Kovy, slitiny, speciální slitiny, struskotvorné přísady a další materiály, které se používají k přípravě různých slitin, se ve slévárenském průmyslu nazývají vsázkové materiály nebo vsázky. Vsázka zahrnuje: čerstvé materiály (vysokopecní litina různých jakostí, měď, hliník, zinek, nikl atd.), které přicházejí do sléváren z hutních provozů; šrot železných slitin a šrot neželezných slitin, což jsou zpracované průmyslové odpady; speciální feroslitiny a slitiny (mezislitiny více žáruvzdorných prvků s prvky s nízkou teplotou tání) pocházející z metalurgických provozů; odpad ze sléváren a strojíren (vtok, zisky, vadné díly a briketované hobliny). Kvantitativní poměr různých materiálů ve vsázce závisí na kvalitě výchozích materiálů a na požadavcích na vyráběné slitiny.
Hlavní typy tavicích pecí
Ve slévárenské výrobě se používají tavicí pece na pevná, kapalná nebo plynná paliva (koks, olej, topný olej, plyn) a elektrické pece. První typ pecí zahrnuje kuplové pece a kelímkové pece, druhý typ zahrnuje elektrické obloukové pece a elektrické indukční pece. Nejpoužívanější pece pro tavení litiny jsou šachtové pece – kupolové pece. Šedá litina vyráběná v těchto pecích se používá pro odlévání dílů různé složitosti. Elektrické pece taví ocel, legovanou litinu a bílou litinu, která se následně zpracovává na temperovanou litinu. Schéma kuplovny je na obr. 35. Kopule je šachtová pec, jejímž základem je svařovaný kovový plášť 1, z vnitřní strany vyzděný žáruvzdornými cihlami 2. Mezera mezi pláštěm a vyzdívkou je vyplněna suchým křemičitým pískem 3. Je zde nakládací okénko v horní části kopule 4. Část kopule umístěná pod nakládacím okénkem je vyzděna z litinových dutých cihel 5, které ji chrání před zničením při nakládání vsázky 7.
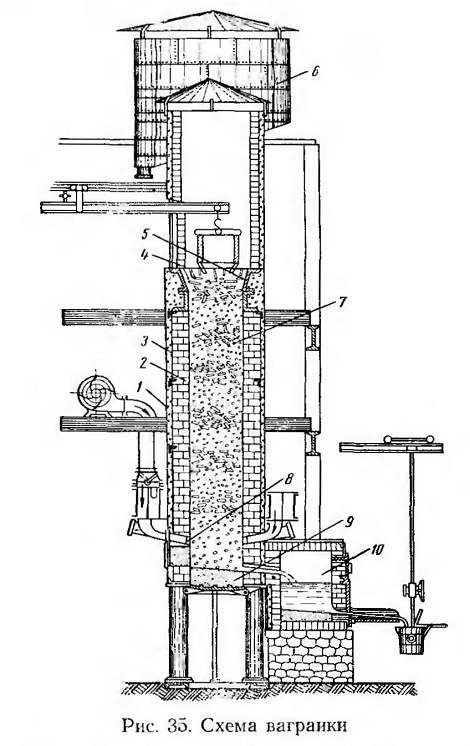
Naložte kopuli pomocí skipového kladkostroje nebo výložníkového jeřábu. Horní část kopule je zakončena lapačem jisker 6.
Pro udržení spalování v kuplovně je vzduch (foukaný) přiváděn speciálními otvory 8, nazývanými dmýchací trubice, a vháněn ventilátorem. Roztavená litina podél topeniště 9, umístěného ve spodní části šachty, proudí speciálním otvorem a skluzem do zásobníku 10. Na začátku práce se do kuplovny naloží vrstva koksu o výšce 500-1500 mm. zapálené. Tato vrstva koksu se nazývá prázdná skořápka. Poté se pracovní koksová skořápka, tavidlo a první část kovové vsázky naloží na volnoběh. Po naložení materiálů je vzduch potřebný pro spalování paliva přiváděn přes dmýchací trubice. V tavicím pásu se taví litina a struska a proudí do kuplovny. Výsledné plyny stoupající vzhůru ohřívají kovovou náplň a palivo a poté jdou do potrubí.
Jak koks hoří a litina se taví, vsázka naložená do kuplovny padá dolů a na její místo jsou nakládány nové části vsázkových materiálů. Během procesu tavení se v kuplovně hromadí tekuté železo. Struska plave na povrchu litiny a je periodicky uvolňována odpichovým otvorem strusky. Nahromaděná litina je odváděna odpichovým otvorem podél skluzu do speciální skladovací nádrže a poté do pánve. Produktivita kuplovny je 0,5–30 tun litiny za hodinu.
Pro účely požární bezpečnosti a ochrany před znečištěním okolí jsou kuplovny vybaveny lapači jisker, které jsou zároveň lapači prachu.
Pro tavení oceli používají slévárny otevřené nístějové a elektrické obloukové pece s bazickou a kyselou vyzdívkou a také indukční kelímkové pece.
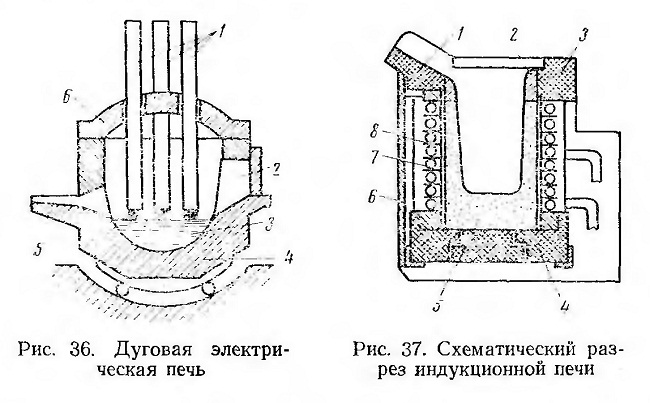
Na Obr. Obrázek 36 ukazuje schéma elektrické obloukové pece. Zdrojem tepla v této peci je elektrický oblouk, který vzniká mezi taveninou 3 umístěnou v lázni pece 4 a třemi grafitovými elektrodami 1 (procházejícími střechou pece 6), kterými je přiváděn elektrický proud. Kapacita takových pecí je 1,5-10 t. Doba tavení je 1,5-4 hod. Připravený kov se odlévá při naklápění pece, prováděné speciálním mechanismem, skluzem 5. Vsázka se vkládá do pece okénkem 2 nebo přes střechu pece, zvednutou a otáčenou speciálním mechanismem.
Tavení oceli v elektrické obloukové peci se skládá z následujících operací: plnění elektrické pece, plnění vsázky, tavení vsázky a odlévání hotové oceli.
Indukční pec (obr. 37) se skládá z rámu 6 z nemagnetického materiálu, uvnitř kterého je induktor (cívka) ze závitů 7 měděné trubky, kterou protéká chladicí voda. Závity jsou od sebe odděleny izolací ‘8. Tavicí kelímek 5 v této peci je vyroben z plněné vyzdívky. Horní části vyzdívky 1 a 3 a její spodní část 4 jsou z tvarovaných žáruvzdorných cihel, vrstva 2 je tvořena žáruvzdorným povlakem. Zdrojem tepla v těchto pecích je indukční proud vybuzený ve vsázce naložené do kelímku, když střídavý proud o vysoké frekvenci prochází induktorem.
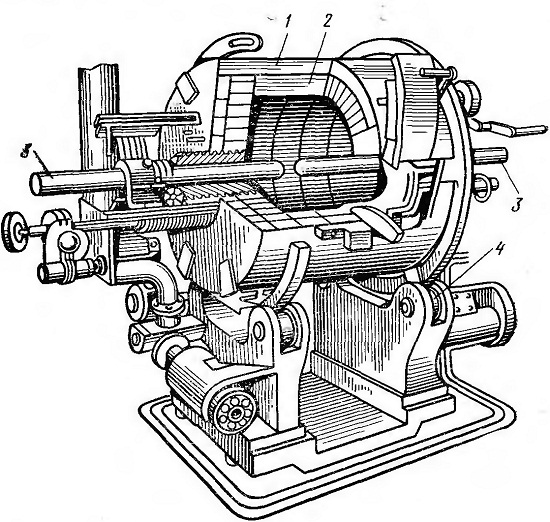
Rýže. 38. Jednofázová elektrická oblouková pec pro tavení slitin mědi
Tavení neželezných slitin se provádí v kelímkových pecích s olejovým nebo plynovým ohřevem, v elektrických odporových pecích, jakož i v obloukových nebo indukčních elektrických pecích.
Slitiny mědi se taví v kelímkových, plamenových a elektrických pecích. Nejpoužívanější jsou jednofázové elektrické obloukové pece typu DMK (obr. 38). Pec je kovový buben 1, vyložený žáruvzdornými cihlami 2. Teplo potřebné k tavení mědi je vytvářeno elektrickým obloukem vznikajícím mezi dvěma vodorovně umístěnými elektrodami 3. Buben 4 namontovaný na válečcích 1 lze otáčet do určitého úhlu o motor a převodový pohon.
Vsázkové materiály jsou nakládány přes pracovní okénko vybavené skluzem, kterým je hotová tavenina vypouštěna. Pro tavení slitin mědi jsou vsázkovými materiály prasata, strojní šrot, odpad z vlastní výroby apod. Při tavicím procesu mědi, zinku a olova se uvolňují škodlivé plyny a páry, proto jsou tavicí pece vybaveny výkonnou odsávací ventilací .
Slitiny hliníku se taví v kelímkových a plamenových pecích, elektrických odporových pecích a indukčních pecích. Na Obr. 39 znázorňuje plynem vyhřívanou kelímkovou pec pro
tavení hliníkových slitin. Pec má žáruvzdornou vyzdívku 1, uvnitř které je vložen litinový kelímek 2. Do hořáku 4 je přiváděn plyn, který hoří v prostoru mezi vyzdívkou a kelímkem. Otvor 3 je určen pro uvolnění kovu, když kelímek vyhoří. Zplodiny hoření a plyny ze slitiny jsou odváděny odsávacím krytem 5. Pec je zavěšena nápravami na bočních podpěrách a lze ji naklápět pomocí volantu a šnekového převodu.














