Správná volba svařovacích elektrod je klíčem k úspěšnému svařování. Abychom usnadnili proces výběru a lépe pochopili, jaké svařovací elektrody zvolit, připravili jsme tento článek. V článku zvážíme hlavní kritéria pro výběr elektrod, jejich typy a typy. Jak tloušťka svařovaného kovu ovlivňuje výběr průměru elektrody a jak průměr ovlivňuje sílu svařovacího proudu. Pojďme se seznámit s oblíbenými značkami a dát pár užitečných tipů. Užijte si čtení.
Další užitečné věci:
Kritéria pro výběr elektrod
Znalost základních kritérií výběru vám pomůže vybrat vhodné elektrody. Níže uvedené faktory ovlivňují výběr konkrétní značky v různé míře, ale dohromady tvoří ucelený obrázek. Výběr svařovacích materiálů je tedy ovlivněn:
- svařovaný kov – jeho druh, druh, tloušťka a z toho vyplývající požadavky na vlastnosti svarového spoje.
- podmínky, ve kterých budou práce prováděny a další provoz staveb a staveb bude probíhat.
- Zkušenosti a dovednosti svářeče ovlivní použitelnost určitých tříd.
- kvalita elektrod schopných zajistit potřebné vlastnosti svarového kovu.
Zastavme se u některých faktorů a zvažte je podrobněji.
Dnes existuje velké množství kovů a slitin, které se liší svými vlastnostmi a oblastmi použití. Proto je důležité vybrat elektrody, které zajistí výrobu svarového kovu podobných charakteristikami, mechanickými vlastnostmi a chemickým složením základnímu kovu. Toho je dosaženo použitím speciálního drátu (jádra) a povlakové kompozice.
Mezi hlavní vlastnosti kovů patří: pevnost, tvrdost, pružnost, tažnost a houževnatost. U ocelí používaných v některých průmyslových odvětvích je důležitá také tepelná odolnost, odolnost proti opotřebení a únava. Na obalech výrobků je zpravidla stručný popis toho, pro jaké oceli je tato nebo ta značka určena.
Elektrody se rozlišují podle zamýšleného účelu: pro ruční obloukové svařování uhlíkových a nízkolegovaných ocelí, legovaných žáruvzdorných ocelí, vysoce legovaných ocelí se speciálními vlastnostmi, litiny, mědi a slitin na jejím základě; pro ruční navařování povrchových vrstev se speciálními vlastnostmi elektrickým obloukem; pro řezání elektrickým obloukem.
Volbu ovlivňují i podmínky svařování a provoz spojované konstrukce. Pro svařování v severních podmínkách existují určité požadavky na výrobky. Například elektrody GOODEL-52U jsou schopny pracovat při teplotách až -50 stupňů Celsia.
Tloušťka svařovaného kovu ovlivňuje výběr průměru produktu. Pro spojení dílů o malé tloušťce se používají malé průměry elektrod. To vám umožní vyhnout se spálení a poškození součásti. V souladu s tím, jak se tloušťka obrobku zvětšuje, průměr elektrody se také zvětšuje. A to zase vede ke zvýšení síly svařovacího proudu, aby byla zajištěna větší hloubka průvaru. Dnes se vyrábí elektrody různých průměrů, převážně od 2 do 6 mm. O tom, jak zvolit průměr elektrody a sílu svařovacího proudu v závislosti na tloušťce kovu níže, budeme hovořit podrobněji.
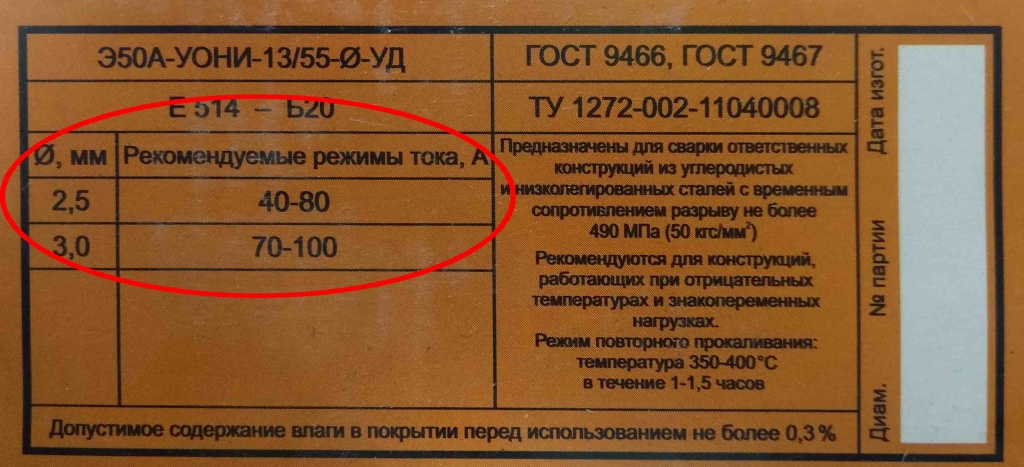
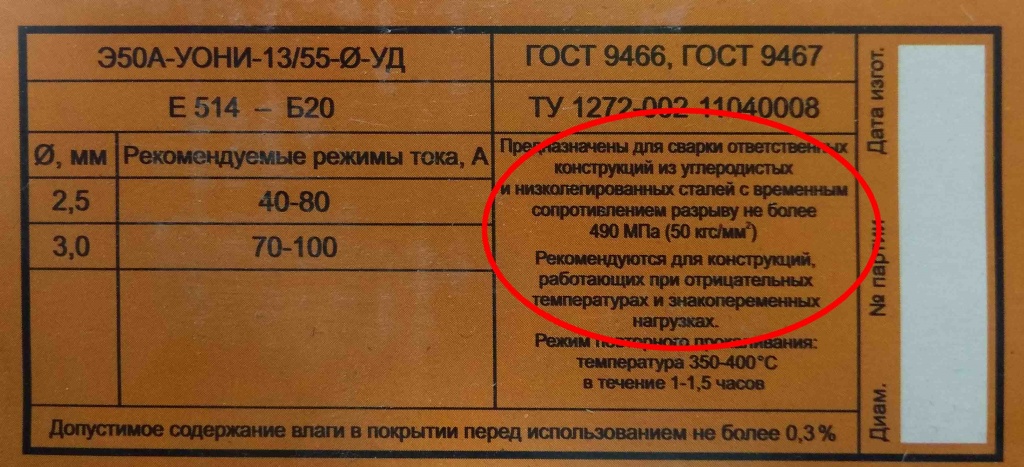
Tip: Pokud nevíte nebo jste zapomněli, jak zvolit svařovací proud, můžete se podívat na doporučení výrobce na obalu s materiály. Zpravidla jsou zde uvedeny přijatelné režimy svařování.
Zkušenosti a dovednosti svářeče ovlivňují i výběr značky. Existuje řada různých klasifikací jiných než hodností. Například certifikace NAKS pro přístup k určitým typům svářečských prací. Čím zkušenější svářeč, tím je pro něj snazší svařovat různými typy elektrod. Začátečníkům se doporučuje začít se spotřebním materiálem rutilového typu a po jejich zvládnutí začít cvičit s výrobky základního typu. To je způsobeno tím, že bazické elektrody vyžadují určité dovednosti a zručnost, ale jakmile je zvládnete, podávají vynikající výsledky. Vysoká kvalita svaru a odolnost proti tvorbě krystalizačních trhlin, takové elektrody mají také nízký obsah vodíku.

Kvalita svařovacích materiálů přímo ovlivňuje vlastnosti svarového spoje a samotný proces svařování. Je nutné vybírat elektrody od spolehlivých výrobců, kteří zaručují kvalitu svých výrobků. Pozor byste si měli dát i na padělky některých oblíbených značek. Zpravidla můžete rozlišit originál od padělku pečlivým prozkoumáním balení. Skutečný obal bude vždy kvalitnější: hustší, vzduchotěsnější, bez zjevného porušení celistvosti a stop po „křivém“ lepení. Můžete také zkontrolovat samotnou elektrodu. Pokud povlak nemá jednotnou barvu nebo má nerovnoměrné nanášení se spoustou třísek, měli byste o tom přemýšlet před nákupem takového balení. V každém případě byste si před nákupem měli přečíst několik článků na toto téma.
Druhy a typy elektrod pro svařování
Existují různé typy svařovacích elektrod: neodtavné, nepotažené svařovací elektrody a potažené svařovací elektrody. Pro ruční obloukové svařování se používají obalené tavné elektrody. Oni zase podle GOST 9466-75 mají několik typů povlaků. Podívejme se na nejčastější z nich.
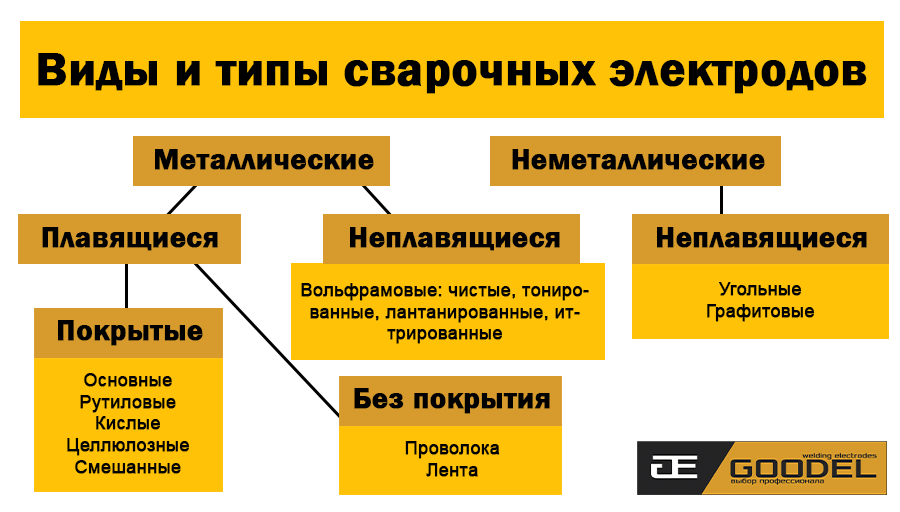
Bazické obalené elektrody
Jeden z nejoblíbenějších typů. V označení jsou označeny písmenem „B“. Mají dobré svařovací a technologické vlastnosti. Poskytují vysokou pevnost a houževnatost svarového kovu. Obsahují malé množství vodíku a zajišťují odolnost proti střídavému zatížení a nízkým teplotám. Používá se pro svařování zvláště kritických konstrukcí, včetně ropovodů a plynovodů v severních podmínkách. Široce se používá při stavbě mostů a lodí. Mezi nevýhody: při svařování vzniká poměrně velké množství strusky a při práci s dlouhým obloukem se mohou ve švu tvořit póry. Povrch svařovaných prvků musí být odmaštěn a očištěn. Výrobky s tímto typem povlaku pracují na stejnosměrný proud s obrácenou polaritou. Nejběžnější značkou je UONI-13/55.
Rutilové elektrody
Druhé nejoblíbenější jsou výrobky s rutilovým povlakem. Jsou označeny písmenem „P“. Hlavními výhodami jsou jednoduché zapalování, stabilní hoření oblouku, minimální rozstřikování a snadná separace strusky. Obalené elektrody tohoto typu poskytují možnost svařovat v jakékoli prostorové poloze, stejně jako na znečištěných a oxidovaných površích. Navíc mohou pracovat na stejnosměrný i střídavý proud. Tyto přídavné materiály jsou vhodné pro svařování uhlíkových a nízkolegovaných ocelí. Nejběžnější značky jsou: OK-46, MR-3, OZS-12, ANO-21. Je třeba vzít v úvahu, že před zahájením svařování musí být elektrody kalcinovány.
Kromě toho existují elektrody s kyselým povlakem (A), celulózovým povlakem (C) a také různé smíšené typy. Například rutilová celulóza (RC) nebo rutilová kyselina (AR) a další. Tyto typy jsou však méně časté.
Jaké elektrody zvolit pro svařování kovových konstrukcí
Výběr typu výrobku je také ovlivněn typem svařovaného kovu a plánovanou prací. Níže je uvedena tabulka doporučených značek elektrod vyráběných závodem na svařovací materiály GOODEL v závislosti na účelu kovu, který se má svařovat nebo povrchově upravovat.
Uhlíkové a nízkolegované oceli
OZS-4, MR-3, ANO-4, GOODEL-OK46, OZS-6, OZS-12, OZS-21, MR-3S, ANO-21, ANO-6, ANO-25, UONI-13/45, UONI-13/55U, UONI-13/65, UONI-13/85, TsU-5, VP-6
Konstrukce pracující při teplotách pod nulou a střídavém zatížení
Vysoce legované nerezové oceli
OZL-7, OZL-8, TsL-9, TsL-11, NZh-13, OZL-17U, EA-400/10, EA-395/9, NIAT-1, NIAT-5
Žáruvzdorné a žáruvzdorné vysoce legované oceli
OZL-6, TsT-15, TsT-28, OZL-25B, ANZHR-1, ANZHR-2
Svařování různorodých ocelí (nízkolegované s chromniklovými austenitickými oceli)
Svařování a navařování šedé a tvárné litiny a svařování vad litiny
SHEZ-Ch1, OZCh-1, OZCh-2, OZCh-6
Studené svařování konstrukcí z tvárné litiny s nodulárním grafitem a šedé litiny s vločkovým grafitem
Svařování, navařování a svařování vad litinových dílů z šedé, temperované a vysokopevnostní litiny
Svařování mědi a bronzu
Komsomolets-100, ANC/OZN-3; OZB-2M (pro bronz)
OZSh-1, OZSh-3, VSN-10, OZN-300M, OZN-400M, OZN-6, OMG-N, EN-60M, OZN-7, OZN-7M, NR-70, TsN-6L, TsN- 12M, SHEZ-N13, 13KN/LIVT, T-590, T-620, TsNIIN-4, UONI-13/NZH 20H13
Nanášení povrchů kovacích zařízení a částí hutních zařízení
Navařování lisovacích forem za studena a za tepla pracujících s ohřevem kontaktních ploch až na 650 °C
Legované žáruvzdorné oceli
TML-1U, TML-3U, TsL-39
Volba průměru elektrody v závislosti na tloušťce svařovaného kovu
Průměr lze zpravidla zvolit na základě tloušťky kovu výrobku. Jak bylo uvedeno výše, čím větší je tloušťka kovu, tím větší by měl být průměr elektrody. Stojí za zmínku, že výběr průměru je ovlivněn nejen tloušťkou kovu, ale také jeho vlastnostmi. Základní doporučení pro volbu průměru elektrody.
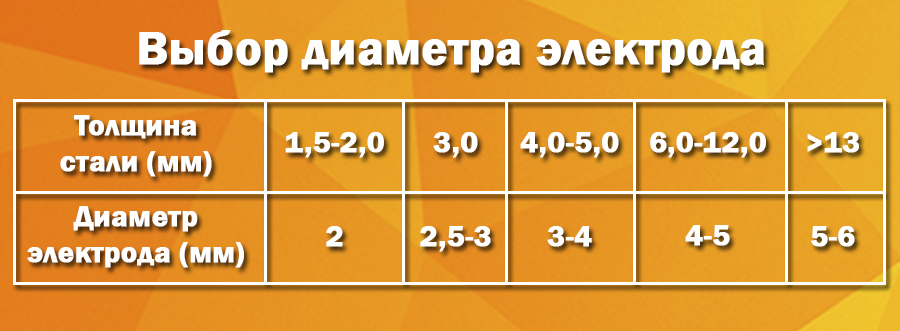
- Pro díly o tloušťce 1,5 až 2 mm je vhodná elektroda Ø 2 mm.
- Pro připojení obrobků o tloušťce 3 mm jsou vhodné elektrody Ø 2,5 nebo 3 mm.
- Pokud je tloušťka svařovaných dílů od 4 do 5 mm, měly by být použity výrobky o průměru 3 nebo 4 mm.
- Pro konstrukce o tloušťce 6 až 12 mm je nejlepší zvolit elektrody Ø 4 nebo 5 mm.
- Pokud tloušťka svařovaných prvků přesahuje 13 mm, měly by být použity výrobky o průměru 5 nebo 6 mm.
Pokud je tloušťka obrobku menší než 1,5 mm, ruční svařování se zpravidla nepoužívá.
Polarita a síla svařovacího proudu
Svařování lze provádět střídavým nebo stejnosměrným proudem. Například rutilové elektrody mohou pracovat jak na stejnosměrný, tak na střídavý proud, zatímco spotřební materiál se základním povlakem může fungovat pouze na stejnosměrný proud s obrácenou polaritou.
Při práci se stejnosměrným proudem existují dvě možnosti připojení:
- Při práci na stejnosměrný proud s přímou polaritou se svařovaný obrobek připojí ke svorce „+“ a elektroda ke svorce „–“.
- Při použití stejnosměrného proudu s obrácenou polaritou je obrobek připojen ke svorce „–“ a držák elektrody ke svorce „+“.
Je třeba vzít v úvahu, že na kontaktu „+“ vzniká více tepla. To znamená, že masivní díly je lepší svařovat přímou polaritou a tenké plechy a vysoce legované oceli obrácenou polaritou. Použití stejnosměrného proudu s obrácenou polaritou zabrání propálení tenkých dílů a přehřátí vysokolegovaných ocelí.
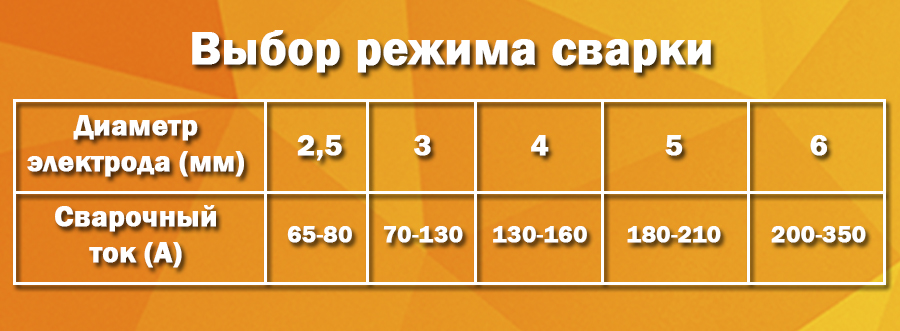
Správně zvolená intenzita proudu značně usnadňuje proces svařování a umožňuje vyhnout se závadám během provozu. Existuje nevyslovené pravidlo, že na milimetr průměru elektrody se přidá 20-30 A proudu. Volbu proudové síly ovlivňuje také prostorová poloha svaru, počet vrstev svaru a tloušťka kovu. Výrobci zpravidla uvádějí rozsah doporučených hodnot svařovacího proudu na obalech s elektrodami. Přibližné aktuální nastavení:
Neexistuje jediné správné nastavení. Svářeč nastavuje proud zpravidla na základě vlastních zkušeností a pocitů a také použitého vybavení. Hlavní je, že při procesu svařování je zajištěna dostatečná hloubka průvaru a volná kontrola svarové lázně.
Proč kalcinovat elektrody?
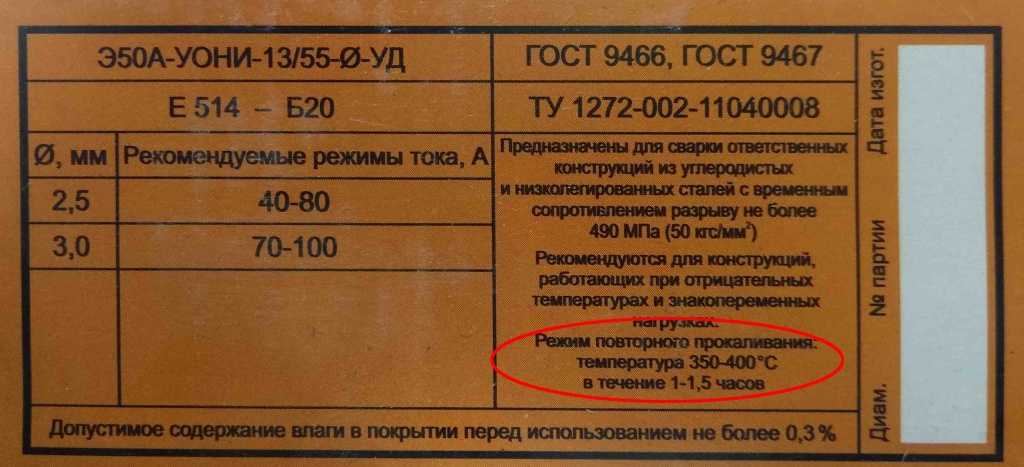
Kalcinace zajišťuje odstranění přebytečné vlhkosti z povlaku. To vám umožní vyhnout se závadám při připojování dílů a přilepování elektrody k produktu. U materiálů základního typu je kalcinace povinná. Doporučená teplota kalcinace je uvedena na obalu. Pro kalcinaci se zpravidla používá speciální zařízení.
Elektrody pro svařování trubek
Důležitými faktory ovlivňujícími výběr elektrod pro instalaci potrubí jsou způsob jejich připojení (prostorová poloha svařování) a tloušťka stěny (ovlivňuje volbu průměru). Pro svařování ropovodů a plynovodů a vysokotlakých nádrží se používají elektrody se základním povlakem značek: GOODEL-52U, UONI 13/55, TsU-5, TML-1U.
Pro svařování vodovodního a topného potrubí doma jsou vhodné rutilové elektrody GOODEL-OK46, MP-3 a ANO-4.
Pro začínajícího svářeče
Nejvhodnějším přídavným materiálem pro začátečníky při svařování invertorem jsou rutilem obalené elektrody MP-3 a ANO-21. Pro svařování nerezové oceli lze použít výrobky značek OZL-8 a TsL-11. Spotřební materiál UONI-13/55 se základním nátěrem je obtížnější zvládnout, ale je schopen poskytnout vysoce kvalitní a odolné švy.
Nejčastěji se začínajícím svářečům doporučuje používat elektrody MP-3. Zajišťují, že i s malými zkušenostmi je dosaženo kvalitního švu. Toho je dosaženo díky snadnému zapálení oblouku a poměrně jednoduchému ovládání svarové lázně, jakož i její dobré ochraně před kyslíkem. Možnost svařování na znečištěné a zoxidované povrchy. Další výhodou je možnost svařovat v libovolné prostorové poloze, kromě vertikální shora dolů. Mohou vařit jak na stejnosměrný proud při připojení ke střídačům nebo usměrňovačům, tak na střídavý proud pomocí transformátorů.
Typy svařovacích strojů
Svařovací stroje jsou rozděleny do 2 skupin: domácí a profesionální. Domácí spotřebiče jsou určeny pro provoz z běžné sítě 220 V s frekvencí 50 Hz. Síla proudu obvykle nepřesahuje 200 A a doba nepřetržitého provozu je krátká. Takové svářeče umožňují provádět potřebné svářečské práce v domácnosti. Profesionální zařízení se vyznačují vyšší proudovou silou (mohou vyrobit proud více než 200 A) a provozní dobou. Mohou být napájeny ze sítě 380 V. Taková zařízení se používají při svařování ropovodů, na stavbách a v dalších průmyslových odvětvích. Hlavní funkcí všech svařovacích strojů je poskytovat střídavý nebo stejnosměrný proud.
Existuje několik typů svařovacích strojů: transformátory, usměrňovače a invertory.
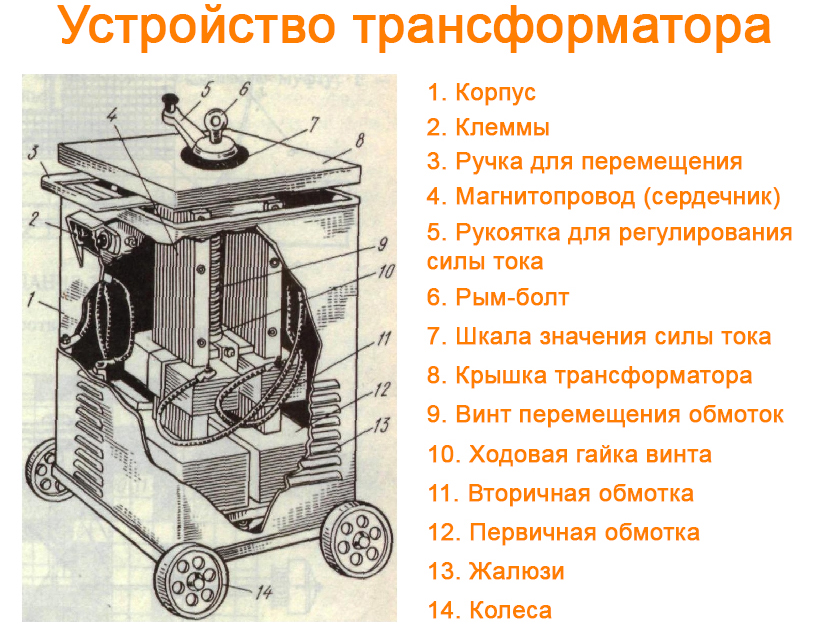
Transformátory převádějí střídavý proud vysokého napětí na střídavý proud nižšího napětí. Nevýhodou transformátorů je nemožnost získat stabilní oblouk a také jejich velké rozměry a hmotnost. Jsou citlivé na proudové rázy a pro úspěšný provoz jsou zapotřebí zkušenosti. Zpravidla se používají pro hrubé svařování levných ocelí.
Usměrňovače převádějí střídavý proud na stejnosměrný proud. Umožňují získat stabilní oblouk a zajistit vysoce kvalitní šev. Mohou vařit nerezovou ocel a hliník, stejně jako nízkolegované oceli.
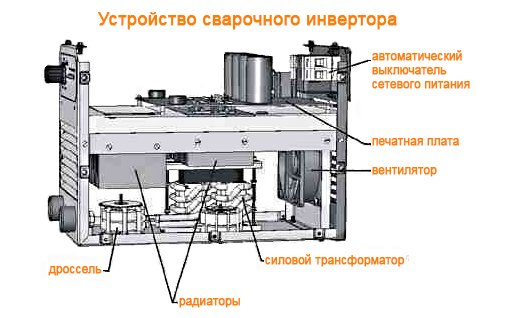
Invertory jsou dnes nejoblíbenějším svařovacím strojem. Má poměrně vysoký výkon s malými rozměry a hmotností. Jsou funkční a snadno se používají. Zajišťují stabilní hoření oblouku a neklesají při přepětí v síti. Mohou svařovat tenkostěnné kovy. Pro invertor jsou vhodné všechny typy elektrod. Které elektrody pro svařování s invertorem je nejlepší vybrat, přečtěte si článek na odkazu.
Kontrola kvality před nákupem
Před nákupem musíte zkontrolovat kvalitu elektrod:
- Datum spotřeby uvedené na obalu nesmí být prošlé.
- Obal musí být neporušený, bez známek otevření nebo deformace.
- Nátěr by měl být nanášen rovnoměrně a neměl by se drolit.
Závěr
V tomto článku jsme se podívali na to, jak vybrat elektrody pro svařování. Jaké typy a typy krytí existují? Naučili jsme se, jak vybrat průměr a sílu svařovacího proudu. Seznámili jsme se s typy svařovacích strojů.
Máte-li jakékoli dotazy, naši manažeři jsou vždy připraveni poradit a pomoci s výběrem. Napište nám na sales@goodel.ru nebo zavolejte na číslo 8-800-1000-546, +7(35253) 3-00-63.
Při výběru svařovacích elektrod je třeba vzít v úvahu, že jejich vlastnosti a rozsah použití do značné míry závisí na typu povlaku, což je směs práškových materiálů nanášených na kovový drát. Hlavními úkoly povlakování elektrod je zajistit stabilitu oblouku, chránit svarovou lázeň a zajistit stanovené mechanické vlastnosti svaru.
Povlaky elektrod zahrnují kovy, organické materiály, minerály a pojiva. Při výběru elektrod věnují zkušení svářeči zvláštní pozornost typu povlaku, protože na tom budou záviset vlastnosti jeho aplikace. Tloušťka povlaku se zpravidla pohybuje od 1 do 3 mm, což odpovídá 15-30% jeho hmotnosti.
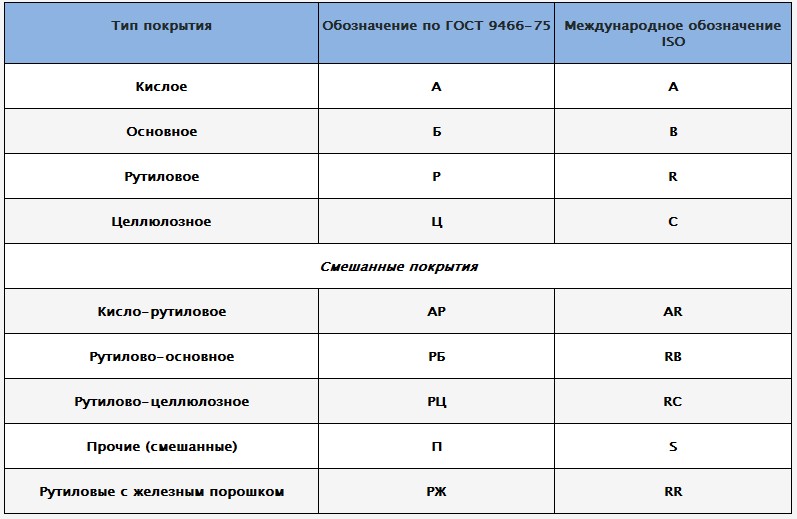
Druhy povlakování elektrod podle GOST 9466-75 se dělí na kyselý, celulóza, rutil и klíč. Existují také elektrody se smíšeným povlakem, např. rutil-celulóza nebo rutilová kyselina a elektrody s jinými typy povlaků, které nepatří k výše uvedeným a jsou označeny písmenem „P“. A pokud povlak obsahuje železný prášek v množství větším než 20 %, přidá se k označení typu povlaku elektrody písmeno „F“. Podle evropské normy EN 499 elektrody jsou také rozděleny do čtyř typů: C – celulóza, A – kyselina, R – rutil, B – zásaditá.
V našem článku se podíváme na elektrody se čtyřmi hlavními typy povlaků, na vlastnosti jejich aplikace a také na výhody a nevýhody různých typů povlaků. Přečtěte si o tom, jak vybrat elektrody pro svařování zde.
Obsah
- Elektrody potažené kyselinou (A)
- Výhody elektrod potažených kyselinou
- Nevýhody elektrod obalených kyselinou
- Aplikace
- Elektrody potažené celulózou (C)
- Výhody elektrod potažených celulózou
- Nevýhody celulózou potažených elektrod
- Aplikace
- Rutilové potažené elektrody (P)
- Výhody rutilem obalených elektrod
- Nevýhody rutilem obalených elektrod
- Aplikace
- Populární značky rutilem potažených elektrod
- Elektrody se základním povlakem (B)
- Výhody elektrod se základním povlakem
- Nevýhody elektrod s bazickým povlakem
- Aplikace
- Oblíbené značky elektrod se základním povlakem
Další užitečné věci:
Elektrody potažené kyselinou (symbol A)
Složení elektrod potažených kyselinou zahrnuje: oxidy železa, manganu a křemíku. Stojí za zmínku, že toxické oxidy manganu mohou být škodlivé pro lidské zdraví. Proto elektrody potažené kyselinou ztrácejí na oblibě a používají se stále méně. Místo toho se používají smíšené – rutil-kyselina.
Podle mechanických vlastností svarového kovu patří elektrody s tímto typem povlaku do následujících typů: E38 a E42 podle GOST 9467-75 s pevností v tahu až 412 MPa. Jsou necitlivé na okuje a rez na svařovaném kovu a umožňují také práci s prodlouženým obloukem. Svařování s nimi lze provádět na stejnosměrný i střídavý proud.
Při práci s elektrodami s tímto typem povlaku se vlivem uvolňování velkého množství kyslíku při svařování zvyšuje teplota oblouku a klesá povrchové napětí roztaveného kovu, což jej činí velmi tekutým. To umožňuje zvýšit rychlost svařování, ale nese to riziko podříznutí (jedna z vad svarového spoje). V tomto případě má svarový kov zvýšený sklon k tvorbě horkých trhlin.
Výhody elektrod potažených kyselinou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Při svařování rezavého nebo okujeného kovu se netvoří žádné póry
- Odolnost proti vlhkosti a mechanickému namáhání
- Poskytuje rovnoměrný svarový šev
- Dobré odstranění slupky strusky
Nevýhody elektrod obalených kyselinou
- Riziko podříznutí
- Uvolňování nebezpečných toxinů
- Nebezpečí praskání za horka při svařování
Aplikace
Tento typ elektrody se používá pro svařování nekritických nízkolegovaných ocelových konstrukcí ve stavebnictví a strojírenství.
Elektrody s celulózovým povlakem (symbol C)
Až 50 % složení elektrod s celulózovým povlakem tvoří organické složky, obvykle celulóza. Může také obsahovat organické pryskyřice, feroslitiny, mastek a další látky.
Svarový kov získaný pomocí celulózových elektrod odpovídá chemickým složením polotiché nebo klidné oceli. Zároveň obsahuje zvýšené množství vodíku. Podle mechanických vlastností svarového kovu odpovídají elektrody s tímto povlakem následujícím typům: E42, E46 a E50 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa a 490 MPa resp.
Jejich hlavním rysem je schopnost provádět vertikální švy shora dolů. Toho je dosaženo díky tvorbě malého množství strusky, která nestéká dolů, a také velkého množství ochranných plynů. Při jednostranném svařování hmotností se elektrody s celulózovým povlakem vyznačují vytvořením stejnoměrné housenky zadního švu.
Je třeba poznamenat, že tyto elektrody mají zvýšené množství rozstřiku a sníženou tažnost svarového kovu v důsledku velkého množství vodíku generovaného při spalování organických složek.
Výhody elektrod potažených celulózou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Snadná separace strusky
- Možnost svařování ve všech prostorových polohách
- Vynikající ochrana svarové lázně
- Žádné uvolňování nebezpečných toxinů
- Vyčistěte kořenový šev
Nevýhody celulózou potažených elektrod
- Silné cákance kovu
- Šupinatá povrchová sutura
- Vysoký obsah vodíku v ochranném plynu
- Tendence k malým podříznutím podél okrajů (praskliny)
- Před zahájením práce je nutné elektrody kalcinovat.
Aplikace
Celulózové elektrody se používají při svařování nízkolegovaných ocelí. Efektivní při svařování kořenového švu hlavního potrubí.
Elektrody s rutilovým povlakem (označení P)
Rutilový typ povlaku elektrody se skládá převážně z přírodního koncentrátu rutilu (oxid titaničitý TiO2), oxidu křemičitého (žula, živec, slída), uhličitanů vápenatých a hořečnatých, feromanganu.
Svarový kov vyrobený s rutilovými elektrodami odpovídá měkké nebo poloměkké oceli. Většina značek elektrod s rutilovým povlakem podle mechanických vlastností svarového kovu patří k typům E42 a E46 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa respektive. Rutilové elektrody mají zároveň vyšší odolnost svarového kovu proti praskání než elektrody s kyselým povlakem.
Kromě čistých rutilových povlaků jsou rozšířeny i smíšené: typy rutil-celulóza (RC), rutil-báze (RB), kyselina-rutilová (AR)., které mají i dobré technologické vlastnosti.
Elektrody s tímto typem povlaku se vyznačují tichým tavením s malým množstvím rozstřiku a také zajišťují přechod kovové tyče do svarové lázně v malých nebo středních kapkách. Mají snadné opětovné zapálení oblouku díky přítomnosti TiO2, často bez kontaktu elektrodové tyče se základním kovem. Díky této vlastnosti je docela vhodné pracovat s krátkými švy, když je nutné časté přerušování oblouku. Šev má jemný vzor a struska se snadno odděluje od svarového kovu. Další výhodou rutilového typu povlaku je jeho nízká citlivost při práci s mokrým a rezavým kovem a na zoxidovaném povrchu.
Je třeba poznamenat, že rutilové povlaky jsou méně škodlivé pro zdraví svářeče než jiné.

Výhody rutilem obalených elektrod
- Snadné opětovné zapálení
- Stabilní hoření oblouku
- Není třeba připravovat povrch pro práci
- Vysoká pevnost švu. Nevytváří horké a studené trhliny v kovu
- Poskytuje jemný vločkový šev
- Snadná separace strusky
- Lze použít se střídavým i stejnosměrným proudem
Nevýhody rutilem obalených elektrod
- Před zahájením práce je nutné elektrody kalcinovat.
- Je nutné kontrolovat sílu proudu, protože při jejím zvyšování se charakteristiky elektrod zhoršují
Aplikace
Rutilové elektrody jsou velmi oblíbené, protože jejich rozsah použití je poměrně široký. Používají se například při svařování nízkouhlíkových konstrukcí a výrobků, montáži potrubních konstrukcí a svařování a opravách opotřebovaných dílů.
Populární značky elektrod s rutilovým povlakem
- – rutil-celulóza, typ E46
- ANO-21 – rutil-celulóza, typ E46
- OZS-4 – rutil, typ E46
- OZS-12 – rutil, typ E46
- MP-3 – rutil nebo rutil-celulóza, typ E46
Elektrody se základním povlakem (symbol B)
Mezi elektrody s hlavním typem povlaku patří uhličitany hořečnaté a vápenaté (dolomit, mramor, magnezit) a kazivec (CaF2). Ten snižuje efektivitu práce při použití střídavého proudu, takže svařování s takovými elektrodami lze provádět pouze stejnosměrným proudem. Smíšené typy obsahující méně CaF2 umožňují práci na střídavý proud.
Kov nanesený elektrodami se základním povlakem odpovídá chemickým složením měkké oceli. Na základě mechanických vlastností svarového kovu patří elektrody se základním povlakem do následujících typů: E42A, E46A, E50A, E55 a E60 podle GOST 9467-75. Nejběžnější a nejoblíbenější typ E50A má dočasnou pevnost v tahu až 490 MPa. Index “A” udává, že svarový kov má zvýšené plastové vlastnosti.
Elektrody s tímto typem povlaku se vyznačují vysokou tažností a rázovou houževnatostí za normálních i nízkých teplot a mají také zvýšenou odolnost proti tvorbě trhlin za tepla. Toho je dosaženo díky nízkému obsahu plynů, nekovových vměstků a škodlivých nečistot. Rovněž plynové ochranné prostředí minerálního původu, sestávající převážně z CO a CO2, je zbaveno vodíku, což vede k tvorbě studených trhlin v uloženém kovu. K přenosu kovu do svarové lázně dochází ve středních a velkých kapkách, roztavený kov se stává viskózním.
Z hlediska technologických charakteristik však mají elektrody se základním povlakem své nevýhody. Jsou poměrně citlivé na tvorbu pórů v přítomnosti okují, rzi a oleje na okrajích svařovaných dílů, stejně jako při navlhčení povlaku a prodloužení oblouku. Rovněž vyžadují dodržení skladovacích podmínek (v suchém, větraném prostoru) a povinnou kalcinaci při vysokých teplotách před použitím. Svařování se obvykle provádí stejnosměrným proudem s obrácenou polaritou.
Výhody elektrod se základním povlakem
- Šev má dobrou houževnatost a tažnost
- Kov obsahuje malé množství plynů a nečistot
- Spoj je odolný proti praskání za tepla
- Možnost svařování ve všech prostorových polohách
Nevýhody elektrod s bazickým povlakem
- Citlivé na vlhkost – elektrody skladujte na suchém místě
- Při provozu na střídavý proud může být oblouk nestabilní
- Prodloužení oblouku vede ke vzniku pórů
- Při práci na mokrém povrchu se může spojení zhoršit
- Elektrody musí být před použitím kalcinovány.
- Před svařováním je nutné připravit povrch
- Obtížné pro začínající svářeče
Aplikace
Elektrody se základním povlakem se používají při svařování kritických konstrukcí, kdy jsou na svarový kov kladeny vysoké nároky. Široce se používá pro svařování ropovodů a plynovodů, mostů a dalších kritických konstrukcí.












