Svařování s invertorem je přístupné začátečníkům díky jednoduchému nastavení zařízení a srozumitelnému pracovnímu postupu. Hlavní věcí je provádět veškeré svařovací práce v souladu s bezpečnostními pravidly, zvolit vhodný režim, vybrat elektrody a trénovat.
Teprve po 3-4 kg elektrod se začne rýsovat alespoň něco podobného rovnoměrnému švu. Hlavní je nezoufat, nevzdat se napůl, ale učit se dál. Z našeho materiálu se dozvíte o základních pravidlech pro svařování s invertorem pro začátečníky.
Základní bezpečnostní pravidla při svařování s invertorem
Přípravné práce před použitím střídače
Svařovací invertor můžete poprvé zapnout (nebo po jeho přemístění) až poté, co zkontrolujete izolační odpor mezi živými částmi a pouzdrem a také jej připojíte k zemi. Pokud se zařízení delší dobu nepoužívalo, měli byste před zahájením svařování zkontrolovat, zda uvnitř zařízení není prach.

Čištění řídicích jednotek a výkonových prvků se provádí stlačeným vzduchem, který je přiváděn pod mírným tlakem. Aby systém nuceného větrání střídače fungoval hladce, je nutné kolem něj zajistit volný prostor alespoň 0,5 m.
Invertorové svařování nelze použít v místech, kde pracují řezací nebo brusné stroje, protože kovový prach vznikající při jejich provozu může poškodit elektroniku a výkonovou část zařízení.
Pro začátečníky: pokud je technologie svařování invertorem prováděna venku, je nutné zajistit ochranu před slunečním zářením a deštěm. Samotné zařízení je instalováno na vodorovném povrchu nebo pod úhlem, který není větší než hodnota uvedená v pasu.
Vizuální kontrola
Před začátkem pracovní směny musí svářeč prohlédnout zařízení, zkontrolovat stav izolačních plášťů kabelů (svařovací, silové) a v případě potřeby je vyměnit nebo opravit.
Poté musí pracovník zkontrolovat svorku zemnícího kabelu, držák elektrody, stav zásuvek a zástrček, přes které je provedeno připojení ke střídači. Dále se kontroluje ovládací panel, zejména zda jsou v pořádku spínače, přepínače, kontrolky nebo tlačítka. Pokud je zařízení velmi zaprášené, je nutné jej vyčistit.
Používání ochranných prostředků
Při svařování se svařovacím invertorem pro začátečníky je osobní bezpečnost na prvním místě.
Během procesu svařování může pracovník dostat elektrický šok, popálit se odletujícími kapkami roztaveného kovu nebo poškodit sítnici světelným zářením elektrického oblouku.
Nejsou vyloučena mechanická poranění, stejně jako vdechnutí plynů uvolněných při procesu svařování. To naznačuje, že svářeči, kteří teprve začínají ovládat invertorový stroj, by se měli naučit bezpečnostní pravidla a vyzbrojit se osobními ochrannými prostředky.
Seznam povinných ochranných pomůcek pro svářeče zahrnuje rukavice odolné proti jiskrám, masku, boty a kombinézy vyrobené z nekonzumního materiálu, respirátor a brýle, které budou vyžadovány při čištění švů a obrobků.
S touto minimální sadou ochranných pomůcek se můžete chránit před zraněním, zvláště pokud se svařováním invertorem zabýváte poprvé. Zvláštní pozornost je třeba věnovat výběru svářečské masky, která bude chránit vaše oči před zářením vycházejícím ze svařovacího oblouku.
Výběr elektrod pro svařování s invertorem pro začátečníky
Níže je tabulka pro svařování s invertorem pro začátečníky, ve které najdete závislost průměru elektrody na tloušťce svařovaného kovu.
Zpravidla jsou pro každý konkrétní druh kovu uvedena doporučení týkající se výběru vhodné tloušťky a průměru.
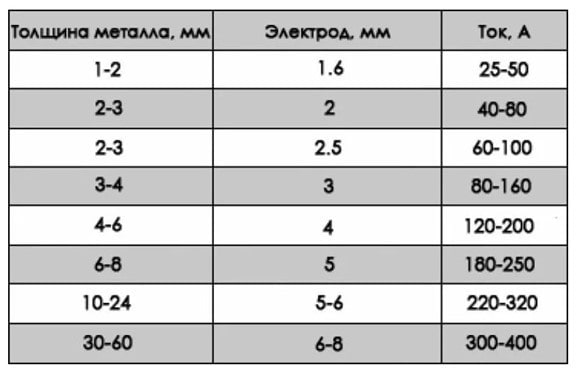
Tato data jsou zcela dostačující pro začínající řemeslníky, aby správně svařili s invertorem a vybrali spotřební materiál vhodného průměru. To je však jen část toho, na co byste si při výběru měli dát pozor.
Velkou roli hraje povlak elektrody. Rozlišují se následující typy:
- kyselé (A) – určené pro legování materiálů z nízkouhlíkové oceli a vyznačují se stabilitou oblouku a dobrým zapálením (i při nízkém napětí).
- Základní (B) – používá se pro svařování vícevrstvých pevných kovových konstrukcí. Jsou schopny udržet rovnoměrný oblouk během provozu s obrácenou polaritou a stejnosměrným proudem a také chránit švy před prasknutím.
- rutil (R) – tato možnost je pro začátečníka nejoptimálnější, protože umožňuje svařování v jakékoli poloze. Poskytuje kvalitní šev, umožňuje svařovat rezavá místa a je doprovázen minimálním množstvím rozstřiku. Takové elektrody lze použít pro svařování potrubí, protože jsou imunní vůči vlhkosti. Před použitím se však musí nejprve vysušit a kalcinovat.
- Celulóza (C) – používá se pro svařování výrobků na těžko přístupných místech. Díky svým vlastnostem lze tyto elektrody použít pro práci v jakékoli poloze. Vhodné pro začátečníky, protože svařování vertikálních (horizontálních) švů invertorem je doprovázeno tvorbou minimálního množství strusky a také zajišťují stabilitu oblouku. Elektrody s tímto typem povlaku však mají i nevýhodu, kterou je nutnost dodatečného broušení.
- Kombinovaný (smíšený) – možností může být spousta, ale nejčastější jsou rutil-celulóza. Tyto elektrody jsou vhodné pro začátečníky, protože kombinují dva typy, které jsou nejlepší.
Volba polarity při svařování s invertorem
Invertor používaný pro ruční obloukové svařování vyrábí stejnosměrný proud. Na předním panelu přístroje naleznete dva konektory „+“ a „–“ pro připojení kabelů.

Pro přímou polaritu je držák připojen k „mínusu“ a „kolečko na prádlo“ k „plus“. V případě obrácené polarity drží držák elektrody na „plus“ a hmota kolíčku na prádlo na „mínus“.
Pokud mluvíme o tom, kterou ze dvou možností si vybrat, pak teoreticky (návody) a podle některých se kov lépe taví a zahřívá při „přímé polaritě“. Ve skutečnosti je však vše úplně jinak.
Více tepla se generuje na kontaktu označeném „+“, proto, když je k němu držák připojen (přepólování), je průnik hlubší. Tato možnost je tedy vynikající pro svařování silnostěnných kovů (desky, profilové trubky, úhelníky o tloušťce 4-5 mm). Tenký materiál (maximálně 1,5-2 mm) se tedy spojuje přímou polaritou, jinak na něm mohou vzniknout otvory v důsledku roztavení stěn.
Můžete si to ověřit praktickým způsobem. Chcete-li to provést, vezměte invertor, nastavte svařovací proud na 100, připojte zem a držák elektrody ke konektorům a zkuste odříznout plech o tloušťce 4-5 mm (výztuž nebo roh). Nejprve to musí být provedeno na přímou polaritu, poté na opačnou, ale se stejnou proudovou intenzitou a elektrodou (průměr 3 mm). V důsledku toho bude vidět, že ve druhém případě je proces mnohem rychlejší.
Pokyny krok za krokem pro svařování s invertorem pro začátečníky
Invertorové svařování pro začátečníky začíná u základů. Nejprve je třeba prostudovat technologii práce a proces použití kusových elektrod. Další věcí je určit maximální možnosti elektrické sítě místnosti, kde plánujete pracovat, vybavit místo a zvážit připojení napájecího kabelu pro napájení zařízení.
Dále musí začínající mistr pro svařování s invertorem připravit tenký kov (konstrukční nebo plech malé tloušťky), balíček elektrod, jejichž průměr hlavního povlaku je 2-3 mm, kovový kartáč na čištění povrchy obrobků a švů.
Krok 1. Nastavení proudu
Kvalita svaru do značné míry závisí na tom, jak správně je zvolen proud měniče. Pokud jste v tomto oboru noví, pak je lepší použít speciální tabulky, které jsou připojeny ke každému zařízení, které udávají hodnoty odpovídající průměru elektrody a tloušťce kovu.

Požadovaná intenzita proudu se nastavuje otáčením knoflíku po zapnutí vypínače měniče. Na každém zařízení lze stupnici hodnot nalézt na různých místech, pro některé – na předním panelu podél oblouku otáčení regulátoru, pro jiné – na digitálním indikátoru.
Je však třeba pamatovat na to, že nastavená hodnota proudu nemusí odpovídat požadované hodnotě a při provádění zkušebních svarů bude nutné ji upravit pro lepší průvar.
Krok 2. Připojení elektrody
Konec tyčové elektrody, tj. část nepokrytá povlakem (20-30 mm), je upevněna v držáku, kterým je přiváděn svařovací proud. Dnes se nejčastěji používají „clothespins“ (držáky svorek s vnitřní částí čelistí profilovanou pro tyč elektrod). Jsou velmi pohodlné na použití a umožňují rychlou výměnu škváry za nové elektrody a pevnou fixaci.
Krok 3. Zapálení oblouku
Svařovací oblouk se vyrábí dvěma způsoby. První je dotknout se kovového povrchu svisle drženou elektrodou (koncem) a posunout ji o několik milimetrů zpět. Druhý se nazývá „úder“, protože pohyb připomíná zapálení zápalky, když je hlava natažena podél boku krabičky.
V případě invertorů je zapálení elektrody mnohem jednodušší, protože mají vestavěnou funkci “horký start”. Při dotyku kovového povrchu se objeví proudový impuls zvýšeného výkonu a s vytvořením oblouku se hodnota proudu vrátí na jmenovitou hodnotu.
Krok 4. Pohyb a naklánění elektrody při svařování
Pohyb elektrody po povrchu při ručním a invertorovém svařování se neliší. Existují celkem tři typy náklonu. Nejběžnější invertorovou svařovací technikou pro začátečníky je provádění svarů pod úhlem dopředu.
Pokud se pracuje na těžko dostupných místech nebo v omezeném prostoru, pak je poloha elektrody obvykle kolmá. Tento způsob však vyžaduje vysoce kvalifikovaného pracovníka, proto není vhodný pro začátečníky, i když funkce měniče částečně kompenzují některé chyby. U spojů na tupo a rohů se svařování obvykle provádí s úhlem hřbetu.
Krok 5 Ovládejte Arc Gap
Pro získání kvalitního a rovnoměrného svaru je nutné správně zvolit a dodržet velikost svařovacího oblouku, který vzniká mezi rovinou materiálu a koncem elektrody.
Podle doporučení týkajících se techniky provádění tohoto typu práce by její velikost neměla být větší než průměr elektrody. Protože je však poměrně obtížné udržet takovou vzdálenost, je povolen oblouk, který přesahuje průměr o ne více než 1-2 mm.
Tipy pro začínající svářeče
Následuje několik tipů, jak přivařit úhelníky ke sloupkům, což je jedna z nejběžnějších svařovacích operací.
Nejprve se musíte vyzbrojit domácím svařovacím invertorem:
- Nejlepší elektrody pro invertorové svařování pro začátečníky jsou ty, které mají průměr 2,5 mm – to je optimální velikost.
- Počínaje shora by měl být svar proveden po osmičkách směrem dolů s maximálně 1 mm přírůstky.
- Je lepší nevařit kov okamžitě, to znamená ne od začátku do konce, ale nejprve udělat několik cvočků, které zabrání deformaci materiálu v důsledku zahřívání různých stran.
- Pokud se po svaření produktu a odražení strusky vytvořily dutiny, musíte tato místa znovu vařit.
- Při odrážení strusky nezapomeňte nosit brýle nebo chameleonskou svářečskou masku.

Nejčastěji se v každodenním životě používá „tři“ elektroda, i když standardní invertory mohou také vytáhnout „čtyřku“, což je docela dost. Pokud jde o sílu proudu, můžete ji změnit a vybrat požadovanou hodnotu během procesu svařování a nastavit optimální režim. Zde je třeba mít na paměti, že pokud jsou indikátory menší, než je nutné, elektroda se přilepí, pokud jsou hodnoty příliš vysoké, může se vytvořit díra.
Úkolem svářeče je spojit okraje obou částí k sobě a svařit roztavený kov elektrodové tyče na vrchu švu.
Při svařování ocelového úhelníku na kovový stůl je lepší nežádat někoho, aby vám pomáhal držet obrobek, protože to může mít za následek popáleniny očí (sliznice nebo sítnice) a kůže od potřísnění roztaveným kovem. Nejlepší je použít magnetické rohy nebo svorky.
Pro výběr optimálního proudu pro svařování použijte následující rady.
Vezměte kovový polotovar a začněte vařit na vysoký proud. Pokud se vytvoří díry, musíte je snížit. Tak je zvolena síla proudu, při které kov nepropálí. Neexistují žádná tajemství svařování s invertorem, hlavní věcí pro začátečníky je praxe a zkušenosti, které přicházejí s časem.
Pro trénink můžete použít rezavé kovové kusy a nacpat si na ně ruku. Možná bude stačit spálit pár elektrod na cvočky na rez, aby se svařil již dobrý kov ve vysoké kvalitě.
Než začnete svařovat, nezapomeňte vyčistit díly a spoje od barvy a rzi na čistý povrch.
doporučené články
Vertikální invertorové svařování pro začátečníky je obtížný úkol, ale pokud se naučíte, jak vytvořit krásný šev v této poloze, pak bude horizontální ideální.
Zde je několik pokynů:
- Nikdy nepracujte s vlhkými elektrodami nebo elektrodami s odštěpeným povlakem. Měly by být skladovány mimo vlhkost, a pokud stále potřebujete sušit, lze to provést buď v troubě, nebo v elektrické troubě.
- Abyste se naučili dobře svařovat, musíte cvičit, takže čím více elektrod a kovových polotovarů použijete, tím lepší budou švy. Poté, co začnete pracovat s plotem vyrobeným z vlnitých plechů, budete po chvíli schopni převzít složitější úkoly (svařování skleníků, oblouků, bran, křídlových a posuvných bran, přístřešků nad domy, stejně jako zařízení a nástroje používané v každodenní život).
Každá osoba, která zná základy svařování s invertorem pro začátečníky, může dělat vysoce kvalitní, rovnoměrné a krásné svarové švy, hlavní věcí je více cvičit a nebát se spálit elektrody.

Pro elektrické svařování různých typů kovových polotovarů se používají speciální typy svařovacích elektrod, ale pro úspěšný proces je ještě nutné správně zvolit nastavení na invertorové svářečce, tak, aby technologický cyklus odpovídal parametrům elektrického proudu. Princip polarity, který je použitelný pro elektrická svářecí zařízení, vám umožňuje pracovat s kovovými polotovary jakékoli tloušťky a vytvářet vysoce kvalitní spojovací šev.
Pomocí poloautomatického svařovacího zařízení musí svářeč vědět nejen kolik elektrického proudu bude potřebovat, ale také jakou polaritu katody a anody bude potřebovat. Každá invertorová svářečka může být nakonfigurována pro práci s běžnými kovy, neželeznými slitinami a také s vysokým obsahem uhlíku nebo legovanou ocelí.
Co je to?
Když je svařovací invertor v provozu, musí být zvolena jeho polarita – jinými slovy, je nutné určit, ke které zásuvce s „+“ nebo „-“ bude připojena svařovací elektroda a ke které – obrobek pro svařování. Polarita, která může být přímá a reverzní, přímo závisí na volbě pořadí připojení elektrického proudu.
Přímá polarita při elektrickém svařování s invertorovým svařovacím strojem se volí v následujících krocích:
- ke konektoru těla svařovací stroj se znaménkem „+“ je prostřednictvím elektrického kabelu spojen s koncovým obrobkem, nazývaným „hmotnost“;
- na jiný konektor se znakem „-“ je přes držák připojena svařovací elektroda.
Střídavý nebo stejnosměrný elektrický proud, stejně jako jeho polarita, je určen umístěním katodových a anodových bodů. Při svařování se obrobek silně zahřeje pomocí přímé polarity, protože se na něm vytvoří anodový bod, který generuje obrovské množství tepelné energie takové intenzity, že se může roztavit i samotný obrobek.
Vlastnosti obrácené polarity svařovacího invertoru jsou tyto připojení elektrody a zemnící svorky bude obrácené. Ke konektoru se znaménkem „+“ se připojí svařovací elektroda a ke konektoru se znaménkem „-“ se připojí kovový obrobek. V tomto případě bude na konci svařovací elektrody detekován vznik tepelné energie, nebo jak se tomu také říká “anodová skvrna”.
Připojení přímé nebo obrácené polarity lze provést ručně pouze když měnič běží v režimu konstantního proudu, v režimu střídavého proudu dochází ke změně polarity na svařovacím stroji automaticky několikrát za 1 sekundu.
Změna umístění anodového bodu umožňuje zvolit nejvýhodnější provozní režim pro různé typy obrobků. Pokud například potřebujete svařit polotovary z litiny nebo nerezové oceli, je zvolen režim obrácené polarity. A pro svařování hliníku potřebujete jemný režim přímé polarity, který je nezbytný pro rychlé odstranění oxidačního filmu.
K provádění elektrického svařování specifických kovových slitin existují určité režimy nastavení invertorového svařovacího stroje. Jejich výběr závisí na údajích o teplotě tání kovu a použitém tavidlu. V případě, že se elektrické svařování provádí uhlíkovými elektrodami, je použit režim přímé polarity, protože nesmí dojít k přehřátí tavidla a znehodnocení svařovací elektrody.
Stává se také, že nastavení svářečky opačné polarity je vhodné pro kov a svařovací elektrodu. V tomto případě je nutné zvolit optimální kombinaci provozních parametrů střídače a kombinovat je s indikátory síly elektrického proudu. V tak obtížné situaci je třeba vzít v úvahu doporučení pro použití invertorového svařovacího stroje, která jsou k dispozici v jeho technické dokumentaci.
Zobrazit přehled
Možnost připojení kabelů svářečky různými způsoby dává změnu polarity, v důsledku čehož je možné zvýšit hloubku průniku do kovu a v konečném důsledku dosáhnout těsného svaru na obrobcích i o šířce menší než 0,5 mm. Rozdíl mezi přímou a zpětnou sekvencí pohybu elektrického proudu je schopnost řídit umístění elektrického oblouku vzhledem k obrobku, stejně jako stupeň ohřevu svařovaných ploch.
Při změně polarity spoje je třeba dbát na to, že na anodě bude vznikat mnohonásobně více tepelné energie než v oblasti katody.. Ve výchozím nastavení je nová invertorová svářečka nastavena na práci s přímou polaritou. V případě potřeby můžete kdykoli změnit uspořádání vodičů se svorkami. V tomto případě se svářeč sám rozhodne, jak a ve kterých konektorech připojí držák elektrody a clothespin ke kovu. Při změně polarity se pohyb elektrického proudu stane opačným, přičemž se změní vlastnosti samotného svařovacího procesu.
Pro změnu polarity připojení stačí správně prohodit svorky pro připojení ke svářečce. Polarita připojení elektrického proudu může být 2 typů. Každý typ elektrického svařování má své výhody a nevýhody.
Přímka
Přímé připojení polarity má následující vlastnosti:
- v procesu elektrického svařování se ukazuje poměrně hluboko, ale úzký šev na povrchu spojených polotovarů;
- proces svařování je poměrně snadný, což je zvláště důležité, pokud ve slitině není žádné železo nebo tloušťka kovových polotovarů je 3 mm;
- elektrický oblouk je stabilní a konstantní, není náchylný k poruchám;
- proces svařování nelze provést, pokud používáte drát, který obsahuje vodivý materiál nebo je navržen pro práci v režimu AC;
- pomocí elektrického oblouku je možné provést řezání kovových polotovarů;
- síla elektrického proudu ovlivňuje chemické složení svaru, aby byl odolný a čistý;
- lze použít metodiku pro svařování v ochranném prostředí argonu nebo helia;
- ohřev výplňového drátu nebo elektrického vodiče děje se pomalu;
- s touto technologií elektrického svařování je možné pracovat měniče, které pracují v režimu vysokofrekvenčního elektrického proudu;
- při vytváření švu procento zavádění uhlíku do hmoty roztaveného kovu je sníženo.
Úspěšně dokončit proces elektrického svařování při práci se stejnosměrným elektrickým proudem je nutné dobře zahřát povrch obrobku a přivést jej k bodu tání. Tím se vytvoří svarová lázeň. V tomto případě přímá a obrácená polarita směru elektrického proudu ovlivňuje vlastnosti svarové lázně. Při provozu v režimu přímé polarity se v lázni vytváří prostředí, které lze snadno naplnit roztaveným kovem. Šíří se a pohyb svařovací elektrody udává směr vytvořeného švu, přičemž kontroluje jeho hloubku na svařovaném předmětu.
















