínáním řady bloků ozubených kol a spojek podávací skříně pokrývajících hřídele XIV–XXII. Pomocí těchto přepínání lze získat 18 rychlostí posuvu (podélné a příčné v rozsahu 25–1250 mm/min, vertikální – 8–400 mm/min), které jsou následně přenášeny na šneky podélného, příčného a vertikálního posuvu. (respektive šrouby XXIV, XXIII и XXV).
Frézování (frézování) – zpracování materiálů řezáním pomocí frézy.
Fréza vykonává rotační pohyb a obrobek vykonává převážně translační pohyb, obvykle ve směru kolmém k ose otáčení frézy.
Klasifikace frézování může probíhat různými způsoby v závislosti na tom, co chtějí zdůraznit jako nejvýznamnější:
V závislosti na umístění vřetena stroje a snadné zajištění obrobku – vertikální, horizontální. Ve výrobě se ve větší míře uplatňují univerzální frézky umožňující horizontální i vertikální frézování a také frézování pod různými úhly různými nástroji.
Podle typu nástroje (frézy) – koncové, čelní, obvodové, tvarové atd.
Čelní frézování – drážky, drážky, zářezy; jamky (průchozí drážky), kapsy (drážky, jejichž strany zasahují na více než 1 plochu), okna (drážky, které zasahují pouze do jedné plochy).
Čelní frézování – frézování velkých ploch.
Tvarové frézování – profilové frézování. Příklady povrchů profilů jsou ozubená kola, šneky, bagety, okenní rámy.
Existují i specializované frézy určené pro řezání (kotoučové frézy).
V závislosti na směru otáčení frézy pokud jde o směr jeho pohybu (nebo pohybu obrobku) – podél „zubu“, když fréza „drtí“ obrobek, získá se velmi čistý povrch, ale také existuje velké nebezpečí vytržení obrobku velký úběr materiálu; a proti „zubu“, když se řezná hrana pohybuje směrem k obrobku. Povrch je horší, ale produktivita se zvyšuje. V praxi se používají oba typy frézování, „zub na zub“ při předběžném (hrubování) a „zub na zub“ finální (dokončovací) opracování.
Frézky – skupina obráběcích strojů klasifikovaných podle druhu zpracování. Frézky jsou určeny pro opracování rovných a tvarových ploch, rotačních těles, ozubených kol apod., kovových a jiných obrobků pomocí frézy. V tomto případě fréza, upevněná ve vřetenu frézky, provádí rotační (hlavní věc) pohyb a obrobek upevněný na stole děláposuvný pohyb přímočaré nebo zakřivené (někdy prováděné současně s rotujícím nástrojem). Řízení může být ruční, automatické nebo pomocí CNC systému.


Kovoobráběcí nástroje skupiny frézovacích strojů. Koncové frézy.
U frézek je hlavním pohybem rotace frézy a posuvný pohyb je relativní pohyb obrobku a frézy.
K přípravě řezného procesu jsou ve stroji nutné pomocné pohyby. Mezi pomocné pohyby patří pohyby spojené s ustavením a seřízením stroje, jeho ovládáním, zajištěním a uvolněním dílu a nástroje, přistavení nástroje na opracovávané plochy a jeho vyjmutí; pohyby zařízení pro automatickou kontrolu rozměrů apod. Pomocné pohyby lze na strojích provádět buď automaticky, nebo ručně. U automatických strojů jsou všechny pomocné pohyby v určitém sledu prováděny automaticky.
univerzální – s otočným stolem,
horizontální frézovací konzolové stroje (s horizontálním vřetenem a konzolou),
široký-univerzální – s přídavnými frézovacími hlavami,
široce univerzální obráběcí stroje – s vertikální pracovní rovinou hlavního stolu a příčným pohybem vřetenových jednotek,
















