Při válcovém frézování je osa frézy rovnoběžná s obráběnou plochou; práci provádějí zuby umístěné na válcové ploše frézy. Při čelním frézování je osa frézy kolmá k obráběné ploše; Práce zahrnuje zuby umístěné jak na čelní, tak na válcové ploše frézy. Čelní a válcové frézování lze provádět dvěma způsoby: frézováním nahoru, kdy je směr posuvu s opačný ke směru otáčení frézy (obr. 8.10, a), a frézováním dolů (obr. 8.10, b), kdy směr posuvu s se shoduje se směrem otáčení frézy.
Při protifrézování se zatížení zubu frézy postupně zvyšuje, řezání začíná v bodě 1 a končí v bodě 2 s největší tloušťkou řezané vrstvy (obr. 8.10, a).
Při soustupném frézování začíná zub řezat od vrstvy největší tloušťky, proto v okamžiku, kdy se zub dostane do kontaktu s obrobkem, je pozorován jev nárazu. Při protifrézování probíhá proces řezání klidněji, protože tloušťka řezané vrstvy se plynule zvyšuje, a proto se postupně zvyšuje zatížení stroje. Stoupavé frézování by mělo být prováděno na strojích, které mají dostatečnou tuhost a odolnost vůči vibracím a hlavně při absenci mezery na rozhraní mezi vodicím šroubem a maticí podélného posuvu stolu.
Při opracování obrobků s černým povrchem (podél kůrky) by se nemělo používat frézování dolů, protože když se zub frézy zařezává do tvrdé kůry, dochází k předčasnému opotřebení a selhání frézy. Při frézování obrobků s předem upravenými povrchy je výhodnější souvislé frézování než souvislé frézování, což je vysvětleno následujícím způsobem. Během frézování je obrobek přitlačován ke stolu a stůl k vodicím lištám, čímž se zvyšuje tuhost
nástrojem a kvalitou obrobeného povrchu. Během protifrézování má fréza tendenci odtrhnout obrobek od povrchu stolu.
Při frézování nahoru i dolů můžete pracovat se stolem pohybujícím se v obou směrech, což umožňuje provádět hrubé a dokončovací frézování v jedné operaci.
Pro frézování je obrobek umístěn a zajištěn na stole stroje. V kusové a malosériové výrobě se k tomu používají univerzální zařízení (strojní svěráky, upínací lišty atd.),
a v sériové a hromadné výrobě – speciální zařízení. Na Obr. Obrázek 8.11 ukazuje schémata frézování ploch na univerzálních frézkách.
Při frézování na horizontálních frézkách se zpravidla používá podélný posuv Sn9 a méně často příčný posuv S„ a vertikální posuv SB. Na vertikálních frézkách se používají podélné a příčné posuvy v závislosti na prostorovém umístění opracovávané plochy a vertikální posuvy se prakticky nepoužívají. Vertikální povrchy na horizontálních frézkách (obr. 8.11, a) se zpracovávají koncovými frézami nebo frézovacími hlavami a na vertikálních frézkách (obr. 8.11, d) – koncovými frézami.
Vodorovné plochy se zpracovávají válcovými frézami na horizontálních frézkách (obr. 8.11, b) a čelními frézami na vertikálních frézkách (obr. 8.11, c).
Úzké šikmé plochy na vodorovných frézkách získáte úhlovou frézou (obr. 8.11,5). Výhodnější je obrábění širokých šikmých ploch na vertikálních frézkách s rotační vřetenovou hlavou (obr. 8.11, e), koncovkou nebo stopkovými frézami. Osazení a obdélníkové drážky na horizontálních frézkách jsou zpracovány s oboustranným kotoučem (obr. 8.11, g) a třístranným (obr. 8.11, f) a na vertikálních frézkách – s koncem (obr. 8.11, h, j) řezačky. Tvarové plochy se opracovávají tvarovými frézami (obr. 8.11, l). Rybinové drážky a drážky ve tvaru T se zpracovávají na vertikálních frézkách: nejprve se frézou frézou vyfrézuje obdélníková drážka a poté frézou rohová (obr. 8.11, g) nebo frézou tvaru T (obr. 8.11, str ).
Na horizontálních frézkách se drážky pro pero obrábějí kotoučovými frézami (obr. 8.11, o) a na vertikálních frézkách koncovými nebo perovými frézami (obr. 8.11, i). Současné zpracování několika povrchů se provádí sadou fréz (obr. 8.11, i).
Na podélných frézkách se čelními a připojovacími frézami opracovávají svislé, vodorovné, šikmé plochy, římsy a drážky. Je možné zpracovávat několik povrchů současně (obr. 8.12, a). Pro opracování drážek použijte vhodné rohové a stopkové frézy. Na rotačních frézkách se opracování vodorovných ploch (především stopkovými frézami) provádí s plynulým otáčením stolu (obr. 8.12,6). Jedna fréza provádí hrubé řezání na velikost A, druhá – konečné zpracování na velikost A2. U bubnových frézek má bubnový stůl vodorovnou osu otáčení; Frézy horních frézovacích hlav provádějí předběžné zpracování (obr. 8.12, c) na velikost A a frézy spodních hlav provádějí finální zpracování na velikost A2. Svislé plochy se opracovávají stopkovými frézami s vložkovými noži a tvarově složité plochy se opracovávají na kopírovacích frézkách.
KLASIFIKACE A NÁVRH MLÝN
Frézy se na základě svých technologických vlastností rozlišují pro opracování rovin, drážek, drážek, tvarových ploch, rotačních těles, ozubených a závitových ploch, řezného materiálu atd.
Frézy se podle konstrukčních vlastností dělí takto: 1) podle umístění zubů na původním válci (koncové, válcové, kotoučové, oboustranné, hranaté, tvarové, koncové atd.); 2) podle konstrukce zubu (s nabroušenými a zasunutými zuby); 3) ve směru zubu (s přímými, šikmými, šroubovitými, stejnosměrnými zuby); 4) dle provedení frézy (plné, kompozitní, s vloženými zuby, prefabrikované); 5) podle způsobu upevnění (nasazeno, zakončeno kuželovou nebo válcovou stopkou); 6) podle typu nástrojového materiálu řezné části (rychlořezná ocel, tvrdé slitiny, řezná keramika, supertvrdé materiály). Hlavní typy fréz jsou znázorněny na Obr. 8.6.
Válcové a čelní frézy jsou určeny pro opracování rovin. Kotoučové frézy (štěrbinové, oboustranné, třístranné) slouží k frézování drážek, osazení a bočních rovin. Drážkovací a upichovací frézy se používají k řezání úzkých štěrbin a řezání materiálů. Stopkové frézy se používají pro opracování drážek, osazení a rovin o šířce B. Frézy jsou vyráběny jako jednodílné nebo prefabrikované (tělo je vyrobeno z konstrukční oceli, řezné zuby jsou vyrobeny z rychlořezné oceli nebo tvrdokovu). Válcové frézy do průměru 90 mm, stopkové frézy do průměru 110 mm, kotoučové třístranné frézy s jemnými zuby, kotoučové drážkové, rohové, tvarové, řezné, drážkovací, koncové a klíčové frézy jsou vyráběny v jednom kus. Válcové čelní a kotoučové frézy o průměru větším než 75 mm a čelní frézovací hlavy jsou vyráběny s břitovými destičkami.
Rozšířené jsou prefabrikované frézy s vloženými noži z rychlořezné oceli nebo tvrdé slitiny (obr. 8.7, a-e) a s mechanickým upevněním břitových destiček. Pro současné frézování více ploch se používá sada fréz spojených pomocí válcových vybrání na koncích fréz. Hojně se používají prefabrikované konstrukce fréz s neostřitelnými karbidovými břitovými destičkami. Mechanické upevnění desek umožňuje jejich otáčení pro aktualizaci řezné hrany a umožňuje použití fréz bez čerpání. Po úplném opotřebení se deska rychle vymění za novou. Univerzální čelní frézy jsou vybaveny kulatými, šestihrannými, pětihrannými, čtyřstěnnými a trojúhelníkovými karbidovými břitovými destičkami. Stopková fréza (obr. 8.8) se skládá z tělesa 1, klínů 2 a 3, břitové destičky 4, vložky 5 a podpěry 6.
Při frézování s velkými přídavky se používají stupňovité řezné hlavy. Takové frézy umožňují odstranit přídavky 18-22 mm jedním pracovním zdvihem namísto dvou nebo tří při frézování konvenčními frézami. Přídavek je rozdělen mezi jednotlivé zuby frézy, takže frézování probíhá bez vibrací. Vyrábí stopkové frézy s mechanickým upevněním kompozitních desek; Tyto frézy umožňují odstranit přídavek 4-16 mm při řezné rychlosti 800-2000 m/min a posuvu 2000-3000 mm/min.
Konstrukce frézy určuje, jak je připevněna ke stroji. Frézy s axiálním otvorem se montují na trny a nazývají se přídavné frézy. Frézy s válcovou nebo kuželovou stopkou se nazývají stopkové frézy. Upevňovací fréza 1 (válcová, kotoučová, úhlová atd.) je upevněna na středovém trnu 2 (obr. 8.9, a), který je instalován v kuželovém otvoru vřetena 3 a zajištěn
zatáhněte šroubem 4. Crackery 5, které zapadají do drážek příruby vřetena a vysílače, zabraňují otáčení. Otáčení frézy se přenáší přes klíč 6. Pravý konec trnu je podepřen ložisky 7 třmenu 8. Axiální poloha frézy na trnu je fixována maticí 9 a montážními kroužky 10. Toto upevnění metoda se používá především na horizontálních frézkách. Čelní a kotoučové frézy jsou připevněny k prstencovému trnu 11 pomocí klíče 12 a šroubu 13 (obr. 8.9, b). Frézy s kuželovou stopkou se upínají nebo přímo do kuželového otvoru

vřetenem nebo přes objímku adaptéru 14 (obr. 8.9, c). Čelní frézy lze upevnit přímo na vřeteno pomocí šroubů 15 (obr. 8.9, d). K zajištění fréz s válcovou stopkou se používají sklíčidla různých provedení: kleština (obr. 8.9, e), s nastavitelnou excentricitou pouzdra 18 a těleso trnu 19 (obr. 8.9, f), které jsou instalovány ve vřetenu stroje jako koncové trny. Při utahování matice 16 tlačí tato kleština 17, která zajišťuje frézu.
Kovoobráběcí zařízení skupiny fréz může provádět různé obráběcí operace pomocí válcových, drážkových, čelních, čelních a tvarových fréz a také operace s použitím vyvrtávacích fréz, vrtáků, výstružníků, záhlubníků a zařízení na řezání závitů. Tím je smazána čára mezi vybavením vrtacích a vyvrtávacích a frézovacích skupin. Rozsah možností obráběcích center je ještě širší: provádějí spolu s frézováním i soustružení obrobků. Vybavení strojů zásobníky nástrojů, revolverovými hlavami a příslušenstvím strojů rozšiřuje možnosti CNC frézek, činí je univerzálnějšími a výrazně zkracuje dobu rekonfigurace.
Různorodost úkolů zpracování kovů určuje, jaký typ nebo typ frézek je potřeba k realizaci řezných operací s požadovanou kvalitou povrchu a požadovanou rozměrovou přesností a také jaká je optimální finanční investice na nákup zařízení.
Hlavní typy frézek
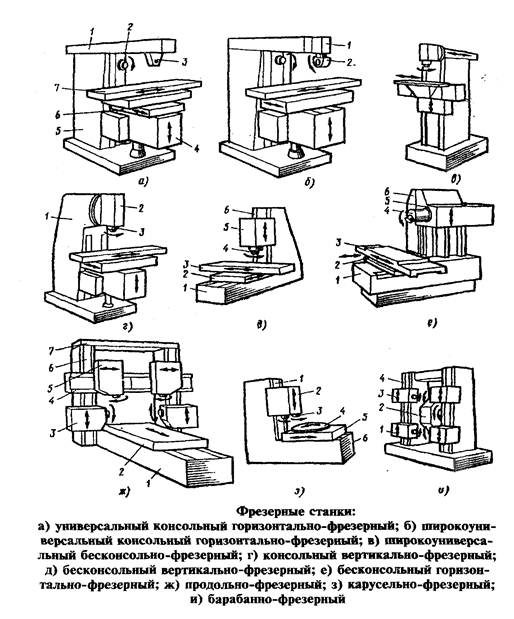
Různé typy frézovacích zařízení se vyznačují následujícími konstrukčními prvky:
Horizontální frézování
Vybaveno horizontálním vřetenem a pracovním stolem ve formě konzoly. Stůl provádí podélné, příčné a vertikální pohyby vzhledem k hřídeli vřetena a v něm upevněnému obráběcímu nástroji (fréze).
Vertikální frézování (konzolové)
Od horizontálních se zásadně liší polohou osy nástroje: zde je umístěna vertikálně. Přítomnost pracovní konzoly v konstrukci jednotky omezuje možnost použití horizontálního frézovacího a vertikálního frézovacího zařízení: jejich účelem je vyrábět lehké díly, velikost obrobku je také relativně malá.
Univerzální a široce univerzální stroje
Vybaven: v prvním případě otočným stolem, ve druhém – otočnou vřetenovou hlavou. Tento typ zařízení výrazně rozšiřuje seznam prováděných frézovacích operací.
Bezkonzolové frézky
Mají vřeteno, které dělá vertikální pohyby, a pohyby frézovacího stolu připomínají kříž (pohybují se podélně i příčně). Tato trajektorie pohybu pracovního stolu určila druhý hlavní název pro zařízení tohoto typu – frézky s křížovým stolem. Zvláštností takových jednotek je, že se nejedná o konzolovou základnu, ale o tuhou základnu pro instalaci obrobku; Běžným účelem je frézování velkých dílů s významnou hmotností.
Podélné frézování
Vybaveno stolem, který provádí podélné pohyby vzhledem k ose stroje. Vřetenová hlava se zase pohybuje v příčném a vertikálním směru a otáčí se pod daným úhlem (volitelné). Pro obrábění velkých kovových obrobků se používají portálové podélné frézky s traverzou uloženou na dvou podpěrách, po kterých se pohybuje vřetenová hlava. Pro stroje menších rozměrů je typická konzolová vřetenová hlava.
Kopírování-frézování (objemové frézování)
Obrobek se frézuje načtením zadané konfigurace ze vzorku pomocí speciálního kopírovacího nástroje.
Frézování klínové drážky
Vyznačují se planetárním pohybem vřetena, stůl jednotky vykonává vratné pohyby.
Rotační frézky (kontinuální)
Mají jedno nebo více vertikálních vřeten, která postupně zpracovávají obrobky, které jsou k nim přiváděny. Konstrukce využívá principu vícepolohového zpracování.
Zvláštní místo v průmyslové výrobě zaujímají CNC frézky a obráběcí centra.
Frézky vybavené CNC
Při výběru a nákupu CNC frézky potřebujete znát definující technické parametry zařízení. Jednotky vybavené numerickým řídicím systémem mají následující vlastnosti uspořádání:
- Poloha vřetena. Otáčení vícebřitého obráběcího nástroje (frézy) se provádí s horizontální nebo vertikální polohou osy, nebo se vřeteno otáčí a instaluje šikmo pod daným úhlem k obrobku.
- Počet vřetenových hlav. Konstrukčně může frézovací zařízení obsahovat jeden, dva nebo více vřetenových hřídelí umístěných v různých rovinách. Často jsou CNC stroje (například podélné frézování, univerzální nebo horizontální frézování) a obráběcí centra vybaveny přídavnou odnímatelnou vřetenovou hlavou, která rozšiřuje rozsah prováděných prací a zvyšuje složitost výsledných povrchů kovových výrobků a dalších materiálů.
- Design psacího stolu. V závislosti na uspořádání se stůl pohybuje podélně (podélné frézovací jednotky), podélně a příčně (horizontální frézovací a vertikální frézovací jednotky), stoupá nebo klesá (konzolové frézovací jednotky) a otáčí se kolem své osy (karusel, bubnový typ). Volitelně lze jednotky se stolem, který provádí podélné a příčné pohyby (například horizontální frézování včetně konzolového nebo univerzální), vybavit zařízením pro otáčení obrobku. V tomto případě je rotační zařízení namontováno na pracovním stole stroje nebo zabudováno do jeho roviny, což umožňuje opracování jak rotačních ploch, tak dlouhých obrobků bez dalšího času stráveného instalací/demontáží zařízení.
- Počet os nebo stupňů volnosti. Liší se od 2 do 5. Tato vlastnost téměř všech typů kovových frézek určuje složitost konfigurace zpracovávaného povrchu a počet přeinstalací dílu při provádění celého cyklu frézovacích prací.
- Přesnost obrábění vyznačující se nejen tuhostí součástí jednotky a konstrukce jako celku, ale také možností přesného polohování součásti, použití různých měřicích přístrojů pro kontrolu konfigurace břitů, pohybu nástroje, stejně jako určení polohy a rozměrů součásti.
- Dostupnost zásobníku nástrojů a počet možných pozic v něm. Počet nainstalovaných a používaných fréz při řezání dosahuje několika desítek. Variabilita prováděných operací zvyšuje využití poháněných nástrojových držáků při konstrukci těchto typů frézek.
- Výkon zařízení určuje druh zpracovávaného materiálu a jeho pevnostní charakteristiky.. Na výkonných agregátech všech hlavních typů frézek lze při použití tvrdokovových řezných nástrojů řezat kalené kovy (až HRC 60. 75), vysokopevnostní a žáruvzdorné oceli, slitiny titanu, tvrdé kompozitní materiály , stejně jako použití nucených režimů – vysoké řezné rychlosti ve velkých hloubkách zpracování.
- Rychlost vřetena. Určuje rozsah materiálů, které lze zpracovat, a také kvalitu (čistotu) výsledného povrchu. Výběr frézky závisí na tom, jaký materiál na ní plánujete zpracovávat. Například univerzální stroje s vysokorychlostními režimy řezání provádějí přesné zpracování viskózních materiálů, například duralu, mosazi, slitin obsahujících zinek atd.
- Rozměry požadované pracovní plochy Hlavní typy fréz určují rozměry zpracovávaných obrobků.
Pokud váš průmyslový podnik stojí před otázkou, jaké typy frézek pořídit pro výrobu konkrétního výrobku, kontaktujte inženýrské a technické specialisty společnosti SMK na telefonním čísle 8 (4822) 620-620
















