Pro opracování rovných povrchů jsou potřebné stroje pro broušení ploch. Provádějí vysoce přesné zpracování výrobku, odstraňují vady a dodávají povrchu požadovaný stupeň čistoty. To vše umožňuje použití strojů při organizování průmyslové výroby produktů se zvýšenými požadavky na kvalitu povrchu.
Níže se podíváme na to, jak povrchová bruska funguje, jaké jsou její technické vlastnosti, výhody a specifika.
Princip zpracování
Funkci hlavního nástroje pro zpracování plní brusný kotouč. Pro zpracování je díl upevněn na pracovním stole. Kruh se otáčí a odebírá vrstvy materiálu a pracovní stůl s obrobkem provádí posuvy.
Plošné broušení umožňuje získat přesné rozměry součásti, odstranit okuje, otřepy a další vady. Parametry brusného kotouče a provozní režim stroje jsou určeny na základě požadované kvality povrchu a typu zpracování.
Typy zpracování
K broušení se používá buď koncová část kotouče nebo jeho obvod.
Konec broušení
Pokud provádíte práci s koncovou plochou kotouče, je vhodné zařízení pro broušení ploch s vertikálním vřetenem. Takové stroje mají většinou kulatý stůl, při jeho otáčení dochází k posuvům. Zpracování se provádí v jednom nebo několika průchodech:
- Jednoprůchodové broušení se používá pro hromadné zpracování dílů relativně jednoduché konfigurace. Brusný kotouč je přiveden do požadované hloubky a celý přídavek je odebrán jedním průchodem. U této metody nejsou kladeny vysoké nároky na přesnost zpracování. Pokud je důležitá přesnost, zvolte zařízení se třemi hlavami.
- Víceprůchodové zpracování – umožňuje zpracovávat díly složitějších konfigurací s vysokou přesností. Kruh postupně odstraňuje vrstvy materiálu při nízké rychlosti pohybu obrobku. Při této metodě se díl několikrát posune pod kružnici, která se posune do hloubky tolikrát, kolikrát je potřeba, aby se odstranil celý přídavek. Poslední pohyby se provádějí buď zcela bez podávání (proces se nazývá ošetřování), nebo s mírným vertikálním posuvem.
Nevýhoda metody: zvýšené zahřívání materiálu v pracovní oblasti, což může způsobit snížení přesnosti.
Periferní broušení
Tento druh broušení má ve srovnání s čelním broušením nesporné výhody: menší vývin tepla a tím i menší opotřebení kotouče. Při této metodě je materiál jemně ovlivněn, takže kruh vydrží déle a míra přesnosti je vysoká. Zároveň je takové broušení považováno za méně produktivní a při zpracování tvrdých materiálů klesá účinnost.
Pro obvodové broušení jsou vhodné stroje s pravoúhlým stolem, který vykonává vratné pohyby. Existuje několik typů broušení:
- Hluboký. Pro každý zdvih pracovní plochy je odstraněn velký přídavek. Rychlost podélného posuvu je minimální. Brusná zrna na sebe berou hlavní nápor při odstraňování materiálu, což vede k rychlému opotřebení kotouče.
- S nepřetržitým podáváním. Broušení se používá v případech, kdy je zpracovávaná rovina omezena rameny. V této metodě není křížový posuv. Přesnost operace je nízká. Opotřebení kola je nerovnoměrné a je třeba ho často seřizovat.
- S příčným přerušovaným posuvem. Metoda má vysokou přesnost a je vhodná pro zpracování na strojích s horizontálním vřetenem a kulatým stolem. Výška brusného kotouče by měla být vždy vyšší než hodnota příčného posuvu. Ve většině případů se příčný zpětný chod a hloubkový posuv kola provádějí současně.
Konstrukce a komponenty povrchových brusek
Řekneme vám podrobněji, jaká je struktura brusky na plochu, konkrétně jedna z konstrukčních možností – stroj s obdélníkovým typem stolu. Zvláště jasně vidíte všechny součásti, které jsou v něm obsaženy, na schématu stroje pro broušení ploch.
Nosnými prvky zařízení jsou rám a lůžko, k nim jsou připevněny všechny ostatní komponenty, a to: pracovní stůl, podpěra, brusný vřeteník s brusným kotoučem, hydraulický systém posuvu stolu, elektromotor, pouzdra, uzamykací mechanismy atd.
Plocha se pohybuje po vodorovných vodítkách umístěných na rámu. Nad ním se nachází brusná hlava, pohybující se ve svislém směru. Kinematická konstrukce brusky zajišťuje stabilní a přesné posuvy.
Existují tři možnosti vybavení podle stupně automatizace: ručně, pomocí řídicí jednotky nebo CNC systému.
Parametry pro výběr plošné brusky
Výběr zařízení se provádí s ohledem na specifika výroby. Plošná bruska, jejíž vlastnosti neodpovídají provozním podmínkám, nebude poskytovat odpovídající produktivitu a její údržba bude příliš nákladná.
Při výběru stroje vezměte v úvahu následující parametry:
- Výkon měniče přímo ovlivňuje výkon zařízení.
- Rozměry a zdvih pracovního stolu – na nich závisí rozměry pracovní plochy.
- Výška osy vřetena – tento indikátor určuje maximální výšku obrobku.
- Typ ovládání – určuje se v závislosti na oblasti použití stroje. Pokud je ručně ovládané zařízení vhodné pro malosériovou nebo kusovou výrobu, pak je pro hromadnou výrobu nezbytný CNC systém.
- Rozměry a hmotnost – velké kusy zařízení vyžadují poměrně hodně místa a speciální podmínky pro instalaci, jako je stavba základů.
Kupte si stroj na broušení ploch od společnosti PROMOIL Group
Náš katalog představuje různé modely povrchových brusek, jejichž účel je třeba vzít v úvahu při výběru technických vlastností. Každý kupující si u nás bude moci objednat zařízení, které optimálně splňuje specifika a potřeby jeho výroby.
Pokud máte nějaké potíže nebo potřebujete další informace o modelu, o který máte zájem, obraťte se na naše specialisty. Vezmeme v úvahu všechny nuance a nabídneme spolehlivé a produktivní technické řešení pro optimalizaci vašich výrobních procesů.
Plošné broušení je vysoce výkonný způsob opracování rovných ploch různých strojních součástí z kalených i nekalených ocelí, tvrdých slitin, keramiky a dalších materiálů. Ploché broušení zajišťuje vysokou přesnost rozměrů, tvaru a umístění broušených ploch a vysokou kvalitu jejich povrchové vrstvy. Vzhledem ke značné produktivitě se místo jemného hoblování a frézování používá ploché broušení a také místo tak pracné operace, jako je škrábání.
Podle toho, která z ploch kotouče pracuje, se rozlišuje plošné broušení s obvodem a koncem kotouče (obr. 7.5), přičemž obrobky jsou umístěny na obdélníkovém nebo kulatém stole.
Ploché broušení s obvodem kotouče (obr. 7.5, a) se provádí vratným nebo rotačním pohybem tangenciálního posuvu. Vřeteno kruhu je umístěno vodorovně. Vratný tangenciální posuvový pohyb provádí pravoúhlý stůl stroje 1, na kterém jsou instalovány obrobky 2. Axiální posuvový pohyb vykonává obrobek nebo brusný kotouč periodicky po každém zdvihu stolu v tangenciálním směru nebo po každém dvojitý zdvih. Hloubkový posuv (radiální posuv) provádí brusný kotouč periodicky po dokončení jednoho plného zdvihu v axiálním směru před zahájením dalšího zdvihu.
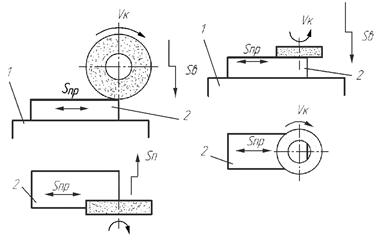
Obr.7.5. Schémata pro broušení roviny s obvodem (a)
a konec (b) kruhu
Při plochém broušení s rotačním posuvem se opracovávané obrobky pokládají na kulatý otočný stůl stroje. Axiální posuvný pohyb je prováděn brusným kotoučem nebo obrobkem ve směru poloměru stolu a je vratný; axiální posuv se udává v milimetrech na otáčku stolu.
Stroje, které pracují na obvodu kruhu, se vyznačují svou všestranností. Používají se ve střední a malosériové výrobě.
Ploché broušení koncem kotouče (obr. 3.90, b) se provádí vratným, translačním nebo rotačním tangenciálním posuvem. Vřeteno brusného kotouče je umístěno svisle.
Vratný pohyb tangenciálního posuvu vykonává stůl stroje 1, na kterém jsou upevněny obrobky 2. Při dopředném pohybu tangenciálního posuvu jsou stůl stroje a brusná hlava nehybné, obrobek je umístěn na speciálním dopravníku, který spočívá na pracovní ploše stolu stroje. Dopravník provádí tangenciální posuv a pohybuje obrobkem podél stolu přes oblast zpracování. Při rotačním posuvu se broušení provádí jedním nebo více kotouči.
Při čelním broušení obvykle nedochází k radiálnímu posuvu, protože průměr kotouče je větší než šířka pracovní plochy stolu. Axiální posuv je ve většině případů prováděn brusným kotoučem.
Broušení na konci je produktivnější způsob zpracování než na obvodu kotouče, protože při řezání je současně zapojeno větší množství řezných zrn. Zvětšení kontaktní plochy brusného kotouče s obrobkem však způsobuje zvýšení řezné síly a intenzivní vývin tepla, což může způsobit deformaci obrobku, vznik popálenin a prasklin na obrobené ploše.
Plošné brusky jsou rozděleny do skupin v závislosti na schématu zpracování, charakteru posuvů a typu pracovní plochy kotouče.
Univerzální plošné brusky s obdélníkovým stolem (obr. 7.6) mají brusné hlavy s horizontální nebo vertikální osou otáčení vřetena. Takové stroje se liší stupněm automatizace. Existují ruční a poloautomatické stroje s aktivními ovládacími zařízeními. Stroje s vertikálním vřetenem jsou vyrobeny na základě strojů s horizontálním vřetenem a liší se pouze přítomností vozíku, na kterém je namontována brusná hlava.
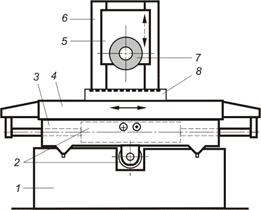
Obr.7.6. Plošná bruska: 1 – ložná; 2 – hydraulické válce pro příčné a podélné posuvy; 3 – příčný vozík; 4 – podélný stůl; 5 – brusná hlava; 6 – stojan; 7 – brusný kotouč; 8 – magnetická deska
Plošné brusky s kulatým otočným stolem a vodorovným vřetenem se dělí na neautomatizované a poloautomatické. Tyto stroje je vhodné používat pro zpracování kroužků, podložek, pouzder a kotoučů v sériové a hromadné výrobě. Stůl stroje je nakloněný, což umožňuje brousit nejen rovné, ale i vnější a vnitřní kuželové plochy. Důležitým rysem konstrukce strojů je schopnost automaticky regulovat rychlost otáčení stolu a také rychlost jeho pohybu v axiálním směru v závislosti na vzdálenosti mezi středem otáčení stolu a broušením. kolo.
Rovinné brusky s kulatým otočným stolem a svislým vřetenem jsou určeny pro broušení otevřených ploch obrobků různých konfigurací s koncem kotouče v sériové i hromadné výrobě. Schémata zpracování na plošných bruskách s kulatým otočným stolem jsou uvedena na Obr. 7.7.
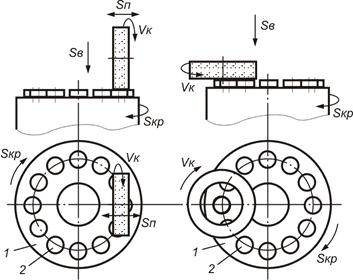
Rýže. 7.7. Schémata zpracování rotačním broušením na strojích:
a – s vodorovnou; b – se svislým vřetenem
Oboustranné čelní brusky se vyrábí ve dvou modifikacích: s horizontálním a vertikálním uspořádáním vřetena. Takové stroje lze například použít k broušení dvou rovnoběžných konců dílů, jako jsou ložiskové kroužky.
Podélné brusky jsou určeny především pro broušení vedení strojů a rovin dílů karoserie. Tyto stroje se vyrábějí jednosloupové a dvousloupové ve dvou modifikacích: s jednou nebo dvěma brusnými hlavami pro opracování obvodu kotouče nebo se dvěma kotouči pro práci s obvodem i koncem kotouče.
Existují různé způsoby a zařízení pro instalaci a zajištění obrobků během broušení povrchu. Jejich výběr je dán tvarem, velikostí a materiálem zpracovávaných obrobků, modelem brusky, typem výroby atd.
Plošné brusky jsou ve většině případů vybaveny elektromagnetickými deskami různých velikostí a typů. Na strojích s vratným pohybem stolu se používají obdélníkové elektromagnetické desky, na strojích s otočným stolem – kulaté. Ve velkosériové a hromadné výrobě lze použít speciální zařízení.
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli:
















