Soustružení je jednou z možných metod zpracování výrobků odříznutím přebytečné vrstvy kovu z obrobku pro získání části požadovaného tvaru, velikosti a drsnosti povrchu. Provádí se na kovoobráběcích strojích zvaných soustruhy.
Soustruhy zpracovávají díly, jako jsou rotující tělesa: hřídele, ozubená kola, řemenice, pouzdra, kroužky, spojky, matice atd.
Hlavní typy prací prováděných na soustruzích jsou: zpracování válcových, kuželových, tvarových, koncových ploch, říms; soustružnické drážky; odřezávání částí obrobku; opracování otvorů vrtáním, vyvrtáváním, zahlubováním, vystružováním; řezání závitů; válcování.
Nástroje používané k provádění těchto procesů se nazývají řezné nástroje.
Při práci na soustruzích se používají různé řezné nástroje: frézy, vrtáky, záhlubníky, výstružníky, závitníky, matrice, závitovací hlavy atd.
Proces řezání je podobný procesu klínování a pracovní částí řezných nástrojů je klín.
Působí-li na frézu síla P, její břit se zařezává do obrobku a přední plocha, která nepřetržitě stlačuje vrstvu kovu ležícího vpředu a překonává adhezní síly jeho částic, je odděluje od hlavní hmoty ve formě třísek. . Vrstva kovu odříznutá během zpracování se nazývá přídavek.
Všechny metody zpracování kovů založené na odebírání přídavku a jeho přeměně na třísky jsou definovány pojmem obrábění kovů. Pro úspěšnou práci je nutné, aby proces řezání probíhal nepřetržitě a rychle. Tvar obrobku je zajištěn jednak vzájemným pohybem obrobku a nástroje a jednak geometrií nástroje.
Proces řezání je možný za přítomnosti základních pohybů: hlavním pohybem je rotace obrobku a translační pohyb frézy, nazývaný posuvový pohyb, který může nastat podél nebo napříč produktu, stejně jako při konstantním popř. změna úhlu k ose otáčení výrobku.
Rotace obrobku se nazývá hlavní pohyb, protože se provádí při vyšší rychlosti. Na zpracovávaném obrobku se rozlišují následující povrchy; obrobená, obrobená a řezná plocha. Při odříznutí zásoby se vytvoří prvek zvaný třísky.
Rozlišují se následující typy čipů:
- elementární třísky (třísky) vznikají při zpracování tvrdých a nízkoviskózních materiálů při nízkých řezných rychlostech (například při zpracování tvrdých ocelí). Jednotlivé prvky takových čipů jsou navzájem slabě spojeny nebo nejsou spojeny vůbec;
- stupňovité třísky vznikají při zpracování středně tvrdé oceli, hliníku a jeho slitin středními řeznými rychlostmi. Je to páska – hladká na straně řezáků a zubatá na vnitřní straně;
- Tavené třísky vznikají při obrábění měkké oceli, mědi, olova, cínu a některých plastů při vysokých řezných rychlostech. Tyto hobliny vypadají jako spirála nebo dlouhá (často zamotaná) stuha;
- lomové třísky vznikají při řezání materiálů s nízkou plasticitou (litina, bronz) a skládají se ze samostatných kusů.
Soustružení se provádí na různých typech soustruhů, lišících se účelem, uspořádáním, stupněm automatizace a dalšími vlastnostmi.
Mezi soustruhy soustružnické skupiny patří: šroubořezné soustruhy, revolverové soustruhy, lalokové soustruhy, rotační soustruhy, automatické a poloautomatické soustruhy, programově řízené soustruhy.
1.2. Zařízení šroubořezných soustruhů
Soustruh vybavený speciálním zařízením pro řezání závitů se nazývá šroubořezný soustruh. Stroj se skládá z následujících hlavních částí a sestav (montážních jednotek).
Lůžko je masivní litinová základna, na které jsou upevněny hlavní komponenty stroje. Horní část rámu má dvě plochá a dvě prizmatická vedení, po kterých se pohybuje třmen a koník. Vřeteník je litinová skříň, uvnitř které je umístěna hlavní pracovní část stroje – vřeteno a převodovka.
Podpěra se skládá z následujících montážních jednotek; podélný posuv, zástěra, příčný posuv, horní (řezákový) posuv, držák frézy. Podavač je mechanismus, který přenáší rotaci z vřetena na vodicí hřídel nebo vodicí šroub. Podavač slouží ke změně rychlosti posuvu posuvného měřítka (množství posuvu). Rotační pohyb na podávací skříň je přenášen z vřetena přes reverzní mechanismus (zákus) a kytaru s přilehlými ozubenými koly.
Kytara je určena ke konfiguraci stroje pro různé typy řezaných nití.
Koník je určen pro lisování dlouhých obrobků pomocí středu při zpracování, dále pro zajištění a podávání jádrových nástrojů (vrtáky, záhlubníky, výstružníky).
Elektrické vybavení stroje je umístěno ve skříni.
Zapínání a vypínání elektromotoru, spouštění a zastavování stroje, ovládání převodovky, podávací skříně, zástěrového mechanismu atd. se provádí odpovídajícími ovládacími prvky (rukojeti, tlačítka, ruční kolečka).
Pro co nejjasnější představu o fungování a vztazích dílů v obráběcích strojích se používají kinematická schémata, ve kterých jsou díly a ozubená kola znázorněny zjednodušenými symboly. Tyto diagramy udávají počet zubů ozubených kol, průměry řemenic, počet šneků a počet zubů šnekových kol, stoupání šroubových kol, výkon a rychlost otáčení hřídele elektromotoru, sériové číslování hřídele, spojky atd. Na těchto schématech jsou názorně znázorněny kinematické řetězce spojující zdroj pohybu a výkonné orgány stroje, pomocí kterých je zajištěn přenos pohybu, změny rychlosti a směru pohybu.
1.3. Organizace pracoviště soustružníka
Pracoviště soustružníka je úsek výrobního areálu dílny vybavený; jeden nebo více strojů se sadou příslušenství; soubor technologických zařízení, skládající se z různých zařízení, řezných, měřicích a pomocných nástrojů; soubor technické dokumentace trvale umístěné na pracovišti (návody, referenční knihy, pomocné tabulky apod.); sada předmětů pro péči o stroje (nádoby na olej, kartáče, háčky, naběračky, čisticí prostředky atd.); skříňky na nářadí, stojany, tablety, stojany atd.; Mobilní a přenosné nádoby na polotovary a vyrobené díly; podnožky, stoličky nebo židle. Instaluje se soubor technologických zařízení a soubor předmětů péče (na stroj a pracoviště) pro trvalé užívání v závislosti na charakteru vykonávané práce, druhu stroje a druhu výroby. Největší množství takového zařízení mají k dispozici soustružníci pracující v podmínkách jednotlivé a malosériové výroby a mnohem méně soustružníci pracující v podmínkách sériové a velkosériové výroby. Uspořádání pracoviště, stejně jako jeho vybavení, závisí na mnoha faktorech, včetně typu stroje a jeho celkových rozměrů a tvaru obrobků, typu a organizace výroby atd.
V tomto případě je skříň na nářadí umístěna na pravé straně pracovníka a stojan na díly je na levé straně; pokud soustružník instaluje obrobek a odebírá zpracované díly pravou rukou, je skříň na nářadí umístěna na na levé straně pracovníka a stojan na pravé straně. Na podlahu před strojem je položena dřevěná mřížka. Výška roštů se volí v závislosti na výšce pracovníka.
Horní zásuvka skříňky na nářadí obsahuje výkresy, technologické mapy, pracovní příkazy, referenční knihy, měřicí přístroje a v průměru frézy, seskupené podle typu a velikosti. Níže jsou postupně umístěny řezné nástroje, pouzdra adaptéru, středy, svorky a obložení. Náboje, stejně jako jejich vačky, jsou umístěny v nejnižší přihrádce. Skříň byste neměli zahlcovat nadměrnou zásobou nářadí: vše potřebné k práci je lepší sehnat na začátku směny ze spíže. Před zahájením práce se všechny předměty, které se berou pravou rukou, umístí napravo od pracovníka; a předměty, které jsou pořízeny levou rukou, jsou vlevo; položky, které se používají častěji (například klíč sklíčidla), jsou umístěny blíže k pracovníkovi než položky, které se používají méně často
Je důležité udržovat pracoviště vždy čisté, protože nečistoty a nepořádek vedou ke ztrátám pracovní doby, závadám, nehodám, prostojům a předčasnému opotřebení stroje. Podlaha na pracovišti musí být hladká a čistá, bez úniku oleje a chladicí kapaliny. Pracovna je vybavena zařízeními pro odvod znečištěného vzduchu a přivádění čerstvého vzduchu.
Teplota vzduchu v dílně (dílně) by měla být 15 – 18 stupňů C.
Pro dosažení vysoké produktivity práce při maximálním využití technických možností výrobního zařízení a při běžné fyzické aktivitě pracovníka musí organizace pracoviště splňovat požadavky vědecké organizace práce (SLO).
Vědecká organizace práce zajišťuje: racionální uspořádání pracoviště; vybavení pracoviště potřebnou sadou zařízení, přístrojů, řezných a měřicích nástrojů; včasné dodání požadovaného počtu přířezů na pracoviště a odebrání hotových dílů nebo jejich přesun na sousední pracoviště; včasná kontrola dílů inspektorem oddělení technické kontroly (QCD); jasná organizace příjmu a dodávky nástrojů, jejich včasné ostření; včasné poskytování technické dokumentace (výkresy, provozní karty, pracovní příkazy); použití nejracionálnějších řezných režimů.
Soustružník je povinen udržovat své pracoviště: každý den čistit stroj a jeho okolí, čistit řeznou kapalinu atp.
Soustružení je běžnou metodou zpracování kovových výrobků. Podstatou procesu je upevnění obrobku na soustruhu a odříznutí kovové vrstvy řezným nástrojem, dokud nedostane požadovaný tvar. Touto technologií je možné zpracovávat nejen rotační tělesa (hřídel, příruba, pouzdro), ale i tvarové plochy (kužel, koule).
Obsah
- Hlavní typy zpracování
- Typy strojů
- Frézy a třísky
Hlavní typy zpracování
Zpracování obrobků na soustruzích je důležitou součástí výrobního procesu. Rozlišují se následující typy soustružení:
- Řezání vnějších nebo vnitřních závitů. Fréza prochází po obvodu součásti a řeže drážky stanovené hloubky;
- Ukončení zpracování. Fréza se vybírá individuálně v závislosti na druhu kovu a požadovaných parametrech obrobku;
- Odřezávání. Používá se speciální řezací typ frézy. Tato metoda se také používá pro drážkování;
- Nudný. Provádí se vyvrtávací frézou. Tento postup je zaměřen na zvětšení vnitřního průměru součásti;
- Broušení kužele. Umožňuje vám dát obrobku tvar kužele umístěním frézy pod určitým úhlem;
- Povrchová úprava tvarovaného typu. Fréza se pohybuje v opačném směru od obrobku. Tato metoda se nejčastěji používá pro práci se složitými geometrickými plochami (soudkovité, kulové).
Všechny typy soustružení vyžadují použití vysoce kvalitních obráběcích strojů. V případě potřeby je možné instalovat různé doplňkové prvky: dorazy, držáky atd. Stroj může také provádět vrtací práce.
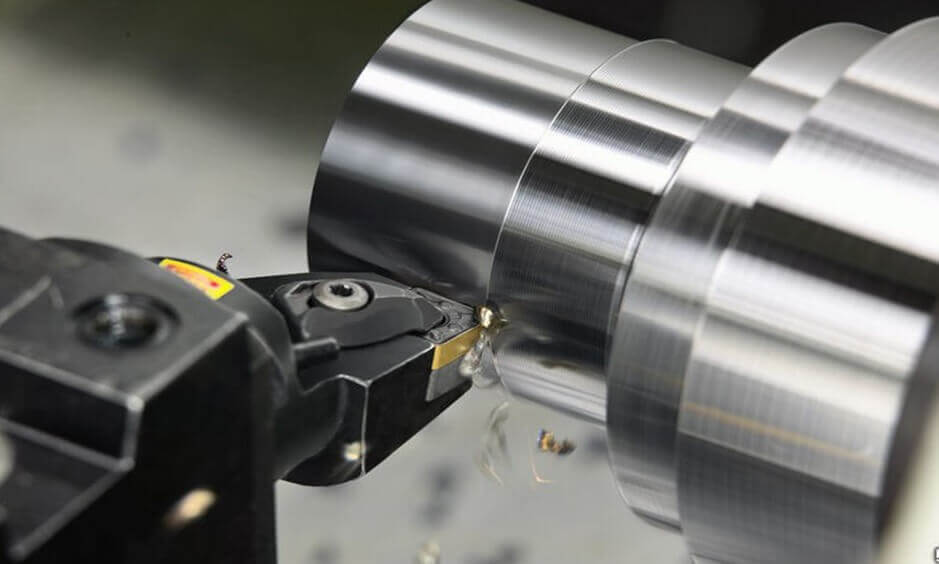
Díky tomu je možné získat výrobek s odpovídajícím průměrem, délkou, přesností parametrů a požadovanou drsností povrchu. Soustružení vyžaduje zvláštní pozornost a zkušenosti obsluhy, protože při nedodržení technologie může dojít k poškození dílu. Obráběcí stroje se často používají pro výrobu hřídelí, kotoučů, přírub, pouzder, spojek a dalších náhradních dílů používaných při provozu různých mechanismů.
.jpg)
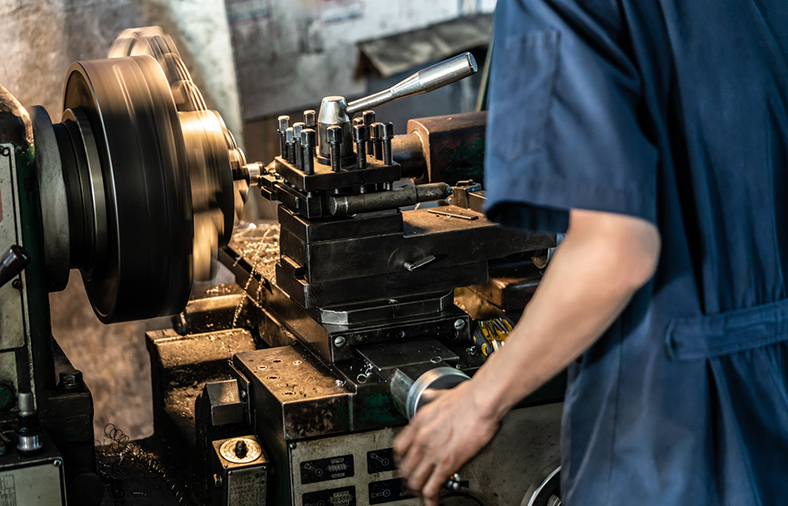
Typy strojů
Obrábění na soustruhu může obsluha provádět ručně, nebo může být proces naprogramován a prováděn automaticky. Existuje několik typů soustružnických zařízení. Nejběžnější je šroubořezný soustruh. Tento typ se používá pro širokou škálu prací včetně řezání závitů. Vhodné pro jednorázovou nebo malosériovou výrobu.
Pro provádění frézovacích prací, soustružení drážek a opracování koncových částí obrobků je lepší použít typ stroje s rotačním soustruhem. Tento typ je ideální pro práci na součástech se širokým poloměrem. Pokud je nutné provést řadu prací s válcovými nebo kuželovými plochami, provádí se opracování na soustruhu.
V hromadné výrobě se používají CNC stroje. Parametry dílu nastavuje obsluha na počítačovém zařízení pomocí speciálního softwaru. Po spuštění probíhají všechny procesy automaticky podle zadaných parametrů. Taková automatizace může výrazně zvýšit celkovou produktivitu, což je důležité zejména při hromadné výrobě dílů.
Frézy a třísky
V závislosti na požadavcích na kvalitu lze použít frézy hrubovacího nebo dokončovacího typu, levotočivé nebo pravotočivé ve směru pohybu. Tyto prvky jsou vybírány individuálně pro každý případ. Existují závitové, tvarové, vyvrtávací, řezací, průchozí, rýhovací typy fréz.
.jpg)
Během zpracování se kov odřízne z obrobku na požadovanou úroveň. V důsledku toho se tvoří kovové hobliny, jejichž vzhled se může lišit v závislosti na materiálu součásti a rychlosti otáčení stroje. Rozlišují se následující typy:
- elementární – vznikající při nízkých rychlostech dílů z nízkoviskózních materiálů;
- zlomený – získaný při řezání obrobků s nízkou tažností;
- odtok – typický pro náhradní díly z měkké oceli rotující vysokou rychlostí;
- stupňovité – tvoří se při práci s materiály střední tvrdosti při střední rychlosti.
Správnou aplikací technologie soustružení kovů můžete získat téměř jakoukoli část požadovaných vlastností. Rozsah použití náhradních dílů vyráběných na soustružnických zařízeních je extrémně široký a zahrnuje oblasti jako strojírenství, energetika, stavba lodí atd.















