Při svářečských pracích vždy preferuji co nejpřesnější výběr elektrod – podle typu svařovaných materiálů, podmínek a dalších faktorů. V tom mi pomáhá znalost jejich klasifikace. V této recenzi chci zdůraznit, jaké značky elektrod pro ruční obloukové svařování existují, jaké požadavky jsou na ně kladeny a na jaké typy se dělí, jak jsou klasifikovány a také jak správně dešifrovat označení při výběru.
Elektrody – zařízení, typy, požadavky
Elektricky vodivá tyč určená k přenosu proudu, vytvoření elektrického oblouku, roztavení kovu a vytvoření spoje se nazývá elektroda. Ve složení může být buď kovový nebo nekovový a ve vlastnostech může být tavný nebo netavný. Vnější povlaková vrstva zajišťuje stabilitu oblouku a chrání svarovou lázeň před oxidací vzduchem.
Aniž bychom zacházeli do detailů, spotřební materiál lze rozdělit podle typu materiálu, ze kterého jsou vyrobeny, a podle přítomnosti nebo nepřítomnosti povlaku. Zdůrazním 4 typy elektrod pro svařování, včetně elektrod pro ruční oblouk:
- Tání. Nejrozšířenější. Skládají se z kovu – oceli, litiny, mědi, bronzu, hliníku atd. Odpovídají materiálu svařovaných obrobků. Mohu být katodou i anodou. Jsou jak proudovým vodičem, tak materiálem pro vytvoření švu.
- Netavící se. Jeho základem je nekovový žáruvzdorný materiál – grafit nebo uhlí. Ve verzi pro svařování argonem se používá wolfram. Hlavním rysem aplikace je potřeba dodávat pájku ve formě drátu, protože samotná tyč se netaví, nespotřebovává se a nepodílí se na přímém vytváření švu.
- Potažené. Nejčastěji používané elektrody při ručním svařování. Úlohou povlaku je nejen vytvořit ochranné prostředí, ale také stabilizovat oblouk a zlepšit kvalitu spoje.
- Nenatřený. Používá se při poloautomatickém a automatickém svařování drátem v ochranné atmosféře, nikoli však při ručním obloukovém svařování.
Ještě podotýkám, že ne každá elektricky vodivá tyč může být použita jako elektroda. Obecný soubor požadavků, které jim jsou předloženy, umožňuje pochopit, proč a pro jaký účel jsou elektrody potřebné pro svařování za specifických podmínek použití.
Nastíním následující hlavní body:
- Stabilní charakteristiky elektrického oblouku.
- Rovnoměrné tavení materiálu.
- Dodržení chemického složení materiálů svařovaných obrobků.
- Dodržování podmínek vysoce výkonného svařování.
- Vytváření úhledného švu bez zbytečného cákání.
- Vytvoření švu odpovídající třídě pevnosti výrobku a očekávanému zatížení.
- Snadné oddělování strusky.
- Zachování vlastností po celou dobu skladování.
- Minimální toxicita par a plynů vznikajících při spalování.
Dávejte pozor! Elektrody se liší řadou charakteristik – typem a tloušťkou povlaku, složením, mechanickými vlastnostmi atd. První, na co však doporučuji dbát při výběru, je dodržení typu materiálu svařovaných obrobků. A teprve na základě toho vybírejte podle dalších parametrů.
Klasifikace
V klasifikaci elektrod pro ruční obloukové svařování uvedu následující řadu charakteristik:
- Destinace
- Tloušťka povlaku.
- Složení povlaku.
- Průměr
- Prostorové umístění vytvářeného švu.
- Polarita.
Podívejme se podrobně na každou charakteristiku.
Jmenování
První věc, kterou radím začínajícímu svářeči, aby se zamyslel při hledání elektrod vhodných pro podmínky použití pro ruční obloukové svařování, je jaké typy existují. Protože na správné volbě bude záviset nejen výsledek, ale také úspěch celé práce.
Narazil jsem na následující možnosti:
- Pro legované oceli žáruvzdorné slitiny. Označení v označení je „Т“.
- Pro nízkouhlíkové a uhlíkové oceli s pevností v tahu do 600 MPa. Označeno – “У“.
- Pro vysoce legované oceli. Označení – „В“.
- Pro slitiny konstrukční oceli, jejichž pevnost v tahu nepřesahuje 600 MPa. Označení – “Л“.
- Pro pájení na kov se speciálními vlastnostmi. Určeno – “Н“.
- Pro vysoce plastické slitiny. Označeno – “А“.
Pomozte! Označení může obsahovat i čísla udávající hodnotu pevnosti v tahu. Například E50 – limit dosahuje 50 kgf/mm² nebo 500 MPa.
Tloušťka povlaku
Na základě tloušťky povlakové vrstvy jsem měl možnost pracovat s následujícími 4 typy elektrod pro ruční obloukové svařování:
- Tenký. Povlak je 1/5 průměru tyče. Označeno – “М“.
- průměrný. Tloušťka vrstvy nepřesahuje 45 % průměru jádra. Určeno – “С“.
- tlustý. Množství povlaku dosahuje 0,8 průměru elektrody. Zobrazeno – “Д“.
- Extra hustý. Pokrytí přesahuje 80 % průměru tyče. Určeno – “Г“.
Ještě poznamenám, že spotřební materiál se dělí do 1., 2. a 3. skupiny – podle stavu povlaku, jak přesně je vyroben a jaké množství síry a fosforu obsahuje.
Složení nátěru
Svařovací elektrody, se kterými jsem se setkal v prodeji, jsou rozděleny do následujících 4 modifikací podle složení povlaku:
- Surové. Používal jsem je pouze pro speciální svařování – spodní spoje, a to jak stejnosměrným, tak střídavým proudem. Označeno – “А“.
- hlavní. Stejně jako rutil jsou nejčastěji používané. Zároveň vám doporučuji zařadit je pouze do obvodu s obrácenou polaritou na stejnosměrný proud. Jinak bude šev špatný. Zvláštností je, že při spalování vzniká ochranný oxid uhličitý. Určeno – “Б“.
- Rutil. Svého času jsem začal ovládat svařování s těmito spotřebními materiály, i když je v praxi používám dodnes. Kompozice obsahuje oxid titaničitý a rutil. Zaznamenám následující výhody – dobrý šev, nezávadnost, tvorba ochranné strusky. Určeno – “Р“.
- Celulózový. Obvykle je používám při svařování trojrozměrných konstrukcí, pro které nejsou žádné zvláštní požadavky na estetiku, například potrubí. Vyzdvihnu tuto vlastnost – silné šplouchání, ale zároveň se tvoří dobré spojení. Označeno – “Ц“.
Existují také elektrody s povlakem smíšeného typu. Při označování se používají jejich kombinovaná označení – například pro rutilové základní – „RB“ nebo obecně – „P“. Spotřební materiál pro zvláštní podmínky použití je označen „C“.
Průměr
Nejednou jsem si u praktikantů všiml, jak při výběru elektrody podle typu materiálu a povlaku a zapomnění na průměr tyče propálili nebo nedovařili obrobky. Chci vás okamžitě varovat před touto chybou, protože kvalita svarového spoje do značné míry závisí na tomto parametru. Proto doporučuji pro ruční obloukové svařování zvolit takový typ elektrody, který velmi přesně odpovídá tloušťce výrobku – například takto:
- 2 mm – pro kov o tloušťce ne větší než 1-2 mm, s proudovou silou 50-75 A.
- 3-4 mm – pro obrobky ne silnější než 10 mm, s proudem 100-230 A.
- 5 mm – pro díly 4-15 mm a proud cca 270-290 A.
- 6 mm – na kov o tloušťce 4 až 15 mm, s délkou připojení do 45 cm a proudem 370 A.
- 8 mm – pro obrobky do 15 mm při proudu 440-460 A a délce švu do 0,5 m.
K poznámce! V praxi v každodenním životě nebylo téměř nikdy nutné používat elektrody větší než 2-4 mm v průměru. 5 mm a více je spousta dílenských a továrních prací.
Prostorové uspořádání
V závislosti na prostorovém umístění švu vám doporučuji vybrat spotřební materiál podle následujícího pravidla:
- S označením “1» – pro všechny typy.
- Označeno “2» – pro jakoukoli polohu kromě vertikální ve směru shora dolů.
- S číslem”3» – horizontální na svislé ploše, spodní a vertikální zdola nahoru.
- Označeno “4“-“loď” a nižší.
Pokud jste začátečník, je lepší zvolit typ „1“, dokud se nenaučíte základy svařování – potřeba použít jednu nebo druhou možnost přijde se zkušenostmi.
Polarita
Při výběru elektrody pro svařování je důležité vědět nejen to, z čeho se skládá a jak je vyrobena, ale také jak je zapojena do elektrického obvodu. Existuje následující vzorec:
- „0“ – libovolná polarita.
- Při jmenovité hodnotě 50 V – „1“ libovolné, „2“ přímé, „3“ reverzní.
- Při jmenovité hodnotě 70 V – „4“ libovolné, „5“ přímé, „6“ reverzní.
- Při jmenovité hodnotě 90 V – „7“ libovolné, „8“ přímé, „9“ reverzní.
Důležité! Při výběru elektrody věnujte pozornost typu a tloušťce povlaku, jaké parametry bude mít šev a také jeho fyzikálním a chemickým vlastnostem.
Video tipy pro výběr elektrod pro ruční obloukové svařování:
Funkce označování
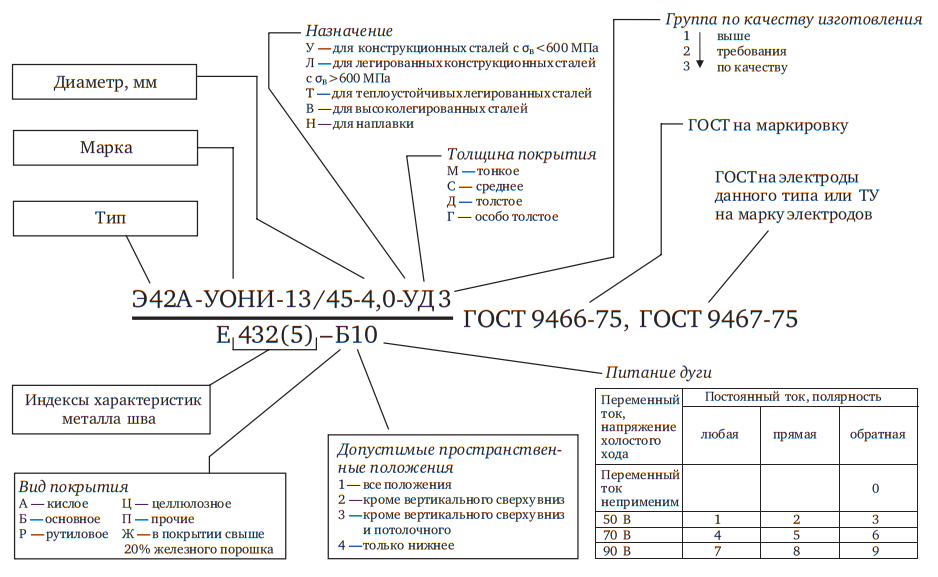
Chcete-li vybrat správnou elektrodu, musíte se naučit dešifrovat označení. Proto pro jeho lepší pochopení rozeberu následující příklad nápisu na krabici – E50-UONI-13/50-4,0-UD)/(E432(5)-P12. Údaje jsou dešifrovány jako následuje:
- E50 – E – elektroda pro obloukové svařování, 50 – pevnost v tahu v kgf/mm².
- UONI-13 je název výrobce.
- 50-4,0 – pevnost v tahu v kgf/mm² a průměr tyče v mm.
- UD – elektroda pro uhlíkové oceli s tlustým povlakem.
- E483(5) – charakteristiky svaru: 48 – pevnost v tahu 480 MPa, 3 – tažnost ne více než 30 %, 5 – svařování je přípustné při teplotě ne nižší než -40°C.
- P10 – P – rutil, 1 – libovolné místo v prostoru, 2 – přímá polarita.
Poradenství! Pro každý typ materiálu svařovaných obrobků existují různé značky elektrod. Například pro legované oceli doporučuji použít UONI-13/85, OZSh-1, NII-3M, nízkolegované oceli – ANO-6, ANO-34, ANO-TM60, navařování – OZN-400M/15G4S, UONI- 13/N1-BK /E-09Kh31N8AM2, hliník – OZA-1/Al, měď – ANTs/OZM-2/Cu.
Video příklad dešifrování značení elektrod:
Nejdůležitější znaky
V závislosti na složení a přítomnosti povlaku jsou elektrody pro ruční obloukové svařování rozděleny do následujících 4 typů:
Každý z nich má své vlastní vlastnosti, vlastnosti aplikace a podléhá určitému počtu požadavků, bez kterých jednoduše nebude plnit své funkce. Elektrody jsou klasifikovány podle 6 charakteristik – účel, složení a tloušťka povlaku, průměr tyče, prostorové umístění vytvářeného švu a polarita spojení. Při výběru je potřeba umět rozluštit označení.
Napište do komentářů, co si myslíte – lze při ručním obloukovém svařování použít nepotaženou elektrodu?

Tento článek je pro začátečníky, kteří se nechtějí hluboce ponořit do nuancí svařovacího procesu, ale plánují čas od času použít invertorový svařovací stroj pro svařování pro domácí nebo obchodní účely. Trochu důležitá teorie, maximum užitečných rad a seznam konkrétních elektrod, které jsou pro začátečníka nejvhodnější pro svařování invertorem.
Rozdělení elektrod: jaké typy jsou vhodné pro svařování invertorem
*Invertor označuje invertorové svařovací stroje pro ruční svařování MMA. Invertorové poloautomatické svařovací stroje pod ochranou inertním plynem (MIG) nejsou součástí této koncepce.
Všechny elektrody pro svařování lze rozdělit do dvou velkých skupin – spotřební a nekonzumovatelné. Ty se používají hlavně pro svařování argonovým obloukem a nedoporučují se začátečníkům, protože tento typ svařování je vhodnější pro profesionály.
Všechny spotřební elektrody jsou kovové a potažené (mají povlak na kovové tyči).
Sečteno a podtrženo: správnou volbou elektrod pro klasický invertor je spotřební materiál s povlakem.
Výběr podle typu povlaku
Rutil – nejlepší volba pro začátečníka
Označení: P (podle GOST), R (podle ISO)
Je lepší se naučit vařit s rutilovými elektrodami. Jsou bezpečné, snadno se zapalují a snadno se ovládají. Univerzální určení vám umožní bez starostí s výběrem – jsou vhodné pro jakýkoli typ oceli, umožňují vytvářet krátké i koutové svary. Rutilový povlak zjednodušuje technologii svařování a zaručuje vytvoření rovnoměrného švu bez námahy ze strany svářeče.
Základní – možné, ale obtížné
Označení: B (podle GOST), B (podle ISO)
Tento typ elektrody vytváří vysoce kvalitní a odolné spojení. S grafitovými přísadami jej lze použít ke svařování litiny. Právě elektrody se základním povlakem se nejlépe hodí pro svařování tuhých konstrukčních prvků, tlakových potrubí a vysokopevnostních ocelí. Všechno má však nevýhodu – proces svařování je poměrně komplikovaný, je nutné připravit elektrody a povrch, stejně jako přísně kontrolovat délku oblouku během procesu. Pro začátečníka bude obtížné vzít v úvahu všechny nuance a dosáhnout vysoce kvalitních švů.
Celulóza – pouze „podle indikací“
Označení: C (podle GOST), C (podle ISO)
Organické povlaky jsou vhodné pouze pro nízkolegované oceli. Pokud je k tomu důvod nebo pokud nemáte po ruce žádné jiné elektrody, použijte elektrody potažené celulózou. Celulózový nátěr zajistí stabilní spalování, ale kvalita a estetika nebudou nadprůměrné. Navíc bude pro začátečníka obtížné pracovat kvůli postříkání.
Kyselé – nejlépe se vyhnout
Označení: A (podle GOST), A (podle ISO)
Tento typ elektrody poskytuje vysokou rychlost a umožňuje svařovat kov poškozený korozí, ale je zde velká nevýhoda – toxické výpary. A několik dalších malých nevýhod: vysoké riziko defektů, obtížná regulace teploty a rozstřikování materiálu během procesu. Pro začátečníka je práce s kyselými povlaky obtížná a nebezpečná.
Smíšené a jiné nátěry
Kromě čtyř hlavních typů nátěrů se používají jejich kombinace, které jsou označeny dvěma písmeny (například rutil-basic – RB / RB), stejně jako nátěry se speciálním složením pro speciální účely – jsou sjednoceny označením „Jiné (P / S)“.
Nejzajímavější z nich:
- – jediná věc, která umožňuje vertikální svařování shora dolů; – pro svařování hliníku; – pro povrchové úpravy a opravy.
Výběr podle vlastností
Podle materiálu
- Pro nízkolegovanou ocel – rutil nebo celulózu
- Pro vysoce legovanou ocel – rutil a rutil-basic (rutil-karbonát)
- Pro nerez – rutil
- Pro oceli se zvýšenou pevností – základní
- Na litinu – základní s vysokým obsahem grafitu
- Na hliník – sůl a speciál
Podle aktuálního typu
Většina moderních invertorů vydává stejnosměrný proud, což je skvělé, protože postačí spotřební kovové elektrody s jakýmkoli ze čtyř typů povlaků. Pracujete-li se střídavým proudem, ihned vyřaďte elektrody se základním povlakem. Výjimkou jsou základní nátěry se sníženým obsahem fluoridu vápenatého.
Tloušťka
Průměr elektrody by měl být o něco menší než tloušťka kovu. Příliš tenká elektroda vytvoří malý nefunkční šev. Příliš silný – zvyšuje riziko propálení kovu, protože jeho roztavení bude vyžadovat více proudu (velikost svarové lázně bude větší). Můžete se pokusit snížit proud, ale pak to nebude stačit k vytvoření svaru – získáte nahromadění strusky ve středu a usazený kov na okrajích.
Průměr elektrody, mm
Tloušťka materiálu, mm
Doporučený proud, A
Silou
Častou chybou je předpoklad, že čím vyšší je pevnost elektrody, tím lépe. Charakteristiky elektrody by měly být co nejblíže charakteristikám kovu. Pro ocel o pevnosti 400 MPa bude postačovat elektroda typu E42, kde 42 je pevnost v tahu 42 kg/mm2 nebo ~412 MPa (1 kg/mm2 = 9.80665 MPa). Není třeba brát víc. Pokud jsou vlastnosti švu vyšší než vlastnosti hlavní konstrukce, může se během provozu vytvořit v základním materiálu nadměrné napětí.
Volba závisí na schopnostech kalcinace
Další důležitý bod: všechny elektrody vyžadují před použitím kalcinaci – zahřátí na určitou teplotu, aby se odstranila přebytečná vlhkost. Podmínky kalcinace závisí na složení povlaku. Elektrody s rutilovo-celulózovým povlakem vyžadují stárnutí při 70-90 °C, s rutilem – při 150-270 °C, se základním – při 380-420 °C. V domácích podmínkách se ke kalcinaci používá domácí pec, která se zahřívá maximálně na 250 °C, takže je potřeba počítat s tím, že pro správné použití elektrod se základním povlakem si budete muset najít speciální pec pro kalcinaci.
Jak číst označení elektrod pro svařování invertorem
Související články
Jak vést elektrodu při svařování
Podrobně zvažujeme, jak správně vést elektrodu při svařování invertorem a co ovlivňuje úhel sklonu, délka oblouku, rychlost a směr.
Proč se elektroda lepí a jak se tomu vyhnout
Zvažujeme důvody, proč se elektrody při svařování lepí, co dělat v takové situaci a jak zabránit přilepení.
Skladování svařovacích strojů a materiálů
Jak skladovat svářecí techniku v zimě, jak na ně působí nízké teploty a jak připravit na práci vybavení, které bylo přineseno z chladu do teplé místnosti.
Barvy wolframových elektrod: jak si vybrat a k čemu se používají
Bavíme se o účelu a značení wolframových elektrod barvou a také o jejich délce a průměrech, abychom vám usnadnili výběr spotřebního materiálu.
10 nejlepších svařovacích elektrod
Připravili jsme krátkou recenzi nejlepších elektrod pro MMA svařování – pomůže vám s výběrem na základě parametrů, recenzí a ceny.
Svařování profilových trubek pro začátečníky
Sdílíme znalosti o správném svařování kovových profilových trubek vlastníma rukama: technologie, výběr elektrod a přídavného drátu, vytvoření švu.
















