Pro tváření nebo kalibraci vnitřních závitů jsou nejběžnějšími nástroji závitníky. Závitník je šroub s vhodným závitem, přeměněný na řezný nástroj díky:
– řezné drážky třísek, tzn. vytvoření čelní plochy a prostoru pro umístění třísek;
vytvoření sací části potřebné pro postupné zařezávání a odřezávání přídavku;
– podložení zadních závitových ploch, aby se jim daly požadované zadní úhly.
Na Obr. 9 schematicky znázorňuje konstrukci kohoutku.
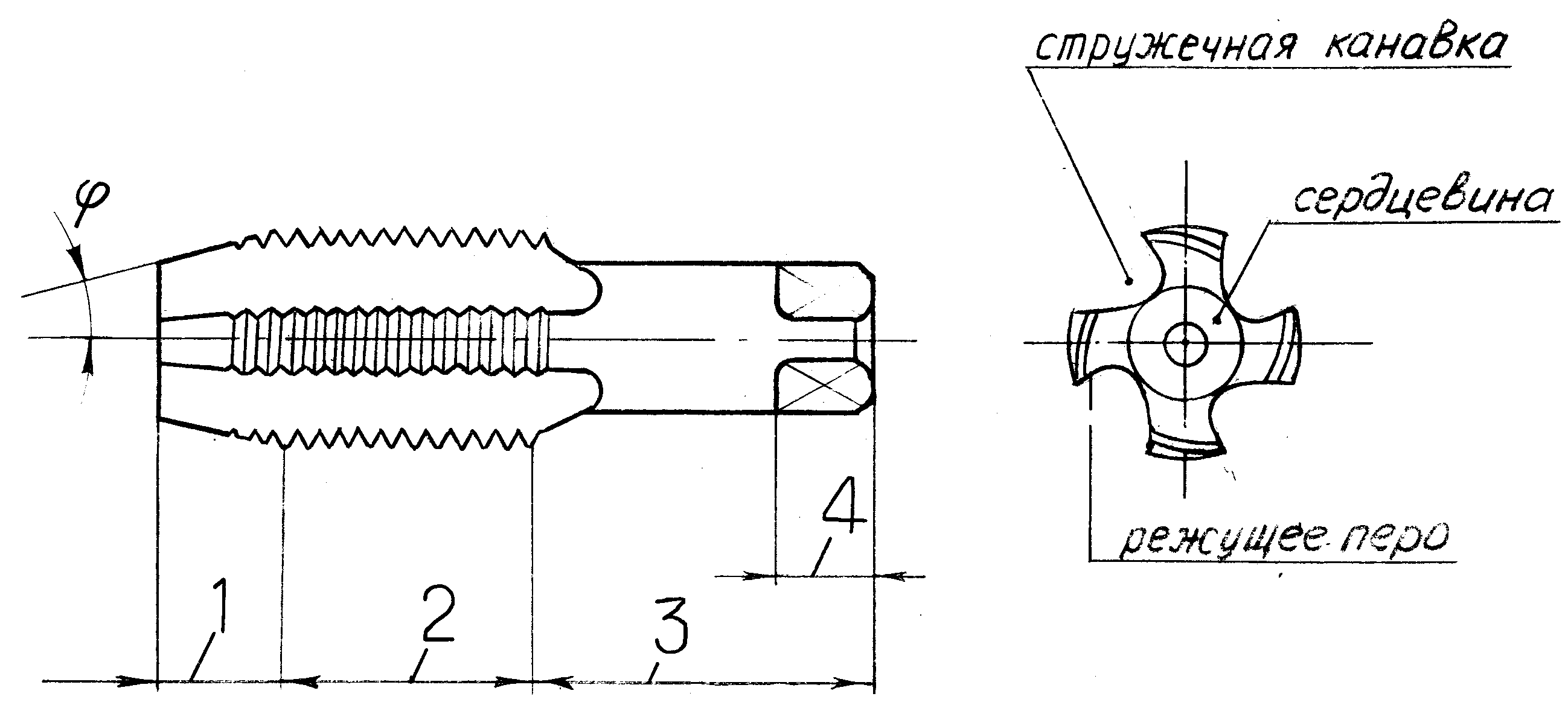
Rýže. 9. Konstrukční prvky kohoutku: 1 – sací část;
2 – kalibrační část; 3 – stopka a upínací část; 4 – čtverec
Na základě konstrukce a použití se rozlišují následující typy kohoutků:
– ruční nebo kovoobrábění – pro ruční řezání závitů, obvykle sestávající z jednoho, dvou nebo tří kusů v sadě;
– strojní – pro řezání závitů na strojích nebo pomocí vrtáků;
– matice – pro řezání závitů v maticích na strojích na řezání matic; jsou vyrobeny s krátkými, dlouhými a také zakřivenými stopkami;
– matrice a matrice – pro řezání a kalibraci závitů v matricích.
Konstrukční prvky a geometrické parametry závitníků
Hlavní konstrukční prvky závitníku jsou: řezné, kalibrační a upínací díly; počet, profil a směr třískových drážek, řezné úhly, prvky závitníku, ztenčení měřidla (obr. 9, 10).
Nasávací (řezná) část Závitník vykonává hlavní řeznou práci a měl by být co nejkratší, protože to zkracuje strojní čas, snižuje specifickou řeznou sílu a zatížení nástroje v důsledku zvýšení tloušťky řezu, třecí síly a svírání třísek, jakož i nebezpečí zlomení kohoutku, snižuje točivý moment .

Rýže. 10. Konstrukční prvky a geometrie řezných a kalibračních částí závitníku:
p – stoupání závitu,h – výška profilu;Н – celková (teoretická) výška profilu;
d– vnější průměr závitu;l3– délka plotové části,φ– úhel kužele plotu;
К– částka zálohy
V závislosti na přesnosti závitu, jeho velikosti a materiálu dílu lze závitníky vyrobit v sadách po jednom, dvou nebo třech kusech. Například kdy p=3 mm sada závitníků se skládá ze dvou kusů a pro p≥3 – ze tří kusů.
Pokud jsou v sadě dva závitníky, pak se přídavek a zatížení rozdělí následovně: hrubovací závitník odebere 75 % přídavku a dokončovací závitník 25 %. U sady tří závitníků je 56 % přídavku odstraněno hrubovacím závitníkem, 60 % mezizávitníkem a 28 % dokončovacím závitníkem. Ve stejných poměrech se dělí i délka plotové části, jejíž výpočet je uveden níže.
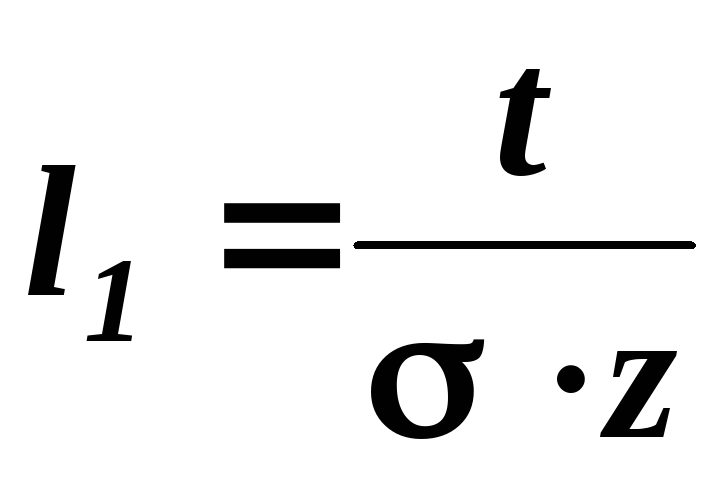
Délka plotové části je určena na základě elementární tloušťky řezu odebrané jednou řeznou hranou:

kde z je počet zubů na plotě.

kde l3 – délka plotové části; n – počet kohoutkových per (na obr. 10 jsou čtyři vpravo); l3/s – počet závitů (zubů) na jednom peru; s=kr – zdvih závitu; к – náběh závitu.


Vyjadřování z (13) a dosazením této hodnoty do (15) nakonec dostaneme

hodnota az by měla být brána v závislosti na materiálu součásti, ve které je závit řezán (tabulka 1).
Tabulka 1 Hodnoty tloušťky řezu pro závitníky

Tloušťka řezu , mm
Hlavní konstrukční prvky závitníků: použité provedení, rozložení práce, provedení řezné, oscilační a ocasní části, počet drážek, jejich profil a směr, geometrie řezných prvků a závitových prvků.
Při distribuci práce závitníků existují 3 designové návrhy:

Normální provedení zahrnuje 2 typy: válcový a kuželový. Válcový design poskytuje sadu dvou nebo tří kohoutků. Všechny závitníky v sadě mají různé vnější a střední průměry, přičemž pouze poslední závitník má plný profil závitu:

– minimální vnější průměry závitníků

– minimální střední průměry závitníků.
Rozložení zátěže na jednotlivých kohoutcích:
hrubý závitník: 56 % – 60 % z celkového zatížení
konečná úprava: 10 % – 16 %.
Se sadou 2 kohoutků připadá na první přibližně 70 % zátěže. Kuželová část pro všechny tři závitníky sady se bere různě v závislosti na stoupání závitu:



Úhel sklonu tvořící čáry kužele je v prvním případě 4 – 5°, ve druhém 13°. Ve třetím 18 – 23°.

Kónické provedení zahrnuje použití jednoho závitníku v sadě, který se používá pro obrábění a strojní zpracování pro získání plného profilu jak na kuželové, tak na ostřicí části. To zlepšuje pronikání závitníku do součásti. Jak řezání postupuje, třecí plocha se výrazně zvětšuje a závitník pracuje v horších podmínkách. S nárůstem výroby náročné na pracovní sílu se nerozšířily. Závitníky s přesazenými zuby se liší od normálních v tom, že jejich zuby se střídají. Díky tomu je tloušťka řezu na zub dvakrát větší než u běžného závitníku s normálním řezným vzorem, ale třecí moment je v tomto případě výrazně snížen. Nevýhodou tohoto schématu je, že v důsledku zvýšení řezu se zvyšuje teplota řezu, což vede ke zvýšení trvanlivosti. Operace redukce zubu zhoršuje funkci. Korektivní závitníky se liší tím, že jejich profil zubu je mírně korigován a je veden za svůj kuželový kužel.
Konstrukce řezných, kalibračních, koncových částí závitníku
Hlavní práci řezání přídavku provádí vstupní řezná část závitníku. Každý zub závitníku funguje jako fréza a všechny zuby obstarají celkovou práci při odstraňování přídavku Vzhledem k tomu, že řezný odpor závisí na velikosti odebíraných třísek, nezbytnou podmínkou pro vytvoření normálních řezných podmínek je průřez třísek odebraných jedním zubem závitníku. Pokud má závitník po svém obvodu Z-drážky, pak po délce rovné jednomu kroku má třísky o tloušťce , kde a je tloušťka třísek na 1 zub. Při práci se závitníkem je nutné uříznout závit o hodnotu t při řezání celé délky sacího dílu – závitníku, pokud je stoupání závitu závitníku označeno S, pak lze celkový počet závitníků označeno jako: , množství třísek odstraněných jedním zubem:

– množství třísek odebraných jedním zubem, z nichž:
, – koeficient kuželovitosti sací části kohoutu.
– délka plotové části

=0,01 0,012 – XNUMX XNUMX
koeficient kuželovitosti – u závitníků pro slepé otvory se doporučuje brát méně a u průchozích otvorů = 0,004 – 0,006
Praxe ukázala, že nejpříznivější stav kohoutku odpovídá krátkému nebo velmi dlouhému sacímu kuželu. Výroba dlouhého kužele je pracná a vyžaduje velkou spotřebu materiálu, takže návrhy s krátkou částí jsou vhodnější. V tomto případě je nutné zajistit dostatečnou pevnost závitníku. Řezná hrana podél plotové části by měla být umístěna v kruhu a rovnoměrně podložena. Házivost vnějšího povrchu by měla být 0,03. 0,04. Válcová část závitníku slouží ke kalibraci a k vedení práce. Čím kratší je kalibrační část, tím snadněji kohoutek funguje. U ručních závitníků délka kalibrační části: (6…12)S.
Pro maticové závitníky, délka kalibrační části: 8S.
Při návrhu je třeba vzít v úvahu, že délka kalibrační části při přebrušování by měla být do 0,5d – řezání závitu, pro ruční závity: (1,0. 1,2)d. Ředění se provádí na kalibrační části, která pro válcové závity závitníků je (0,05. 0,1) mm. Na každých 100 mm délky kalibrační části závitníku. Pro závitníky se broušeným závitem 0,04. 0,08 mm.

Ocasní část závitníku je tvořena čtyřhranem, který slouží k přenosu, průměr stopky závitníku o průměru 7 mm. a další jsou vyrobeny o 0,25. 1,5 mm menší než je vnitřní průměr závitu a u menších průměrů závitu je dřík vyroben o něco větší nebo rovný vnějšímu průměru závitu. Délka ocasní části se bere v závislosti na účelu a jejím průměru.
POČET DRÁŽKŮ, JEJICH PROFIL A SMĚR
Počet zubů po obvodu závitníku závisí na řadě faktorů:
ze zpracovávaného materiálu
přesnost řezaných závitů
průměr kohoutku a délka sací části.
Počet zubů pro ruční klíč a strojní závitníky se předpokládá: 2 – 6 v závislosti na průměru závitu závitníku.
Pro berany 3 – 4, pro trubky 4 – 12, pro hlavní dávky 1 – 10.
Profil drážky musí splňovat řadu požadavků:
drážky musí volně přijímat třísky (zejména při řezání závitů ve slepých otvorech)
podporují dobrou tvorbu a odstraňování třísek
Nedovolte řezání při vytáčení závitníku, stejně jako vibrace a stlačení třísek v drážce.
nemají ostré a ostré přechody, aby se zabránilo tvorbě trhlin při ostření.

d – průměr jádra

– úhly charakteristické pro kohoutek.
d šířka jádra a drážky se bere v závislosti na počtu zubů a průměru vnějšího závitníku.
Na kalibrační části mají tyto hodnoty větší význam a na řezné části jsou poněkud menší.
Aby se předešlo záběru třísek při zašroubování závitníku, úhel = 82°. 85°, úhel je vždy >90°. Drážka na řezné části by měla být oproti kalibrační části o něco hlubší, tím se mírně zvětšuje prostor pro uložení třísek, které díky zkosení sací části zmenšují průměr. Závitníky se obvykle vyrábějí s přímými drážkami podél osy. Při zpracování viskózních materiálů je vhodné mít šroubovité drážky s úhlem ω=10° – 16°. Mezi zuby závitníků jsou různé tvary drážek, které nejsou standardizované. Jednoduchá forma: dutina mezi zuby je ohraničena 1, která se volí v závislosti na velikosti závitníku. Výhoda: nejsou potřeba žádné speciální nástroje, používá se půlkruhová fréza. Při vyšroubování závitníku však zadní část závitníku řeže kov a kazí úhel δ>90° a deformuje závit. Snaží se odříznout roh, ale zde je potřeba speciální fréza, protože přední plocha je nakreslena v kruhovém oblouku, závitník nefunguje správně.


přední i zadní plocha jsou naznačeny v přímce.

Nevýhoda: vyžaduje speciální frézu. Tento typ závitníku funguje dobře, protože má konstantní úhel čela, který se při ostření neposouvá. Pro dosažení normálních řezných podmínek je nutné správně navrhnout řezný úhel zubů závitníku. Úhel γ se volí v závislosti na zpracovávaném materiálu: . Menší hodnota pro křehké a tvrdé materiály a vyšší pro viskózní materiály.

Úhel γ se volí v závislosti na zpracovávaném materiálu pro křehké a tvrdé materiály.
Hodnota úhlu α je převzata z typu závitníku a jeho účelu v rámci: . Nastavení úhlu α v kovech se dosáhne opěráním zubů: – velikost poklesu opěry.
d je vnější průměr závitníku, z je počet zubů.
Ruční závitníky s neleštěným profilem jsou podloženy pouze podél řezné hrany
díly. Tím je zajištěno, že při zašroubování kohoutku nedojde k zaseknutí. Maticové závitníky jsou podél řezných a kalibračních částí (protože fungují pro průchod) podloženy broušeným profilem.

Závitníky s broušeným profilem jsou podloženy jak podél řezné, tak i kalibrační části, aby nedocházelo k ulpívání kovu na závitu závitníku.

Závity se vyznačují: umístěním tolerančního pole závitníku v závislosti na tolerančním poli řezaného závitu:
Vzhledem k tomu, že závitník poněkud láme závit, je horní hranice jeho profilu umístěna o něco širší než horní hranice závitu matice. Ve spodní části není limit maximální velikosti.
Protože se závitník během provozu podél svého profilu opotřebovává, je za účelem zvýšení jeho životnosti spodní mez tolerančního pole závitníku umístěna o něco výše než spodní mez tolerančního pole matice.
Odchylka úhlu profilu závisí především na správné instalaci nástroje na stroji a jeho přesnosti.
Kvalita kohoutků je dána technickými podmínkami pro jejich výrobu, které upravuje GOST. Tvrdost závitníků z oceli R18, R6, M5, o průměru do 6 mm, v rámci HRC = 61 – 63, o průměru 6 mm. HRC=62 – 65 jednotek, pro uhlíkové oceli o průměru 6 mm: HRC=59 – 61, s průměrem větším než 6 mm: HRC=60 – 62.
Závitníky musí být podél řezných hran ostře naostřeny, bez ucpání. Drsnost povrchu jednotlivých prvků by měla být stupně 6 – 8. Maximální odchylky by neměly překročit . Závitování do slepých otvorů (zejména strojní metodou) je nutné provádět pomocí speciálních rozváděcích sklíčidel.
Určeno pro ruční i strojní řezání vnějších závitů. V závislosti na konstrukčních formách a použití se matrice dělí do 2 skupin:
kulaté jsou: plné, štěrbinové a trubkové
Kulaté se používají pro řezání válcových a kuželových závitů na soustruzích, revolverových strojích a automatech. Poskytují poměrně čisté závity, ale rychle se opotřebovávají. Pevné matrice se mohou při opotřebení změnit na drážkované.
Kvalita závitů řezaných drážkovými závity je nízká, protože průměry nejsou zkreslené.
Kulaté matrice pro řezání kuželových závitů jsou standardizované. Vzhledově se neliší od matric pro válcové závity, ale výška matric závisí na typu řezaného závitu.
Trubkové průvlaky, válcové, jsou trubkou, na kterou je nasazen kroužek. Kroužek, kterým se reguluje závit.

Trubkové matrice se používají pro řezání závitů. Používá se také pro kalibraci závitů.
Kluzné matrice se skládají ze 2 polovin (je módní řezat závity bez předběžného zpracování obrobku)
















