
Hlavní způsoby obrábění řezáním, doprovázené odstraňováním třísek, lze realizovat na kovoobráběcích strojích určitých skupin: 1) soustružení; 2) nudné; 3) vrtání, zahlubování, vystružování; 4) frézování; 5) hoblování, sekání; 6) protahování, šití; 7) řezání ozubených kol; broušení, dokončování, leštění.
Soustružení je nejběžnější způsob zpracování dílů, jako jsou rotační tělesa (hřídele, nápravy, čepy, kotouče, příruby, spojky, kroužky, pouzdra, matice atd.). Na soustruzích je možné provádět hrubovací, polodokončovací a dokončovací soustružení a vyvrtávání válcových, kuželových, kulových a tvarových ploch; řezání plochých čelních ploch, soustružení vnějších a vnitřních drážek, řezání vnějších a vnitřních závitů, vrtání, zahlubování, vystružování otvorů atd.
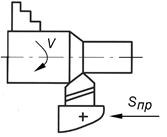
Soustružení ploch se provádí rotačním hlavním pohybem obrobku a translačním (podélným, příčným nebo šikmým vzhledem k ose obrobku) pohybem posuvu nástroje. Tvarování ploch při řezání podélným posuvem – stopovou metodou, při řezání příčným posuvem nástroje – metodou kopírování.
Soustružnická skupina zahrnuje šroubořezné soustruhy, revolverové soustruhy, rotační soustruhy; poloautomatické a automatické soustruhy.
Šroubořezné soustruhy jsou určeny pro vnější i vnitřní zpracování včetně řezání závitů v kusové i malosériové výrobě. Uspořádání šroubořezného soustruhu je znázorněno na Obr. 2.1.
Hlavní rotační pohyb (osa otáčení je vodorovná) vykonává vřeteno 4 s obrobkem. Pohyb posuvu se provádí podélným 6 nebo příčným třmenem 5; pomocí ručního axiálního posuvu s nástrojem nainstalovaným v pinole 8 koníku 9 lze provádět řadu prací.
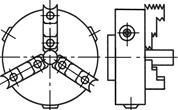
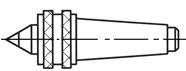
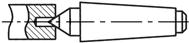
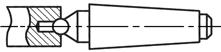
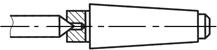
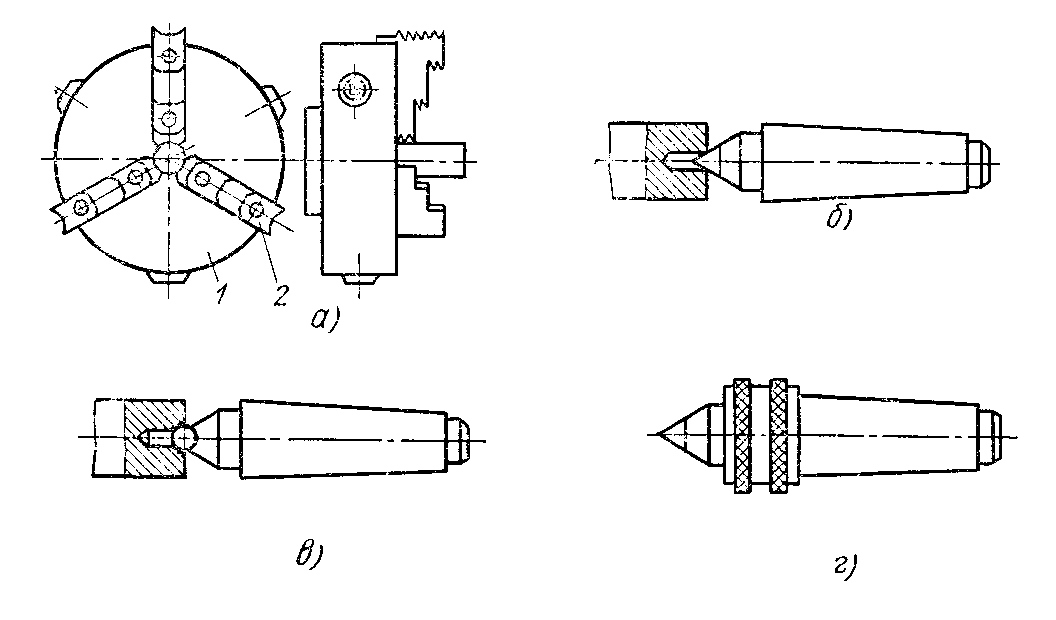
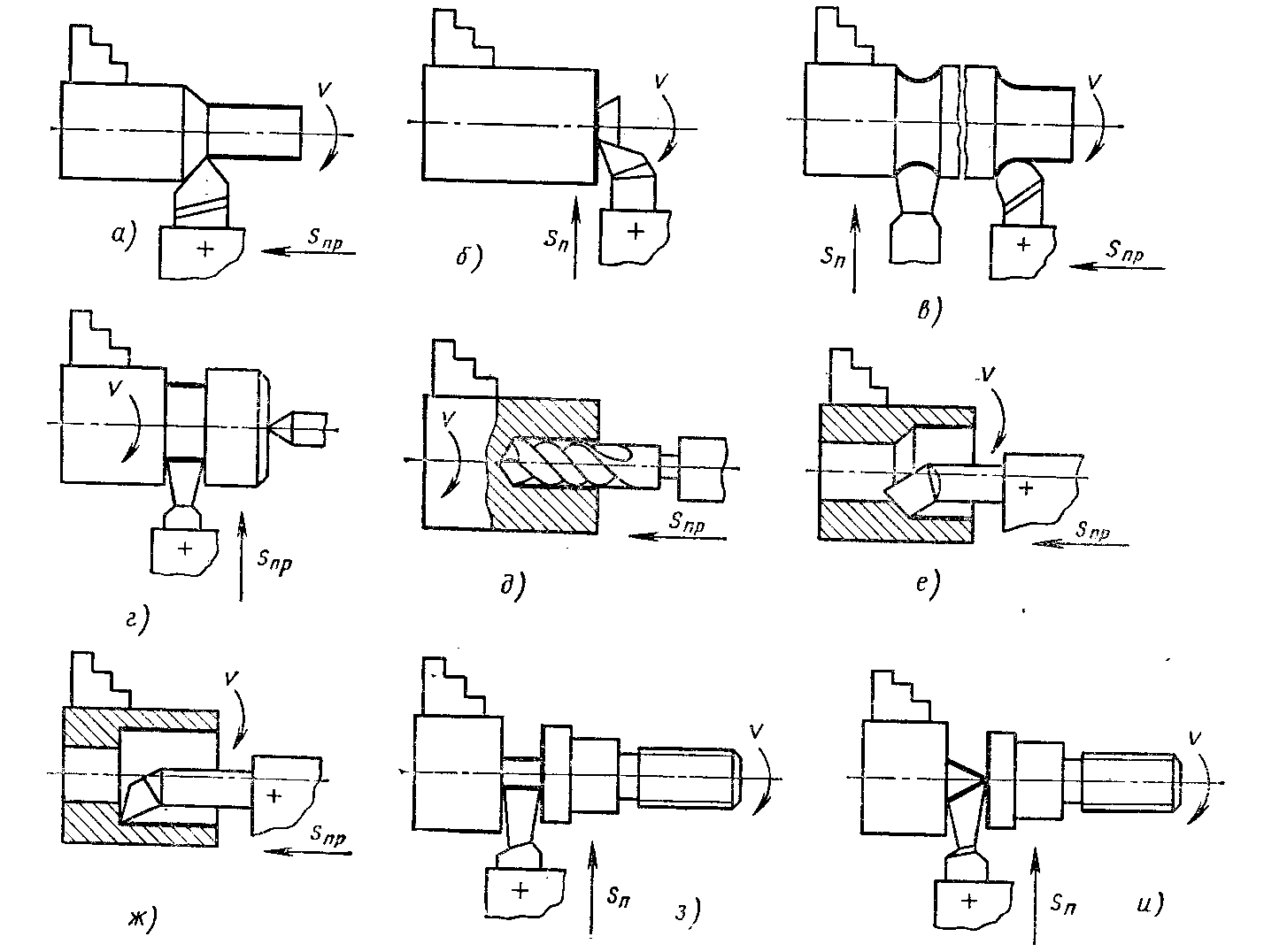
Instalace a zajištění obrobku na soustruhu závisí na typu stroje, druhu obráběné plochy, standardní velikosti obrobku, požadavcích na přesnost zpracování a dalších faktorech. Na šroubořezných soustruzích jsou pro polohování a zajišťování obrobků široce používána tříčelisťová samostředící sklíčidla (obr. 2.2, a), která se používají k zajištění obrobků, když poměr jejich délky k průměru je l/d < 4 Když l/d = 4. 10, obrobek se instaluje do středů (obr. 2.2, b - f) a pro přenos točivého momentu z vřetena na obrobek se použije unášecí sklíčidlo (obr. 2.2, g). a svorka (obr. 2.2, h). V tomto případě je třeba nejprve vytvořit středové otvory na koncích obrobku. Když je poměr l/d >10, použijí se stabilní opěry pro snížení deformace obrobku při řezání (obr. 2.2i).
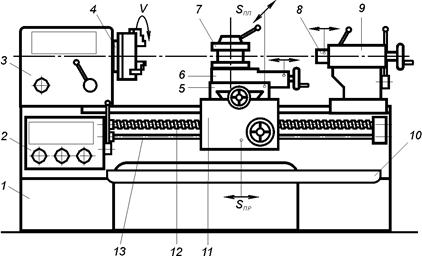
Obr.2.1. Celkový pohled na šroubořezný soustruh: 1 – lože; 2 – krmný box; 3 – převodovka; 4 – vřeteno; 5 – příčná podpora; 6 – podélná podpěra; 7 – horní podpěra; 8 – brk; 9 – koník; 10 – paleta; 11 – smyky; 12 – vodicí šroub; 13 – pojezdový válec
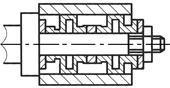
Pro instalaci dutých obrobků jako jsou kroužky, pouzdra, misky se používají: kuželové, kleštinové nebo elastické trny (obr. 2.2, l, m, n).
 |  |  | |
| а | е | к | |
 |  |  |  |
| б | л | ||
 |  | ||
| в | ж | з | м |
 |  |  | |
| г | |||
 | |||
| д | и | н |
Rýže. 2.2. Příslušenství pro soustruhy
Různorodost typů povrchů zpracovávaných na soustruzích vedla k vytvoření velkého množství návrhů soustružnických nástrojů. Hlavním principem jejich klasifikace je technologický účel.
Podle standardních schémat zpracování na univerzálních šroubořezných soustruzích se zpracování vnějších válcových ploch provádí průchozími frézami s podélným posuvem (obr. 2.3, a); řezání konců – rýhovacími nebo ohnutými frézami s příčným posuvem (obr. 2.3, b).
 | ||
| а | б | в |
| г | д | е |
| ж | з | и |
Obr.2.3. Schémata zpracování na šroubořezném soustruhu
Krátké tvarové plochy na šroubořezných soustruzích jsou obvykle soustruženy příčným posuvem pomocí tvarových fréz; dlouhé tvarové plochy – průchozí frézy s pomocí kopírky – díl instalovaný na stroji a díky tvarovanému pracovnímu profilu měnící dráhu pohybu nástroje dle potřeby.
Vnější závitové plochy se získávají soustružením frézami, řeznými hlavami, hřebeny a matricemi. Nejpoužívanější metodou je řezání jedno- a vícechodých závitů frézami, jejichž tvar břitů je dán profilem řezaného závitu. Tato metoda je vhodná pro řezání vnějších i vnitřních závitů. V některých případech se pro zvýšení produktivity zpracování snížením počtu pracovních zdvihů používají jako řezné nástroje závitořezné matrice. Zápustky se používají pro řezání vnějších závitů na šroubech, svornících, svornících a jiných podobných dílech; v tomto případě musí mít úsek dílu, na kterém je závit řezán, o něco menší průměr, než je vnější průměr řezaného závitu, čehož je dosaženo předzpracováním. Vnitřní metrické závity do průměru 50 mm lze řezat závitníky.
Soustružení prstencových drážek a řezání hotového dílu se provádí příčným posuvem, respektive drážkovacími (drážkami) – obr. 2.3, c, da řeznými frézami (obr. 2.3, h, i).
Zpracování otvorů na šroubořezných soustruzích se provádí s podélným posuvem řezného nástroje (vrták, záhlubník nebo výstružník), který je instalován v pinole koníka (obr. 2.3, d).
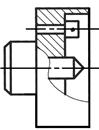
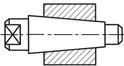
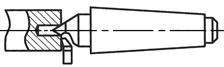
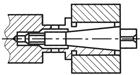
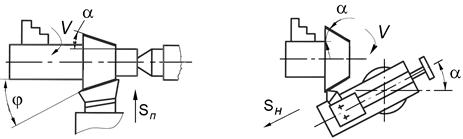
Kuželové plochy se na soustruzích soustruhují těmito způsoby: a – širokými frézami (obr. 2.4, a), přičemž délka tvořící přímky obvykle nepřesahuje 30 mm; b – s otáčením a ručním posuvem horního nosného vozíku (obr. 2.4, b), kdy délka tvořící přímky nemůže být větší než zdvih vozíku; c – s příčným posunem těla koníka (obr. 2.4, c), tato metoda se používá pro zpracování dlouhých ploch s mírným zúžením (a £ 4°); d – pomocí kuželového pravítka (obr. 2.4, d) – zařízení instalované na loži stroje a zajišťující pohyb frézy po tvořící přímce kužele. Metody „a“, „b“ a „d“ jsou také vhodné pro vrtání vnitřních kuželových ploch.
V hromadné výrobě jsou široce používány stroje s počítačovým numerickým řízením (CNC), postavené na bázi univerzálních šroubořezných soustruhů.
 | |
| а | б |
 | |
| в | г |
Obr.2.4. Schémata pro zpracování kuželových ploch na šroubořezném soustruhu
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli:
Soustruhy zpracovávají především vnější a vnitřní plochy, které mají tvar těles rotačních a koncových ploch. Ke zpracování složitých povrchů se používají speciální stroje a CNC stroje. V závislosti na typu povrchu zpracovaného na soustruhu se používají následující termíny:
soustružení (broušení) se používá při řezání vnějších ploch;
vyvrtávání, používá se při zpracování vnitřních povrchů;
ořezávání, používané při zpracování plochých (koncových) povrchů;
řezání, používá se při dělení obrobku na díly.
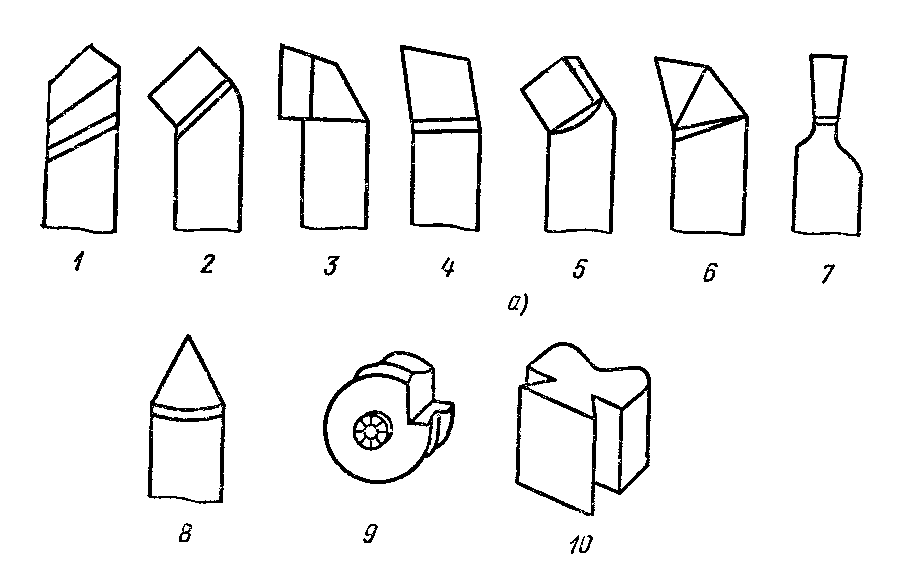
Povrchové opracování na soustruzích se provádí frézami, které jsou klasifikovány podle technologického určení Obr. 6.2
průchozí frézy 1-3, pro broušení vnějších válcových a kuželových ploch;
předřezávací frézy, určené pro broušení plochých koncových ploch 4;
vyvrtávací frézy, pro vyvrtávání 5 a slepých otvorů 6;
řezací frézy 7 pro řezání obrobků;
závitořez 8, pro řezání vnějších a vnitřních závitů;
tvarové frézy, kulaté 9 a prizmatické 10.
Instalace a zajištění obrobků na soustruzích závisí na typu stroje, druhu obráběné plochy, požadované přesnosti atd. Nejčastěji se obrobky upevňují do tříčelisťového sklíčidla obr. 6.3 a, skládajícího se z těla 1 a samostředicích čelistí 2.
Obrobky lze zajistit v poměru 4 pomocí přídavného středu nebo mezi dvěma středy. Středy mohou být nosné obr. 6.3 (b), kuličkové (c), otočné (d).
Opracování ploch ve tvaru rotačních těles se provádí na soustruzích. Typ stroje se volí na základě rozměrů obrobku, přesnosti výroby a sériové výroby. Nejčastěji používané typy strojů jsou: šroubořezné soustruhy, revolverové soustruhy, rotační soustruhy.
Šroubořezný soustruh Obr. 6.4 se skládá z rámu 2, upevněného na dvou podstavcích 1 a 8. Na rámu je namontován vřeteník 6 s podávací skříní 3, ovládacím panelem 5 a vřetenem 4. Na vedení rámu je instalována podélná podpěra 7 a zajišťuje podélný posuv frézy. Příčný vozík s horní podpěrou 9 a držákem 8 nástroje se pohybuje po vedeních podélné podpěry. Koník 10 se pohybuje po vedeních rámu a v jeho pinotě je upevněn nástroj (vrtáky, záhlubníky, výstružníky) nebo středy.
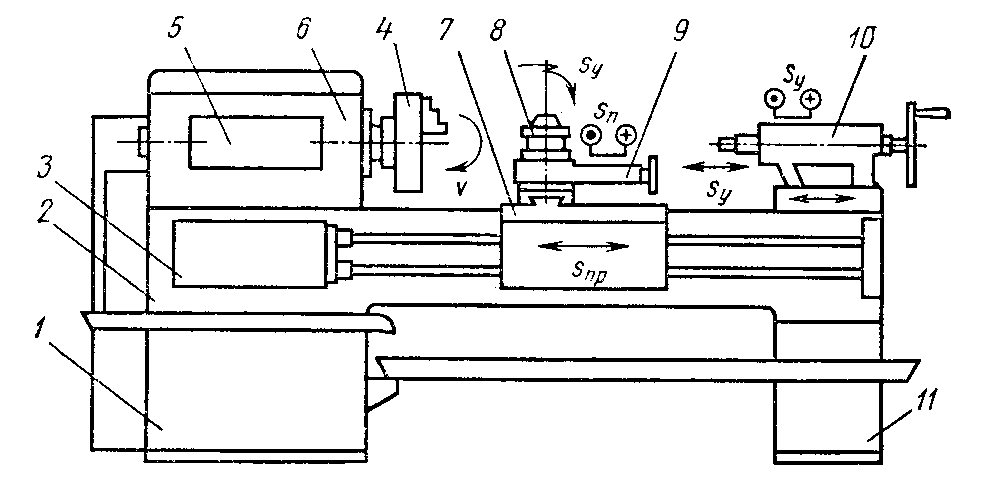
Těleso koníku se pohybuje vzhledem ke své základně v příčném směru. Posunutí těla vřeteníku v příčném směru je nutné pro zpracování kuželových ploch s malým úhlem kužele na vrcholu
(2). Schémata povrchového zpracování na šroubořezných soustruzích jsou uvedena na obr. 8.
Vnější povrchy opracováno rovnými nebo ohnutými frézami Obr. 6.5 (a) Pohybem frézy o požadovanou hodnotu v podélném směru při nastavené hloubce řezu, tzn. odstraňovaná vrstva materiálu.
Koncové plochy zpracováno rýhovacími frézami obr. 6.5 (b), pohybem frézy v příčném směru.
Soustružení filetů provádí se projíždějícími frézami Obr. 6.5 (c) s ostřím zaobleným podél rádiusu nebo speciálními zaoblenými frézami s podélným a příčným posuvem.
Drážkování provádí se drážkovými frézami, jejichž šířka řezné části se rovná šířce drážky obr. 6.5 (d).
Vrtání, zahlubování a vystružování otvory je znázorněno na obr. 6.5 (d) a provádí se pomocí vhodných nástrojů upevněných v pinole koníku stroje.
Nudný vnitřní plochy jsou prováděny vyvrtávacími frézami při podélném pohybu (posuvu) nástrojového držáku. Průchozí otvory jsou vyvrtány průchozími frézami Obr. 6.5(f). Stupňovité a hladké válcové otvory jsou obrobeny perzistentními vyvrtávacími frézami Obr. 6.5 (g_
Separace zpracované části z obrobku se provádí řeznými frézami s příčným posuvem nástroje. Řezání lze provádět buď frézou s rovnou řeznou hranou, obr. 6.5 (h), nebo šikmou řeznou hranou, obr. 6.5 (i).
















