Původní obrobek a řezný nástroj během procesu zpracování přijímají pracovní pohyb od mechanismů obráběcích strojů a vzájemně se pohybují. Pro provedení řezání je nutná kombinace dvou typů pohybu: hlavní řezný pohyb a posuvný pohyb.
Hlavní řezný pohyb – přímočarý translační, vyskytující se při nejvyšší rychlosti V během procesu řezání.
Pohyb krmení – přímočarý posuvný nebo rotační pohyb řezného nástroje nebo obrobku, rychlost Vs která je menší než rychlost hlavního řezného pohybu, určená k rozložení separace vrstvy materiálu po celém obrobeném povrchu. Podle směru posuvu se rozlišují podélné, příčné a jiné posuvové pohyby.
Nejběžnější způsoby řezání kovů jsou soustružení, vrtání, frézování, hoblování, broušení (na obr. 10.1 šipky označují směry hlavního řezného pohybu a posuvu).

Obrázek 10.1 – Způsoby řezání kovů:
a – soustružení; b – vrtání; c – frézování; g – hoblování; d – broušení
Při soustružení (viz obr. 10.1 a) je hlavní řezný pohyb přenášen na obrobek a posuvový pohyb je přenášen na nástroj; při vrtání (viz obr. 10.1, b) jsou zpravidla oba pohyby sdělovány vrtačce; při frézování (viz obr. 10.1, c) vykonává hlavní řezný pohyb fréza a posuvný pohyb vykonává obrobek; při hoblování na příčných hoblovacích strojích (viz obr. 10.1, d) vykonává hlavní řezný pohyb fréza, posuvný pohyb vykonává obrobek a na podélných hoblovacích strojích – naopak; Při broušení (viz obr. 10.1, d) vykonává hlavní řezný pohyb brusný kotouč. Při plochém broušení se podélný posuv obvykle přenáší na obrobek a příčný na obrobek nebo brusný kotouč.
Obecně je proces řezání charakterizován prvky režimu řezání, rychlostmi hlavního řezného pohybu a posuvu; podání; tloušťka, šířka a plocha řezané vrstvy; strojní a kusový čas (obr. 10.2).

Obrázek 10.2 – Prvky režimu řezání
Hlavní řezná rychlost – rychlost uvažovaného bodu ostří nebo obrobku v hlavním řezném pohybu:
V = πDn 60/1000,
kde V – rychlost hlavního řezného pohybu, m/min; D – průměr povrchu obrobku, mm; n – rychlost otáčení obrobku, ot./min.
Rychlost posuvu – rychlost uvažovaného bodu břitu v posuvovém pohybu.
Feed S – poměr vzdálenosti, kterou urazí uvažovaný bod břitu nebo obrobku po trajektorii tohoto bodu při posuvném pohybu, k odpovídajícímu počtu cyklů nebo určitým zlomkům cyklu jiného pohybu při řezání nebo k počtu určité zlomky cyklu tohoto dalšího pohybu.
Pod pohybový cyklus rozumí úplnou otáčku, zdvih nebo dvojitý zdvih řezného nástroje nebo obrobku. Zlomek cyklu je část otáčky odpovídající úhlové rozteči zubů řezného nástroje. Zdvih označuje pohyb v jednom směru v vratném pohybu. Rozlišujte mezi posuvy na otáčku Sn, na zub Sz, na cestách Sx, dvojitý pohyb Sdv.x. směny Sn – translační pohyb břitu frézy na otáčku obrobku.
Tloušťka řezané vrstvy а – délka kolmice k řezné ploše protažená bodem uvažovaného řezného břitu, omezená průřezem řezané vrstvy. Šířka řezné vrstvy b – délka strany průřezu řezané vrstvy tvořené řeznou plochou. Plocha řezu je plocha průřezu řezané vrstvy f = ab. Čas strávený přímo na procesu oddělování třísek se nazývá hlavní technologický čas. Na základě hlavního technologického času se vypočítají výrobní rychlosti pro tento typ zařízení.
Zpracování konstrukčních materiálů řezáním je proces oddělování vrstvy materiálu z obrobku řeznými nástroji pro získání části požadovaného tvaru, daných rozměrů a drsnosti povrchu.
V poslední době se hojně využívají ekonomické způsoby získávání polotovarů, což vede k výraznému snížení pracnosti spojené s odstraňováním třísek (přesné lití, přesné lisování, pěchování za studena atd.). V současnosti však většina strojních součástí získává svůj konečný tvar a rozměry řezáním na kovoobráběcích strojích. Pouze tato úprava uspokojí zvyšující se nároky na rozměrovou přesnost a pečlivou povrchovou úpravu.
Obrábění určuje kvalitu vyráběných strojů, jejich přesnost, životnost, ale i spolehlivost a cenu. I přesto, že se způsoby získávání polotovarů a jejich zpracování na kovoobráběcích strojích neustále zdokonalují, největší část tvoří pracnost strojní práce ve strojírenství, která dosahuje 30-50 % celkové pracnosti výrobních strojů.
Řezný proces je komplex extrémně složitých jevů, závislých na fyzikálních a mechanických vlastnostech zpracovávaného materiálu, kvalitě řezného nástroje, řezných podmínkách, stavu obráběcího stroje a tuhosti technologického systému.
Proces řezání je doprovázen elastickými a plastickými deformacemi, destrukcí materiálu, třením, opotřebením řezného nástroje, vibracemi jednotlivých dílů a sestav a technologického systému (obráběcí stroj-nástroj-díl) jako celku. Znalost vzorců těchto jevů umožňuje zvolit optimální podmínky, které zajistí produktivní a vysoce kvalitní zpracování dílů.
21.2. Druhy přířezů a přídavek na zpracování
Na obráběcích strojích se hotové díly získávají z polotovarů. V závislosti na materiálu, tvaru a rozměrech součásti zpracovávané na stroji a také na charakteru výroby jsou hlavní typy kovových polotovarů následující: odlitky z litiny, oceli a neželezných slitin; výkovky a výlisky z oceli a neželezných slitin; dlouhé výrobky z oceli a neželezných slitin, které se dodávají ve formě tyčí a jsou řezány na jednotlivé polotovary.
Přídavek je vrstva kovu odstraněná z obrobku během zpracování. Na Obr. 21.1 znázorňuje stupňovitý válec a jeho válcový polotovar (tečkovaná čára) s přídavkem na zpracování (šrafovaně). Na správné volbě přídavků závisí racionální spotřeba kovu a účinnost zpracování.

Rýže. 21.1. Detailní skica s přídavky na zpracování.
21.3. Pracovní, seřizovací a pomocné pohyby na obráběcích strojích
Pro obrábění (soustružení, vrtání, frézování atd.) musí obrobek a řezný nástroj vykonávat určité pohyby. Jsou rozděleny na dělníci, nebo řezné pohyby, instalace (konfigurace) a pomocný. Pracovní pohyby jsou určeny k odstraňování třísek, zatímco montážní a pomocné pohyby jsou určeny k přípravě na tento proces.
Instalace – pohyby pracovních orgánů stroje, s jejichž pomocí nástroj ve vztahu k obrobku zaujímá polohu, která vám umožňuje odstranit z něj určitou vrstvu materiálu.
Pomocný – pohyby pracovních orgánů stroje, přímo nesouvisející s řezáním. Příklady jsou: rychlé pohyby pracovních těles, přepínání řezných rychlostí a posuvů atp.
Pracovní pohyby se dělí na hlavní věc pohyb a pohyb podání. Pomocí hlavního pohybu jsou odebírány třísky a posuvový pohyb umožňuje rozšířit započaté řezání na neošetřená místa povrchu obrobku. Například při vrtání je rotace vrtáku hlavním pohybem, který vám umožní začít řezat, když se vrták dotkne obrobku, a pohyb vrtáku podél osy je pohyb posuvu, což umožňuje prodloužit proces na následné objemy kovu a tím vyvrtat požadovaný otvor.
U obráběcích strojů je hlavní pohyb nejčastěji rotační (soustružnické, vrtací, frézovací, brusky) popř přímočarý (pístové – hoblovací a drážkovací stroje). Hlavní pohyb lze hlásit obrobku (stroje soustružnické skupiny, hoblíky) nebo řeznému nástroji (frézky, vrtačky, příčné hoblovky).
U strojů s hlavním rotačním pohybem posuv kontinuální a také řezání nepřetržitě. U strojů s vratným pohybem se pracovní zdvih střídá s volnoběhem, posuv se provádí před začátkem každého pracovního zdvihu a tedy řezání přerušovaně.
Základní metody řezání
Otáčení (obr. 21.2, а). Hlavní pohyb s rychlostí V v tomto případě je rotace obrobku 2 kolem osy, a posuvový pohyb – translační pohyb nástroje 1 vzhledem k obrobku (podél jeho osy, kolmo nebo pod úhlem k němu).
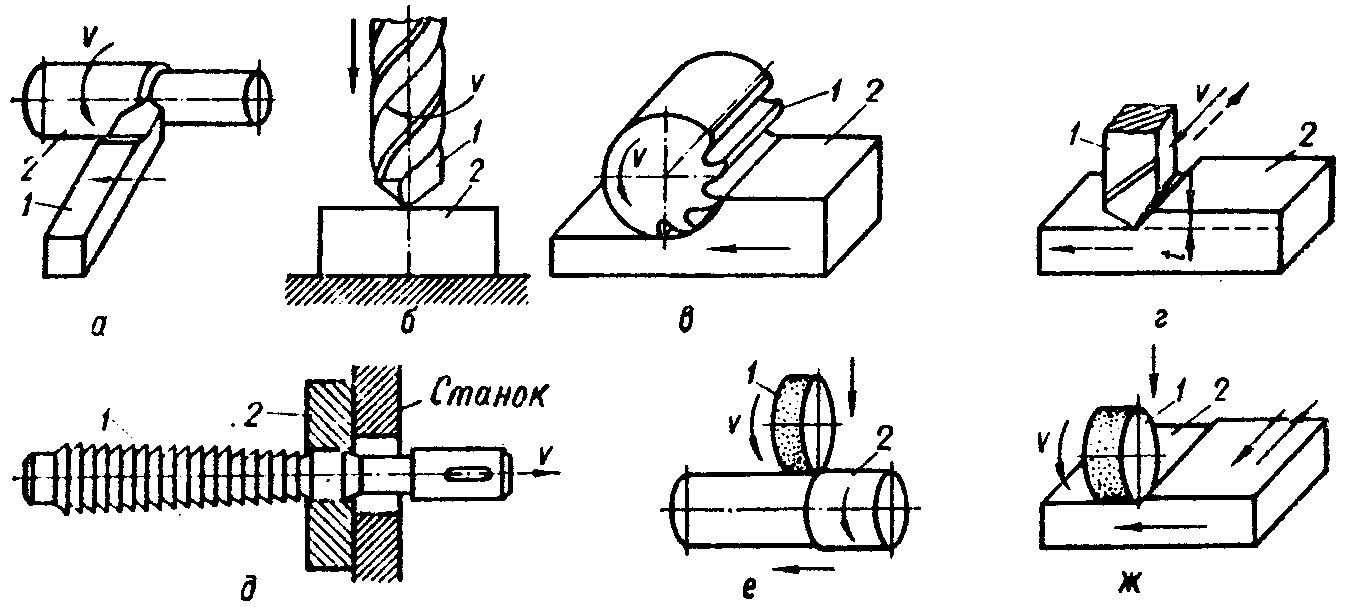
Rýže. 21.2. Schémata hlavních metod řezání
Soustružení se zpracovává především na rotačních plochách na soustruzích, karuselech, revolverech, vyvrtávačkách, soustružnických automatech a poloautomatech. Používá se pro opracování válcových, kuželových a tvarových vnějších a vnitřních ploch, čelních ploch, jakož i pro závitování.
Vrtání (obr. 21.2, б). Při obrábění otvorů na vrtačkách je hlavním pohybem rotace nástroje. 1, a pohyb posuvu – pohyb nástroje podél jeho osy. Takto se zpracovávají otvory v pevném materiálu 2 nebo zvětšit velikost stávajících otvorů. Vrtat lze i na soustružnických, revolverových, vyvrtávačkách, frézkách, soustružnických automatech apod. Při vrtání otvorů na strojích soustružnické skupiny je hlavním pohybem rotace obrobku a pohyb posuvu je pohyb soustruhu. vrtat podél osy. Chcete-li získat přesnější otvory, musí být po vyvrtání vystružovány, vystružovány nebo vystružovány.
Frézování (obr. 21.2, в). Při frézování je hlavním pohybem rotace nástroje. 1, a pohyb posuvu – translační pohyb obrobku 2 nebo řezačky. Pomocí různých fréz a frézek je možné opracovávat různé povrchy a jejich kombinace: roviny, zakřivené plochy, římsy, drážky atd.
Přísnost (obr. 21.2, г). Hlavním pohybem při hoblování je vratný pohyb frézy. 1 na příčných hoblících nebo obrobcích 2 v podélném hoblování. Pohyb posuvu je periodický pohyb obrobku nebo frézy. Nejčastěji se hoblování používá ke zpracování rovin.
Protahování (obr. 21.2, д) se provádí pomocí speciálního nástroje – protahovačky 1, mající zuby na pracovní části, jejichž výška se podél protahovače rovnoměrně zvyšuje. Hlavní pohyb“ je podélný pohyb nástroje, nedochází k posuvu. Protahování je produktivní metoda obrábění, která poskytuje vysokou přesnost a nízkou drsnost obrobeného povrchu obrobku. 2.
Broušení (obr. 21.2, e, g). Při broušení je hlavním pohybem otáčení brusného kotouče. 1. Pohyb podání je obvykle kombinovaný a skládá se z několika pohybů. Například u kruhového vnějšího broušení se jedná o rotaci obrobku 2, podélný – jeho pohyb vůči brusnému kotouči a periodický pohyb brusného kotouče vůči obrobku.
Broušení se používá k dokončení povrchů dílů. Nejčastěji se používají tyto metody: 1) kruhové vnější broušení (obr. 21.2, Obr. е) pro zpracování vnějších rotačních ploch; b) kruhové vnitřní broušení – pro opracování otvorů; c) ploché broušení (obr. 21. 2, ж) – pro zpracování letadel.
















