
Výztuž je materiál, bez kterého se neobejde žádná stavba: od malého domu až po monumentální stavby. Soukromí vývojáři to také znají, ale málokdo ví, že rozsah výztuže je určen státním dokumentem: GOST 5781-82.
Obsah
- Rozsah výztuže – co to je?
- Třídy a značení výztuže budov
- Co se děje z hlediska pevnosti a mechanických parametrů?
- Druhy výrobků
- Podle výrobní metody
- Podél průřezu tyče
- Podle vlastností instalace
- Podle umístění ve struktuře
- Podle místa určení
- Způsobem použití
- Označení a vlastnosti různých tříd
- Drát
- Lana
- přihláška
- Klasifikace
- Do cíle
- Podle struktury
- Podle počtu legujících prvků
- V průměru
- Podle typu povrchu
- Podle typu svařovaných kovů
- Druhy drátů podle složení
- Ocel
- Hliník
- Poměděné
- Prášek
- Spotřeba oxidu uhličitého nebo směsi
Rozsah výztuže – co to je?
Výztuž jsou ocelové tyče, které se používají ke zvýšení pevnostních charakteristik betonových konstrukcí, jako jsou běžně známé základy, sloupy, příčky, mříže, piloty atd. Takové stavební konstrukce se nazývají železobeton nebo železobeton.
Vychází z účelu stavební konstrukce, že se používají různé typy výztužných prutů. Jejich sortiment se nazývá sortiment, kde hlavními rozlišovacími vlastnostmi jsou technologie výroby, povrchová struktura výztužných tyčí a rozměry jejich průřezu.
Třídy a značení výztuže budov
Veškerá výztuž použitá ve stavebnictví se používá hlavně v závislosti na zatížení, kterému bude betonová konstrukce vystavena. Existuje tedy několik státních norem, které určují sortiment.
V normách GOST je výztuž válcovaná za tepla rozdělena do tříd:

- A1. Jedná se o hladkou výztuž o průřezu 6-40 mm. Do 12 mm se vyrábí ve svitcích nebo tyčích, nad tuto hodnotu pouze v tyčích. Tato třída se používá téměř všude tam, kde je nutné vyztužení. Ale častěji v potěrech, v monolitických konstrukcích. Tento typ je vyroben z oceli „3“.
- A2. Jedná se o vlnitý typ, kde jsou dva podélné výstupky a velké množství příčných. Ty jsou umístěny podél spirálové linie a mají stejný přístup, to znamená na jedné straně. Průřez profilu – 10-80 mm. Dostupné ve svitcích a tyčích, pokud průměr nepřesahuje 12 mm, a pouze v tyčích nad touto velikostí. Vyrobeno z oceli „5“, která je odolnější.
- A3. Další vlnitá verze, ve které jsou stejné dva podélné výčnělky a mnoho příčných. Ty jsou umístěny jinak než v předchozí verzi. Tedy ve směru k sobě, vstupujících z opačných stran. Průřez výrobku 6-40 mm. Do 10 mm se vyrábí ve svitcích a tyčích, nad tímto parametrem v tyčích. Surovinou pro tento sortiment jsou speciální oceli: 35GS nebo 25G2S.
- A4, A5 a A6. Tento typ výztužných tyčí se v soukromé bytové výstavbě používá jen zřídka. Kování je drahé, protože je vyrobeno ze speciální oceli. Všechny tři odrůdy se vzhledem a rozměrovými parametry prakticky neliší od značky A3. Mají o něco méně často umístěné příčné výběžky. Stavitelé je častěji používají v betonových konstrukcích, které jsou vystaveny velkému dynamickému zatížení nebo jsou vystaveny velkým tahovým silám.
Dnes se označení změnilo, takže to ne každý zná, což vede k nepochopení, o co jde. Níže uvedená tabulka ukazuje nové značky armatur.
| staré značení | A1 | A2 | A3 | A4 | A5 | A6 |
| Nové značení | A240 | A300 | A400-A500 | A600 | A800 | A1000 |
Varování! GOST určuje, že jakákoli třída vlnité výztuže může být hladká. Vše záleží na dohodě mezi zákazníkem a výrobcem.
V novém značení jsou digitální označení ukazatelem meze kluzu oceli, který určuje pevnostní charakteristiky kovu. To znamená, že mez kluzu je maximální napětí, ke kterému dochází uvnitř ocelové tyče, po kterém se výztuž začíná deformovat.
Co se děje z hlediska pevnosti a mechanických parametrů?
Ocelová výztuž vyrobená v souladu s GOST 5781-82 má přísné hodnoty pevnosti a dalších mechanických parametrů. Dokument však také uvádí relaxace pro lineární prodloužení výrobků a pro pevnost v tahu.
Varování! GOST určuje, že výztužná žebra mohou mít menší poškození. Samotné tyče však musí být monolitické bez jakýchkoliv vad.
Druhy výrobků
Když jsme přišli na to, co jsou armatury, naznačme, že jsou na trhu zastoupeny v malém sortimentu, pokud jde o vnější vlastnosti. To znamená, že je buď hladký nebo vlnitý, ve formě tyčí nebo stočený do svitků.
Podle výrobní metody
Výrobci dnes nabízejí tři typy výztuže budov, které se liší technologií výroby.
- Válcovaný za tepla, také známý jako tyč. Tento typ se nejčastěji používá ve stavebnictví. To je označeno GOST 5781-82. Podstatou technologie je, že se malý obrobek zahřívá a válcuje mezi velkým počtem válců, čímž se prodlužuje a zmenšuje jeho průměr. Označení začíná písmenem “A”.
- Tažená za studena, známá také jako deformovaná za studena. Technologie je založena na stejném válcovaném výrobku, pouze se obrobek nezahřívá. Jako by se vytahoval z obrobku. Z toho plyne nemožnost výroby výztuže s velkým průřezem. Vyráběný sortiment výrobků je 3-8 mm. Takové vyztužení se často nazývá drátěný drát. Označení začíná písmenem “B”. Kování se vyrábí hladké nebo s periodickým profilem.
- Lanová dráha. Jedná se o několik drátů stočených do jedné tyče. Taková výztuž se používá k vyztužení betonových nádob pracujících pod tlakem. Nezáleží na tom, zda je nádoba naplněna kapalinou, plynem nebo sypkým materiálem. Lana jsou také položena v dlouhých konstrukcích, které se používají k pokrytí velkých rozpětí. Označení začíná písmenem “K”.
Ve stavebnictví se častěji používá výztuž válcovaná za tepla.
Označení může obsahovat i jiná písmenná označení. Podívejme se na to na příkladu řady výztuh A400.
- Pokud značka obsahuje písmeno „C“, například A400C, lze tento materiál svařovat elektrickým svařováním.
- Písmeno „K“, například A400K, říká, že tato odrůda má zvýšené antikorozní vlastnosti.
- Písmena „SK“ – tyče mají antikorozní vlastnosti a navíc – lze je svařovat.
- “B” znamená, že tyče byly dále zpevněny procesem tažení skutečné oceli použité při výrobě.
Podél průřezu tyče
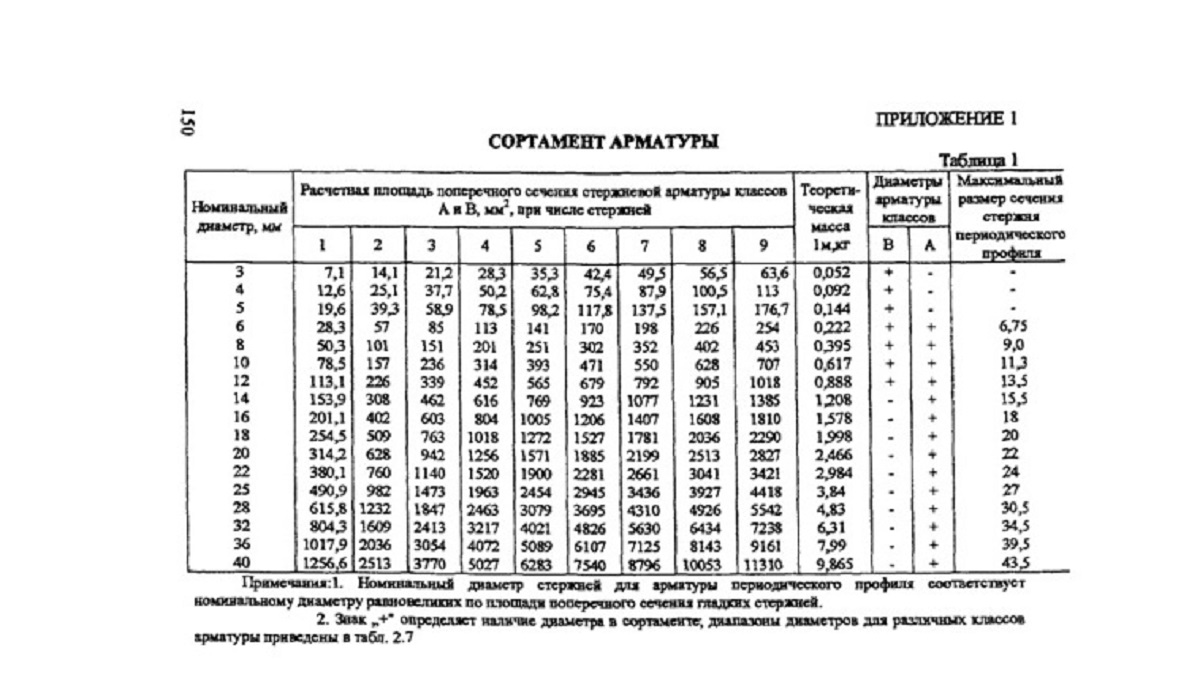
Při výběru tyčí má velký význam jejich průřez. Čím více, tím pevnější bude v budoucnu vyráběná betonová konstrukce. Zároveň se však zvyšují náklady na železobetonové výrobky. Proto architekti a vývojoví inženýři přísně dodržují pokyny GOST.
Tento dokument obsahuje tabulku ploch výztuže přímo související s průřezem prutů. Ve stejné tabulce je sloupec, kde těmto dvěma parametrům odpovídá hmotnost 1 m profilu. To znamená, že GOST bere v úvahu všechny rozměrové charakteristiky, které spolu navzájem souvisí. To je výhodné, protože při navrhování stavebních konstrukcí je třeba vzít v úvahu jejich hmotnost. Nemusíte nic počítat, stačí se podívat do této tabulky.
Navíc je obtížné vypočítat jakýkoli parametr vlnité výztuže. Žebra znesnadňují přesné měření. Níže uvedená fotografie ukazuje tuto tabulku od GOST.
Podle vlastností instalace
Existuje rozdělení výztužných tyčí na základě provozních podmínek tyčí. Jsou zde dvě skupiny:
- Napjatý. K tomu je lepší použít materiál, který vydrží vysoké tahové zatížení. Obvykle se jedná o výztuž z vysokopevnostní oceli.
- Nepřízvučný. To jsou všechny typy výztuže používané v konvenčních železobetonových výrobcích. Lze je použít i v předpjatých konstrukcích, pouze ve formě nepracovní odrůdy.
Podle umístění ve struktuře
Bez ohledu na třídu kování lze kování instalovat v prostoru bez omezení. Jsou zde čtyři pozice:
- Vertikální uspořádání. Jedná se o hromady a sloupy.
- Horizontální. Jedná se o příčníky, trámy a vaznice.
- Kolmé umístění ve vodorovné rovině. Jedná se o betonové podlahy, mazaniny, plošiny, podlahové desky, deskové základy.
- Kolmo ve svislé rovině: železobetonové stěny (panely), smykové stěny.
Podle místa určení
Podle účelu je ocelová výztuž rozdělena do čtyř skupin:
- pracovní;
- rozdělení;
- instalace;
- svorky.
První je navržen tak, aby odolával tahovým zatížením, kterým je železobetonový výrobek vystaven během provozu. Jako příklad je to obyčejný betonový potěr. Tyto prvky jsou obvykle umístěny podél betonové konstrukce.
Druhým jsou prvky kovové konstrukce, známé také jako rám, které spojují pracovní kování dohromady. A spolu s tím provádějí složité úkoly pro zpevnění železobetonových výrobků. Umístění je příčné.
Za třetí, tato skupina zahrnuje prvky rámu, které jej podpírají v prostoru v různých polohách. Čtvrtým jsou prvky, které vytvářejí podmínky pro absorpci bočních zatížení, plus – díky svorkám se uvnitř železobetonových výrobků neobjevují šikmé trhliny a jiné vady.
Tato klasifikace výztuže nemá specifické požadavky na výběr třídy. To znamená, že v jedné ze skupin může být jakýkoli typ. Ale požadavky na podélnou a příčnou výztuž jsou odlišné. První musí vydržet zatížení. Ty jsou vystaveny síle, ale jejich hlavním úkolem je držet výztužný rám ve tvaru a prostoru.
Způsobem použití
Výztužné tyče označené “A” se používají v různých betonových konstrukcích. Zde jsou některé schůzky:
- A-1 – pro nenamáhané prvky. Lze použít jako pracovní kříž nebo montáž.
- A-2 se používá na stejném místě.
- A-3 a A-4 se používají hlavně pro předpjaté prvky.
Označení a vlastnosti různých tříd
Při tvorbě projektu objektu věnují architekti velkou pozornost specifikaci výztuže. Jedná se o dokument obsahující tabulky pro každý výrobek nebo konstrukci s označením kování.
Pokud se například nalijí sloupce, zobrazí se pro ně tabulka, kde je uvedeno:
- jaký druh výztuže by měl být instalován, to platí pro příčné i podélné:
- počet tyčí;
- jejich délka a průřez.
V tomto případě jsou jasně definovány požadavky na typy výztuže pro konstrukci konkrétní konstrukce. To znamená, že pokud sloup musí vydržet velké zatížení, pak používá výztuž většího průřezu. Zmenšením průměru tyčí nemůžete zvýšit počet tyčí.
Specifikace udává přesné označení výztužných prvků. Při stavbě betonových konstrukcí je nelze měnit.
Označení a vlastnosti za tepla válcované odrůdy byly plně popsány výše. Některé informace o dalších třídách armatur – co to jsou, jak se liší, kde se používají, jsou uvedeny níže.
Drát
Drátěná výztuž je označena písmenem „B“. Vyrábí se jak ve formě hladkých tyčí – V-1, tak ve formě vlnitých tyčí – Vr-1. Výrobci nabízejí také produkty s vysokou pevností, označené jako B-2 (hladké) a BP-2 (s periodickým profilem).
Tabulka ukazuje vypínací sílu různých průměrů drátu.
| Průměr, mm | Tahová síla, MPa |
| 3 | 300 |
| 4 | 680 |
| 5 | 1040 |
V-1 o průměru do 5 mm se používá jako nenapínaný. V-2 a Vr-2 do 8 mm a jako tahový typ.
Varování! Spojení drátu V-2 a Vr-2 elektrickým svařováním není možné, protože je ve výrobě podrobeno nízkoteplotnímu temperování.
Lana

Tento typ výztužných tyčí se vyrábí v jedné nebo dvou řadách pomocí 7-19 drátů: běžných nebo pozinkovaných.
Podle ukazatele pevnosti v tahu se lana dělí do 14 podskupin. A samotná hodnota se pohybuje v rozmezí 107-2352 MPa. Široká vidlice umožňuje zvolit variantu pro konkrétní železobetonovou konstrukci. Jedná se o drahé výrobky a v soukromé bytové výstavbě se nepoužívají.
Varování! Lana se používají pouze jako předpínací výztuž.
Po pochopení výztuže – co to je, jak funguje v betonových konstrukcích, jaké jsou její vlastnosti a účel každé třídy, můžeme říci, že tento stavební materiál, který má širokou škálu, má přísný účel v závislosti na typu a typu . A pokud je ve specifikaci konstrukce uvedena třída, nelze ji změnit na jinou. Výměna je možná pouze po potvrzení zpracovatelem stavebního projektu.

Svařovací drát je kovový závit dodávaný ve svazcích, cívkách, cívkách nebo jednotlivých tyčích (tyčích).
Používá se jako přísada při provádění svářečských prací v ručním (MMA, TIG), automatickém (SAW) nebo poloautomatickém (MIG, MAG) režimu v ochranných plynech, dále pro řezání (CUT) ocelí a neželezných kovů. .
Tavením při svařování vyplňuje svarovou lázeň, která po krystalizaci tvoří svarovou housenku.
přihláška
Zvláštností drátu je, že během svařovacích prací současně plní funkce elektrody a přídavného materiálu.
Ze zdroje proudu se přes hrot sbírající proud přenáší napětí na drát, čímž se mezi koncem přísady a produktem vytvoří elektrický oblouk. Kov se roztaví, vytvoří svarovou lázeň a vytvoří šev.
Drát přiváděný z cívky umožňuje vytvářet dlouhé souvislé švy, což snižuje náklady na výměnu spotřebního materiálu a zvyšuje produktivitu svařování.
S jeho pomocí se svařují nejmenší a nejtenčí části kovových konstrukcí s nízkým tepelným účinkem na spojované prvky.
Klasifikace
Drát pro svařování je kvalifikován podle různých kritérií v závislosti na prováděných úkolech, složení a vlastnostech.
Do cíle
Moderní trh nabízí drát pro všeobecné i speciální účely.
- Přídavné materiály pro všeobecné použití se používají pro výrobu elektrod, pro obloukové svařování s automatickými a poloautomatickými invertory, navařování všech druhů ocelí při opravách.
- Speciální drát se používá pro svařování ve speciálních podmínkách (například ve vysokých nadmořských výškách, ve vodě a pod vodou), nucené vytváření švu, spojování slitin:
- hliník;
- měď;
- litina;
- nikl;
- titan.
Pro zlepšení kvality svarů a zabránění mezikrystalové korozi lze do kovu přidávat různé modifikující přísady.
Dráty pro všeobecné a speciální účely musí mít stejné složení jako svařované výrobky.
Podle struktury
Existují tři hlavní typy:
Skládá se z pevného kovového jádra válcovaného za studena z oceli, mědi nebo hliníku, titanu a dalších slitin. Používá se pro výrobu elektrodových tyčí nebo jako přídavný materiál při automatickém nebo poloautomatickém (mechanizovaném) svařování v ochranných plynech (dusík, argon, oxid uhličitý apod.) nebo pod vrstvou tavidla.
Jedná se o tenkou trubici naplněnou tavidlem nebo jeho směsí s kovovými prášky, feroslitinami a oxidy. Tavidlo ve svařovacím drátu chrání svarovou lázeň a plní stejnou funkci jako povlak elektrod. Vhodné jak pro průmyslové výrobní práce, tak pro domácí svařování.

Obrázek 2. Plněný drát.
Stejně jako drát s tavidlem má tento drát trubkový tvar, ale obsahuje pouze 5-7% tavidla.
Uvnitř tuby je tyčinka ze stlačeného prášku, která funguje jako knot. Kovovou základnu tvoří skořepiny z nízkouhlíkové oceli Sv-08G2S. Aktivované přísady jsou rovnoměrně rozmístěny v kompozitním povlaku.
Jako aktivátory se používají oxidy křemíku, titanu, hořčíku a uhličitany alkalických kovů. Zajišťují rychlé zapálení a stabilní hoření oblouku bez rozstřiku kovu s následným snadným oddělením struskové kůry.

Obrázek 3. Schéma aktivovaného vodiče.
1 – tyč, 2 – kompozitní povlak, 3 – kovová matrice, 4 – tavidlo, 5 – vnitřní kovový povlak, 6 – vnější kovový povlak.
Podle počtu legujících prvků
Mezi hlavní legující prvky patří chrom, nikl, mangan, molybden, křemík, wolfram a žáruvzdorné slitiny wolframu.
Technické a provozní vlastnosti drátu zcela závisí na procentu legujících prvků v něm:
- do 2,5 % – nízkolegovaná;
- od 2,5 % do 10 % – středně legované;
- více než 10 % je vysoce legováno.
Niob lze použít jako legující prvek. Když se to spojí s 20% mědí, vznikají slitiny s vysokou pevností, s hliníkem (stačí setiny niobu) – to dělá slitinu imunní vůči účinkům alkálií, s ocelí – to je dělá odolné vůči oxidaci.
Přísady pro doping umožňují zvýšit odolnost proti korozi, rázovou houževnatost a tepelnou odolnost.
V průměru
Podle GOST má drát 17 standardních průměrů, od 0,3 do 12 mm. Velikost spotřebního materiálu se volí na základě tloušťky svařovaného obrobku. Čím silnější je kov, tím větší je průměr drátu.
Drát menšího průměru poskytuje optimální technologii svařování: rychlejší zapálení, stabilnější hoření oblouku a menší rozstřik kovu.
Při práci s drátem většího průměru je třeba zvýšit aktuální nastavení.
Podle typu povrchu
Svařovací drát se dělí na poměděný, označený písmenem „O“, a nepoměděný, nepotažený. Vlastnosti naneseného kovu závisí na stavu povrchu drátu. Neměděný drát je univerzální spotřební materiál používaný pro svařování, navařování a výrobu elektrod.
- snížit rozstřikování kovu přibližně o 40 %;
- snížit námahu při protlačování drátu podávacím mechanismem;
- zvýšit antikorozní vlastnosti spotřebního materiálu.
Díky nízkému přechodovému odporu, který poskytuje velký proudový vodič, podporuje měděný drát rychlé zapálení a stabilní hoření oblouku s minimálním rozstřikem. Ve výsledném švu vytváří méně škodlivých nečistot.

Obrázek 4. Drát potažený mědí.
Podle typu svařovaných kovů
Pro různé kovy a slitiny se používají různé spotřební materiály. Na nich závisí vlastnosti stehových sekcí.
Pro svařování ocelových výrobků se lépe hodí poměděný drát a plněný drát:
- Sv-08G2S – pro práci s tenkými ocelovými plechy, svařovacími nádobami, trubkami a nádržemi provozovanými pod vysokým tlakem; zahraniční analog – ER70S-6 (vyrobeno v Číně);
- Sv-09G2S – legovaný ocelový neměděný drát pro svařování nízkouhlíkových, nízkolegovaných ocelí.
- Sv-10GA je nízkouhlíkový drát pro argonové obloukové svařování nízkouhlíkových ocelí.
- Sv-08GSMT – svařování konstrukční nelegované oceli typu 15G2SF;
- Sv-01Х17Н14М – spojování dílů se zvýšenými požadavky na odolnost proti mezikrystalové korozi.
Přídavné materiály by měly být vybrány na základě požadavků na svar.
Svařování hliníku se provádí drátem z čistého hliníku nebo jeho slitin s hořčíkem, manganem a křemíkem.
- Sv-AK5, Sv-AK6 – pro svařování žáruvzdorných slitin s vysokou tažností;
- Sv-1201 – pro svařování dílů se speciálními požadavky na kvalitu svaru;
- Sv-A85; Sv-A97; Sv-AMT – pro spojování čistého hliníku a tvárných slitin.
Všechny uvedené značky jsou odolné vůči chemickým a atmosférickým vlivům.
Svařování austenitických a nerezových ocelí se provádí v prostředí ochranného plynu.
Hlavní značky přísad pro nerezovou ocel:
- Sv-06Х19Н9Т, Sv-06Х21Н7БТ, Sv-01Х19Н9, Sv-01Х18Н10 – svařování korozivzdorných žáruvzdorných ocelí;
- Sv-01Х19Н9, Sv-06Х19Н9Т, Sv-01Х18Н10 – svařování výrobků z austenitických ocelí;
- Sv-08Х19Н10М3Б, Sv-06Х20Н11М3ТБ – svařování nerezových výrobků s obsahem niklu, chromu, molybdenu.
Materiál drátu z nerezové oceli obsahuje uhlík, který zabraňuje mezikrystalové korozi, a křemík, který zvyšuje pevnost svaru.
Vzhledem k tomu, že měď a její slitiny při tavení začnou aktivně interagovat s kyslíkem ve vzduchu, což negativně ovlivňuje kvalitu svařování, musí být práce prováděna v inertním prostředí argonu nebo helia. Při práci byste měli používat měděno-niklový nebo měděno-křemíkový drát.
Spotřební materiály značky Esab jsou optimálně vhodné pro svařování měděných výrobků: OK Autrod 12.64 OK Autrod 19.12, OK Autrod 19.30. OK Autrod 19.40, OK PRO 51C.
Pro svařovací výrobky z litiny a niklu jsou nejvhodnější třídy SV08G2, SV08G2S a také plněné dráty:
- PP ANCH-1 – pro studenou kuchyni;
- PP ANCH-1 – pro poloteplou metodu zahřátý na 350 °C;
- PP ANCH-3 – pro horkou metodu zahřátý na 600 °C.
Svařování litiny musí být prováděno poloautomaticky stejnosměrným proudem s obrácenou polaritou.
Druhy drátů podle složení
Složení svařovacího drátu může být ocelové, hliníkové, poměděné, plněné atd.
Každý typ drátu je určen pro konkrétní práci.
Ocel
Nejběžnější typ drátu používaný ve stavebnictví, inženýrských sítích, strojírenství, energetice atd. Používá se pro spojování, navařování nebo řezání ponorných oblouků a různých plynů nízkouhlíkových, středně, nízko a vysokolegovaných ocelí.
Zahrnuje více než 50 značek. Nejoblíbenější z nich:
- Sv-08, Sv-10G2, Sv-YUGL – pro svařování konstrukcí z nízkouhlíkových ocelí;
- Sv-08GS, Sv-08G2S, Sv-18HS – pro nízkolegované a středně legované oceli;
- Sv-08X14GNT. Sv-12X13 – pro spojování obrobků z vysoce legované oceli.
Přidáním chrómu, niklu a manganu jako legujících přísad lze materiál použít ke spojování výrobků z nerezové oceli s vysokým obsahem uhlíku.
Hliník
Určeno pro poloautomatické svařování hliníku a jeho slitin s hořčíkem, křemíkem, mědí, chromem.
Pomáhá vytvářet svarové spoje, které se vyznačují zvýšenou pevností a odolností proti korozi. Barva výsledného švu odpovídá barvě obrobku.
Hliníkový svařovací drát je široce používán v automobilovém průmyslu, stavbě lodí a dalších oblastech, kde kov často interaguje s vodou.
Poměděné
Vyrobeno z nízkolegovaných a nízkouhlíkových ocelí.
Materiál má zlepšenou vodivost, nízký kontaktní odpor a vysokou odolnost proti korozi. Klady:
- bezpečnost životního prostředí díky minimálnímu množství nečistot;
- mírné rozstřikování svarového kovu;
- zvýšená produktivita díky vysoké rychlosti podávání drátu.
Tento drát je žádaný při zvýšených požadavcích na kvalitu svaru. Přídavný materiál je ideální pro svařování argonem. Lze použít při výrobě nádrží a potrubí, výrobě námořních a říčních plavidel, automobilů a železničních vozů.
Protože drát neobsahuje komponenty pro ochranu svarové lázně, svařování se provádí v oxidu uhličitém nebo ve směsi argonu a oxidu uhličitého.
Prášek
Trubkový samoochranný drát plněný práškovým plnivem, který působí jako tavidlo a nahrazuje plyn.
Obsah přísad tavidla se v něm pohybuje od 14 do 40 %.
Protože prášek působí jako ochrana proti kontaktu s atmosférou, není potřeba používat plynné látky.
Trubičkový drát se dobře hodí pro práci ve výškách a v jiných případech, kdy není možné dodat plynovou láhev na místo svařování.
Příkladem takového drátu je značka PP2DS. Umožňuje poloautomaticky vařit nerezovou ocel (austeniticko-feritické oceli), galvanizované železo a součásti vyrobené z uhlíkových ocelí.
Drát musí co nejpřesněji odpovídat složení spojovaných kovů.

Obrázek 5. Značkový drát z nerezové oceli ESAB.
Spotřeba oxidu uhličitého nebo směsi
Ochranné plyny zabraňují přístupu kyslíku do svařovací zóny, což zlepšuje kvalitu spojů a zvyšuje produktivitu.
Úroveň jejich spotřeby (nebo směsi plynů) závisí na vlastnostech svařovaného kovu, proudové síle a průměru přídavného drátu.
Přibližné parametry spotřeby pro poloautomatické svařování jsou uvedeny v tabulce 1.
















