Potrubní systémy mají kromě hladkých úseků také nejrůznější místa s odbočkami, odbočkami, přechody z jednoho průměru do druhého atd. Pro jejich instalaci se používají speciální spojovací díly, které se nazývají potrubní spojovací díly, armatury.
Tvarovky umožňují nejen odbočit, obalit potrubí, vytvořit přechod nebo napojit jakýkoli typ potrubních tvarovek, ale také zajistit těsnost systému.

Potrubní spojovací prvky, tvarovky, se používají na potrubí dopravující jakékoliv pracovní médium. Jsou široce používány v sektoru veřejných služeb k vytváření vodovodních a plynových potrubí a kanalizačních systémů.
Ve výrobní oblasti se potrubní spojovací prvky používají pro potrubní systémy, které přepravují agresivní chemická média, vodu, plyn s různými nečistotami. Armatury jsou také instalovány na potrubí přepravující ropu, zemní plyn a rafinované produkty.

Typy připojení pro prvky potrubí:
- Spojení trvalé – provede se pájením, svařováním, lisováním, betonováním nebo lepením.
- Rozebíratelné spojení – závitové, přírubové, zásuvkové, pomocí spojek atd.
Typ připojení armatury se volí na základě následujících faktorů: materiál, fyzikální a mechanické vlastnosti dopravovaného pracovního média, provozní podmínky a umístění potrubní instalace. V situacích, kdy se předpokládá častá demontáž, zpětná montáž a výměna prvků potrubního systému, by měly být použity rozebíratelné spoje. V opačném případě se při stálém používání všech prvků potrubního systému, jakož i pro zajištění maximální těsnosti systému, doporučuje používat svařované spoje potrubních prvků.

Podle typu spojení potrubních prvků se volí i spojovací díly. Ale kromě typu připojení se armatury liší účelem.
Nejoblíbenější spojovací díly potrubí:
- Ohyby;
- Odpaliště;
- Přechody;
- Příruby;
- Spojky.
Závitníky
Tento typ tvarovek se používá, když je potřeba změnit trajektorii proudění pracovního média potrubím. Ohyb je zakřivený úsek potrubí pod úhlem od 3 do 180 stupňů a používá se pro instalaci jakéhokoli typu potrubních systémů – vodovodní a plynové potrubí, dálnice, topné sítě. Nejoblíbenější jsou ohyby s úhlem natočení 90 stupňů.

Oblouky se vyrábí v následujících konfiguracích:
- Ohnuté ohyby. Úhel natočení výstupu je od 3 do 90 stupňů. Takové spojovací prvky mají malý průměr a jsou vyrobeny ohýbáním trubky za vysoké teploty. Tyto ohyby jsou vyráběny pomocí speciálního zařízení.
- Vyražené ohyby. Takové ohyby se vyrábějí lisováním obrobku a následným svařováním. Úhel natočení těchto tvarovek se pohybuje od 45 do 180 stupňů.
- Bezproblémové ohnuté ohyby. Výrobky tohoto typu jsou vyráběny na protahovacím stroji a mají malý poloměr zakřivení.
- Svařované sekční ohyby. Spojovací prvky tohoto typu se vyrábějí svařením jednotlivých částí potrubí dohromady. Takové ohyby mohou mít významný průměr.

Nejoblíbenější jsou prudce zakřivené ohyby s následujícími úhly natočení:
- 45 stupňů;
- 60 stupňů;
- 90 stupňů;
- 180 stupňů.
V poslední době jsou při instalaci potrubí obzvláště oblíbené ohyby z nerezové oceli. Takové spojovací prvky jsou vyrobeny z oceli obsahující chrom. Výhodou takových vývodů je jejich odolnost vůči korozi a různému agresivnímu prostředí.

T-kusy jsou poměrně oblíbeným typem tvarovek potřebných pro připojení potrubí v bodech odbočení v potrubním systému. Tento typ spojovacích prvků podléhá dynamickému zatížení, proto jsou na ně kladeny zvláštní požadavky na pevnost.
Trička se dělí na několik typů. V závislosti na poměru velikosti krku k velikosti těla odpaliště se rozlišují na následující typy:
- Přechodová trička. Tyto spojovací prvky potrubí mají různé průměry průchozích otvorů hrdla a těla. Takové T-kusy se používají v úsecích hlavního potrubí, kde se odbočné potrubí liší průměrem od centrálního potrubí.
- Stejná trička. Taková odpaliště mají stejný (stejný) průměr průchozích otvorů krku a těla.
Podle způsobu výroby lze odpaliště rozdělit do následujících skupin:
- obsazení;
- vyrobené řezáním plynem s následným svařováním.
- raženo s následným mechanickým opracováním.
- vyraženo svařováním.
Podle způsobu připojení jsou T-kusy svařeny a příruby.
Přechody
Spojovací prvky potrubí, jejichž úkolem je plynule měnit průměr potrubí, kterým je dopravována pracovní kapalina, se nazývají přechody.
Hlavními parametry přechodů jsou vstupní a výstupní průměry a délka přechodu.
Podle typu výroby se přechody dělí na několik typů.
Excentrické přechody
U excentrických přechodů nejsou vstupní a výstupní otvory umístěny na jedné ose, ale jsou mírně posunuty do strany. Takové spojovací výrobky se používají, když podpěry potrubí nejsou ve stejné výšce.

Soustředné přechody
Soustředné přechody jsou spojovací prvky, ve kterých jsou průchozí otvory na stejné ose.

Způsoby provádění přechodů jsou následující:
- kování nebo ražení polotovarů s následným obráběním.
- válcování plechů s následným svařováním.
- lisování z plechu se svařováním.
- lisování polotovarů trubek.
Existují dva typy způsobů instalace potrubí: svařování a použití přírub.
Přírubové spojení se používá pro potrubí s vysokým tlakem a pro systémy s nízkým tlakem, jako jsou vodovodní potrubí a jiné přechody, se instalují svařováním.
příruby
Velmi oblíbeným typem tvarovek jsou příruby. Používají se v potrubních systémech k vytvoření rozebíratelných spojů. Příruby se vyrábí ve tvaru disku nebo čtvercového rámu. Po instalaci příruby utáhněte armatury nebo trubky stejného průměru pomocí šroubů nebo svorníků.
Příruby se obvykle instalují v místech, kde je potrubí připojeno k armaturám, zařízením s protilehlými přírubami nebo v úsecích potrubí, které se musí během provozu vyměnit.

Příruby jsou vyráběny v souladu s GOST a OST. Mají standardní velikosti a jmenovitý průměr (DN) podobný potrubí. Pro zvýšení těsnosti spojení mezi armaturou a potrubím se při instalaci přírub používá těsnění z paronitu nebo pryže. Vlastnosti a materiál takového těsnění se volí v závislosti na vlastnostech dopravovaného pracovního média.
Podle způsobu připojení mohou být příruby závitové nebo svařované.
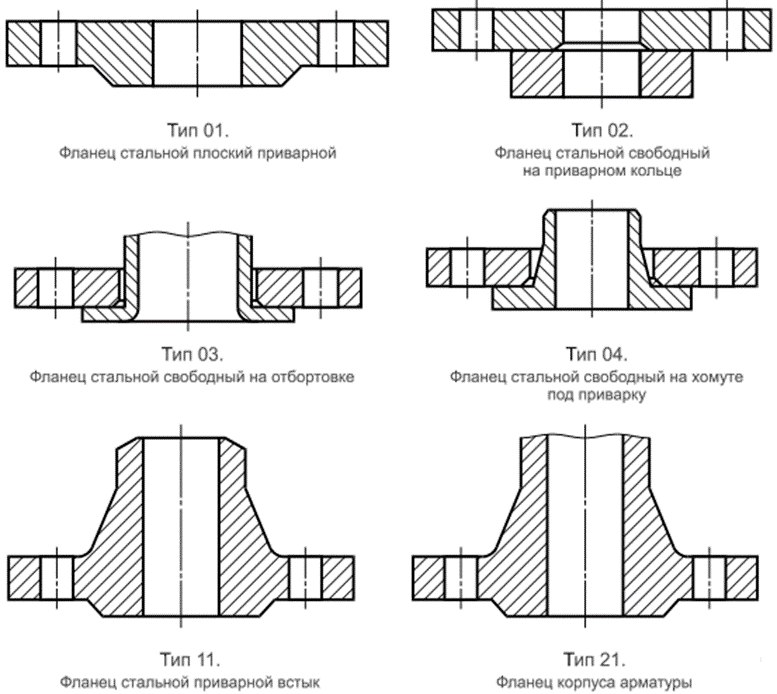
Podle GOST 12815 se svařované příruby dělí na:
- Plochě svařeno. Svařované dvěma švy;
- Svařované na tupo;
- Uvolněte navařený kroužek.
Tyto výrobky jsou vyráběny kováním, lisováním, odléváním, řezáním z masivního kovu s následným kovovým zpracováním. Výrobní materiály – různé oceli: uhlíková (ocel 20, 25), slitina (09G2S, 10G2), nerezová (12Х18Н10Т, 15ХМ), atd. Materiál, ze kterého je armatura vyrobena, se volí s ohledem na provozní podmínky a parametry pracovního prostředí.
V souladu s GOST 12815-80, v závislosti na typu těsnicích rovin, jsou příruby rozděleny do 8 typů:
- S římsou;
- Se spojovací lištou;
- S depresí;
- S drážkou;
- S trnem
- Pro oválné těsnění;
- Čep a drážka pro fluoroplastová těsnění;
- Pod těsněním objektivu.

Příruby mají vysokou pevnost, chemickou odolnost, tepelnou odolnost a dobrou elasticitu. Používají se na potrubí všech typů, včetně potrubních systémů a potrubí se zvýšeným tlakem dopravované pracovní kapaliny.
Spojky
Spojka je druh spojovacích prvků, jejichž vnitřní průměr se rovná vnějšímu průměru spojovaných trubek. Spojky se používají pro instalaci skládacích i monolitických potrubí. Při instalaci rozebíratelných potrubí se používají závitové spojky, při instalaci monolitických potrubí lepicí spojky nebo spojky pro svarové spoje.

Spojky jsou namontovány na horní straně potrubí a utáhněte je, čímž je zajištěno těsné spojení. Materiál spojky musí být zcela shodný s materiálem spojovaných trubek.
Dalším typem spojek jsou spojky hrdlové. Jejich oblastí použití je instalace do netlakových potrubí (například do kanalizace). Pro zajištění těsnosti takových spojů se používají pryžová těsnění.

Celkově je spojka alternativou k přírubovému spojení. Závitová spojka v ocelovém potrubí, stejně jako příruby, umožňuje demontáž a výměnu jednotlivých dílů a částí potrubí.
Při výběru spojovacích dílů je nutné dbát na tepelnou roztažnost materiálu, ze kterého jsou trubky a tvarovky vyrobeny. Materiál potrubí a spojovacích dílů musí být stejný. Tato podmínka je nezbytná pro zajištění těsnosti a spolehlivosti potrubního systému.
Je také velmi důležité, aby všechny spojovací díly byly vyrobeny v souladu s požadavky GOST. Díly vyrobené v souladu s GOST zcela odpovídají svými rozměry reakčním trubkám a mají také všechny potřebné fyzikální a chemické vlastnosti. Při nákupu spojovacích dílů se musíte ujistit, že jsou k dispozici všechny certifikáty shody pro tyto produkty.

Svařování ocelových trubek, i přes zdánlivou jednoduchost procesu, vyžaduje vysoce kvalifikované odborníky a rozsáhlé znalosti v této oblasti. V článku mistr instalatér vám řekne, jak svařit dvě kovové trubky různých průměrů.
Hlavní fáze práce

Existují situace, kdy je nutné připojit dvě vodovodní potrubí kovové trubky různé průměry, ale není po ruce žádná spojovací armatura. V tomto případě to jedině pomůže Сварка. Ale předtím je třeba zmenšit průměr velké trubky.
Nejprve nainstalujeme velkou trubku svisle (na stůl nebo list papíru) a obkreslíme vnější průměr.

Poté do středu výsledného kruhu nainstalujeme trubku menšího průměru a také ji zakroužíme venku.

Uvnitř malého kruhu nakreslíme čtyři čáry: příčně a diagonálně.

Poté je pro usnadnění nutné očíslovat každý bod na kruhu.

Potom střídavě nanášíme pravítko na body 1 a 6, 1 a 4, 2 a 7, 2 a 5, 3 a 8, 3 a 6, 4 a 7, 5 a 8 a kreslíme rovné čáry z bodů spojených pravítko za vnějším kruhem.

Vystíníme oblasti omezené přímými úsečkami vycházejícími z každého čísla a obloukem vnějšího kruhu uzavřeného mezi nimi.

Na vnější kružnici nainstalujeme trubku s velkým průměrem a na její tvořící přímce označíme začátek a konec každé stínované oblasti na obrázku. Tyto oblouky označíme na potrubí křížky.

V určité vzdálenosti od konce s aplikovanými značkami nakreslete kruh na povrch trubky rovnoběžně s koncem.

Pomocí čtverce přeneseme průměty bodů středů úseků označených křížky na konci trubky do výše nakreslené kružnice.

Spojíme body konců úseků na konci trubky s odpovídajícím bodem na kružnici.

V důsledku toho získáme na povrchu trubky 8 trojúhelníků, které jsme vyřízli bruskou.

Na vnější straně trubky děláme mělké zářezy v bodech po obvodu, kde jsou umístěny vrcholy výřezů, abychom usnadnili ohýbání „okvětních lístků“ na konci trubky dovnitř.

Trubku upneme do čelistí svěráku a klepáním na „okvětní lístky“ zvenčí jeden po druhém kladivem je nakloníme ke středu.

Provádíme finální ohýbání „okvětních lístků“ kleště.

Konec trubky menšího průměru přiložíme k osmiúhelníku tvořenému „okvětními lístky“ a dbáme na to, aby přesně lícovaly.
















