Betonová směs v sypkém, nezhutněném stavu obsahuje hodně vzduchu. Účelem hutnění je odstranění vzduchu pro získání materiálu s mrazuvzdornou, voděodolnou a trvanlivou strukturou. Sypká betonová směs uložená v bednění musí po odstranění vzduchových dutin vibrací dosáhnout provozního stavu a odpovídající pevnosti. Tento technologický proces je zajištěn pomocí vibrátorů – zdrojů mechanických vibrací.
Na základě způsobu ovlivňování betonové směsi jsou vibrátory rozděleny do 3 typů:
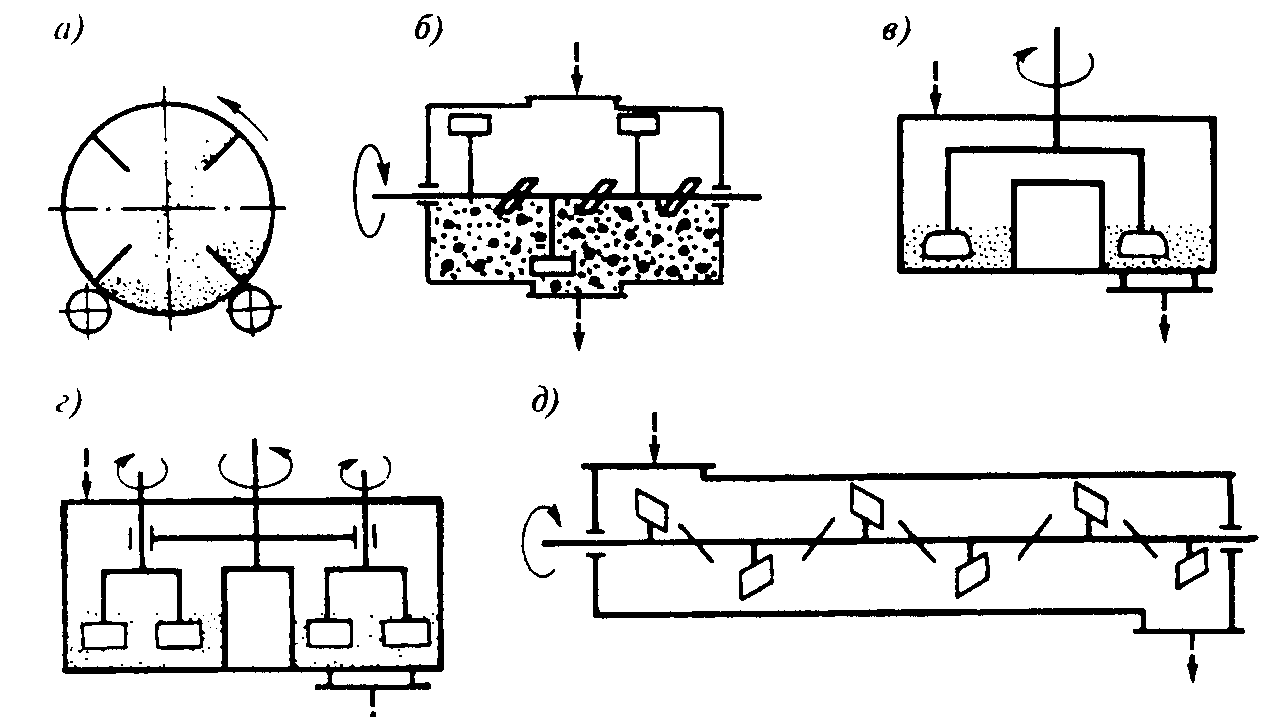
Vnitřní (hluboké) s vibrační špičkou nebo tělesem ponořeným do směsi a přenášejícím na ni vibrace (obrázek 4.12a)
Venkovní – připevnění k bednění pomocí šroubů nebo jiných uchopovacích zařízení a přenášení vibrací do směsi přes bednění (obrázek 4.12, b);
Povrchní – instalován na položenou směs a přenášející na ni vibrace přes pracovní plošinu (obrázek 4.12, c).

a – vnitřní hloubkový vibrátor; b – příložný vibrátor; c – plošný vibrátor;
1-bednění; 2-nevyváženost (nevyvážená hmota, která vytváří vibrace);3-pracovní plošina vibrátoru; 4-pracovní tyč pro přestavbu plošného vibrátoru.
Obrázek 4.12 – Schémata hutnění betonových směsí pomocí vibrátorů
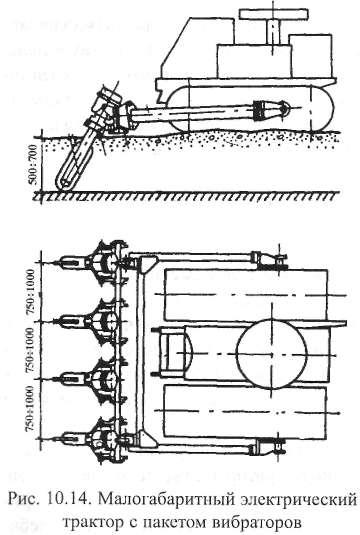
Pro složité mechanizované ukládání a hutnění betonových směsí se často používají vibrační balíčky (zdroje mechanických vibrací) zavěšené na pracovních částech traktorů, bagrů nebo jeřábů (obrázky 4.13, 4.14).

1 – rámeček obalu; 2 – vibrátory; 3 – upevnění vibrátorů k rámu; 4 – držák
pro zavěšení obalu na pracovní část stroje.
Obrázek 4.13 – Konstrukční schémata svazků vibrátorů

Obrázek 4.14 – Hutnění betonové směsi balíkem vibrátorů na bázi traktoru
4.3 Metody výběru a výpočtu provozní a technické
ekonomické ukazatele sad strojů vykonávat
betonářské práce
4.3.1 Stroje na přípravu betonových směsí
Technologický postup přípravy směsí zahrnuje sekvenčně prováděné operace: naložení dávkovaných složek (pojiva, plniva a voda) do míchacího stroje, promíchání složek a vyložení hotové směsi.
Míchačky jsou klasifikovány podle tří hlavních charakteristik: povaha jejich práce, princip míchání a způsob instalace.
Podle charakteru práce se míchací stroje dělí na periodické (cyklické) a kontinuální. V cyklických mixérech (obrázek 4.15 ad) se míchání složek a dávkování hotové směsi provádí v oddělených částech. Každou novou porci betonových nebo maltových složek lze naložit do míchačky až poté, co z ní byla vyložena hotová dávka. Cyklické míchačky se obvykle používají, když se často mění značky betonových směsí nebo roztoků. Můžete si v nich nastavit dobu míchání.
V kontinuálních mísičích (viz obrázek 4.15 e) se nakládání komponent, jejich míchání a dávkování hotové směsi provádí současně a kontinuálně.
Obrázek 4.15 – Schémata míchání materiálů v míchacích strojích
Dávkované složky vstupují do mísiče kontinuálním proudem a míchají se lopatkami, když se pohybují od plnicího otvoru k vypouštěcímu otvoru. Hotová směs je kontinuálně dodávána do vozidel nebo zásobovacího zásobníku. Kontinuální míchačky se nejlépe používají pro přípravu velkých objemů betonu nebo maltové směsi stejné značky.

1 – převodovka; 2 – pouzdro; 3 – klínový řemen; 4- motor 2SD-M1 -11:5 – kolo; 6 – oj;
7 – rám; 8- míchací buben; 9-čepel
Obrázek 4.16-Míchačka na beton SB-116A

1-rotor; 2-motor; 3-ovládací panel; 4-kryt; 5-převodovka; 6-míchací buben;
Při pokládce se betonová směs urovná a zhutní, aby se získal beton s mrazuvzdornou, vodotěsnou a trvanlivou strukturou odstraněním vzduchu ze směsi, jejíž objem v plastových směsích dosahuje 10 . 15% a v tvrdých směsích – 40. 45 %. Vibrace jsou nejuniverzálnější a nejúčinnější metodou zhutňování, méně často se používá vakuum.
Podle způsobu dopadu na betonovou směs se rozlišují vibrátory vnitřní (hloubkové), vnější a povrchové. Vnitřní vibrátory ponořené do směsi do ní přenášejí vibrace vibrační špičkou nebo tělem; externí vibrátory jsou přišroubovány nebo jinak připevněny k bednění, aby přes ně přenášely vibrace betonové směsi; plošné vibrátory namontované na položenou směs na ni přenášejí vibrace přes pracovní plošinu. Vnitřní vibrace jsou nejvýhodnější, protože veškerá energie vibračního budiče je přenášena do zhutněné směsi s minimálními ztrátami. Příložné vibrátory se ve stavebnictví používají jen zřídka kvůli zvýšeným požadavkům na tuhost a pevnost bednění a vysoké ceně ruční práce při jejich instalaci. Používají se zejména pro monolitické spoje prefabrikovaných železobetonových sloupů a betonáž jejich ocelových jader. Plošné vibrátory se používají pro vrstvené hutnění plochých monolitických konstrukcí (desky, podlahy apod.) s hloubkou opracované vrstvy do 20 cm.
vibrátoryse vyznačují způsobem vytváření vibrací: rotační nevyváženosti a vratný pohyb hmoty. Nevyvážené vibrátory mohou být jednohřídelové – pro vytváření kruhových vibrací a dvouhřídelové – pro směrové vibrace. Pohánějí je elektromotory (elektromechanické vibrátory), pneumatické motory (pneumatické vibrátory) nebo spalovací motory. Vibrátory s vratným směrovým pohybem hmoty mají elektromagnetický pohon (elektromagnetické vibrátory). Nejpoužívanější ve stavebnictví pro práce přímo na stavbě jsou přenosné elektromechanické vibrátory s kruhovými vibracemi. Málo používané pneumatické vibrátory. Stavební vibrátory se vyznačují vibrační frekvencí svého těla: nízkofrekvenční (2800 vibrací za minutu), středofrekvenční (3500 min-3500), vysokofrekvenční (9000 1 10 min-000). Posledně jmenované se používají především pro hutnění jemnozrnných směsí v tenkostěnných konstrukcích.
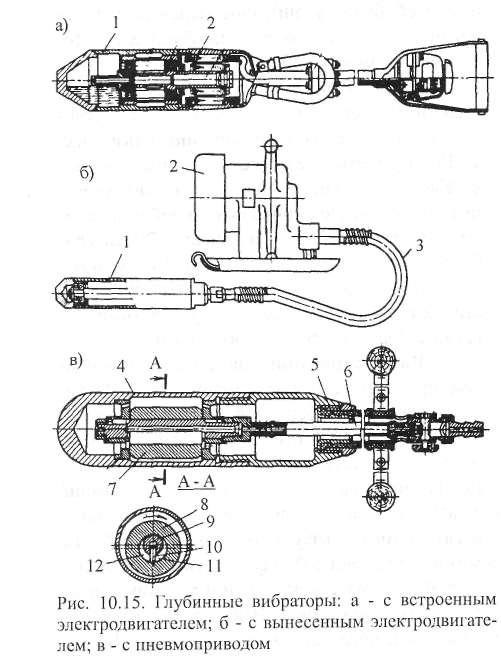
Vnitřní vibrátorypoužívá se k betonáži velkorozměrových nebo hustě železobetonových konstrukcí (základy, stěny, masivní desky, sloupy, piloty atd.). Používají se také v lavicové metodě pro výrobu železobetonových výrobků. Hlubinné vibrátory jsou ruční (o hmotnosti do 25 kg) a zavěšené ve formě balení po 3 – 15 vibrátorech na jedné traverze (obr. 10.14) při betonáži masivních betonových a železobetonových konstrukcí pomalu tekoucí směsí. Ruční vibrátory mají elektromotor 2 (obr. 10.15, a a b), obvykle třífázové s rotorem nakrátko, zabudovaným do pouzdra (hrotu) 1 vibrátor (obr. 10.15, a) nebo vyjmutý (obr. 10.15, b) (s napojením na nevyváženost pracovní špičky 1 ohebný hřídel 3). Pracovní hrot (obr. 10.16) je hermeticky uzavřené válcové těleso s nevyvážeností uvnitř. Pro zhutnění betonové směsi v tenkostěnných a hustě vyztužených konstrukcích se používají planetové vibrátory, u kterých vibrace vytváří planetový valivý běhoun 1 vzhledem k jádru 2 (obr. 10.16, a) nebo pouzdra 3 (obr. 10.16, b). Vibrátory s pneumatickým pohonem (viz obr. 10.15, c) jsou poháněny lamelovým pneumatickým motorem, který je integrální s jezdcem 7, obíhajícím po vnitřním povrchu pouzdra 4. Stlačený vzduch je přiváděn z kompresoru hadicí 6 do pracovní komory 12 lamelový pneumomotor a ten strávený – přes výfukovou komoru 11 hadicí 5 se uvolňuje do atmosféry. stator 9 s jednou špachtlí 10 nehybně fixován a rotor (běžec) se otáčí kolem statoru. Hlavní nevýhodou pneumatických vibrátorů je zvýšená hlučnost a vysoká spotřeba energie.
Betonová směs se hutní svislým nebo šikmým ponořením vibrohrotu do hutněné vrstvy s částečným (o 5 cm) zahloubením do předem položené a ještě nezatuhlé vrstvy. V závislosti na pohyblivosti nebo tuhosti směsi je doba trvání v jedné poloze od 10 do 20 s, prodlužuje se s poklesem pohyblivosti a zvýšením tuhosti. Polohovacímu kroku není přiřazen více než jeden a půl poloměru vibrátoru.

Společnou nevýhodou hloubkových vibrátorů je relativně malý akční rádius a tím i nízká produktivita. Pro zvýšení akčního poloměru (1,3-1,5krát) jsou těla některých hloubkových vibrátorů vyrobena jako žebrovaná.

Pro hutnění středně pohyblivých betonových směsí do tloušťky 20 cm, při betonáži nátěrů a při stavbě silnic se používají plošinové vibrátory a vibrační mazaniny. Hřištěvibrátor (obr. 10.17, a) je ocelová deska, na které je připevněn vibrační budič. Na vibrační potěr (obr. 10.17, b), který má protáhlejší základnu, je instalováno několik vibračních budičů, vzájemně propojených hřídelí. Pro hutnění směsí ve vibro-válcovacích stolicích a stolním způsobem pro výrobu železobetonových výrobků,vibrační trysky (obr. 10.17, c), hutnění směsí, které kombinuje dvě metody – objemovou a povrchovou. Vibrátor je poháněn univerzálním vibračním budičem. Promíchejte ve vibrační násypce 2 podléhá objemovému zhutnění a v této formě ve stavu plynulosti vstupuje pod vyhlazovací část vibrační trysky 1 pro povrchové utěsnění.
Evakuace používají se především na podlahy do tloušťky 300 mm odstraněním části vody z betonové směsi za současného hutnění za atmosférického tlaku přes sací desky. Zařízení, které tento proces realizuje (vakuová jednotka a vakuové rohože) se obvykle používá společně s vibračním potěrem a hladítkem (viz kapitola 11). vakuová jednotka sestává z vakuové nádrže a hydraulické nádrže s vakuovou pumpou. sání vakuová podložka je filtrační tkanina s otvory, objemovou plastovou síťovinou a horní těsnící rohoží s manžetou pro odvod směsi voda-vzduch. Plocha podlahy ošetřená vibračním potěrem je pokryta vakuovou rohoží, po které se zapne vakuové čerpadlo. V důsledku řídnutí v dutině sací rohože je směs voda-vzduch odsávána z betonového nátěru pružnou hadicí a vstupuje do vakuové nádrže, kde je voda oddělena od vzduchu filtrem a proudí do hydraulické nádrže .
















