Každý kovoobráběcí stroj má svůj symbol – číslo, kterým můžete určit typ a stručnou charakteristiku stroje.
Obsah
- Skupina strojů
- Typ stroje
- Označení dalších charakteristik
- Příklad označení stroje
- Označení počítačem řízených strojů
- Kód soustruhů
- Klasifikace soustruhů podle přesnosti
Skupina strojů
První číslice označuje skupinu stroje. Bylo dohodnuto, že všechny soustruhy mají být označeny číslem 1, skupina vrtaček číslem 2, brusky číslem 3, speciální stroje číslem 4, ozubené a závitořezné stroje číslem 5 , frézky pod číslem 6, hoblovací, drážkovací a protahovací stroje pod číslem 7, řezačky pod číslem 8 číslo 9 a všechny ostatní – číslo XNUMX.
Typ stroje
Druhé číslo označuje typ stroje. Vertikální konzolové frézky mají číslo 1, kontinuální frézky mají číslo 2, kopírovací a gravírovací stroje mají číslo 4, vertikální bezúkosové frézky mají číslo 5, podélné frézky mají číslo 6, speciální konzolové frézky mají číslo 7, horizontální frézovací konzolové stroje mají číslo 8, ostatní frézky – číslo 9.
Označení dalších charakteristik
Třetí číslice a u velkých strojů čtvrtá číslice podmíněně určuje hlavní rozměry stroje. Takže například třetí číslo 2 znamená, že velikost stolu frézky je 320×1250 mm. Stroj 6662 (podélné frézování) má stůl o rozměru 1800 x 6000 mm, u tohoto stroje jsou rozměry stolu označeny dvěma číslicemi. Kromě čísel jsou v čísle stroje často obsažena různá písmena. Pokud se písmeno objeví mezi první a druhou číslicí, znamená to, že konstrukce stroje byla vylepšena ve srovnání s předchozím modelem. Například model stroje 682 byl v průběhu let vylepšen, i když základní rozměry stroje zůstaly téměř stejné. Tyto pokročilejší modely byly označeny písmeny N, M, P atd.
Pro označení vysokorychlostní vertikální frézky bylo přidáno písmeno B (6N12B, 6M12B, 6M12R atd.). Písmeno na konci čísla znamená změnu hlavního nebo, jak se často říká, základního modelu. Pokud číslo stroje obsahuje písmeno G, znamená to, že stroj frézuje vodorovně. Na rozdíl od univerzálního stroje se stůl tohoto stroje neotáčí. Kromě masově vyráběných obráběcích strojů vyrábí průmyslová odvětví výroby obráběcích strojů mnoho speciálních strojů. Tyto stroje jsou obvykle označeny konvenčními sériovými čísly. Číslo kopírovací frézky obvykle končí písmenem K. Například vertikální frézka řady M se systémem sledování elektrokopie má označení 6M13K. Označení frézek vybavených systémem řízení cyklického programu obsahovalo písmeno P (například stroj 6A12P).
Příklad označení stroje
1K62 první číslo 1 je soustružnický skupinový stroj, dále písmeno K je generace stroje, třetí číslo 6 znamená, že stroj je šroubořezný soustruh, čtvrté číslo 2 je výška hrotů 220 mm.
Označení počítačem řízených strojů
U všech strojů s programovým řízením se do označení (čísla) stroje zadává písmeno F, což znamená, že stroj je vybaven systémem programového řízení a číslo vedle je doplňkovým znakem. Označení F1 se používá pro stroje vybavené digitálním zobrazovacím zařízením a předběžnou sadou souřadnic. Digitální zobrazovací zařízení má světelný displej, na kterém svítící čísla udávají hodnotu souřadnice (délku pohybu výkonného orgánu stroje). Při pohybu výkonného orgánu se mění čísla na displeji, a tak může obsluha nebo seřizovač kdykoliv zkontrolovat, jaký pohyb byl dokončen a do jaké délky.
Někdy systém digitálního zobrazení hlásí, v jakém režimu (s jakým posuvem, rychlostí vřetena) stroj aktuálně pracuje, a poskytuje další informace. Označení F2 označuje stroje vybavené CNC polohovacími systémy (bez ohledu na to, kolik souřadnic poskytuje daný řídicí systém pro pohyb). Označení FZ se používá pro stroje vybavené CNC obrysovými systémy, které zajišťují automatické pohyby výkonného orgánu po dvou nebo třech souřadnicích (například stroj 6R13FZ). Označení F4 se používá pro stroje s obrysovými nebo polohovými CNC systémy, které mají zařízení pro automatickou výměnu řezných nástrojů.

Podle klasifikace obráběcích strojů přijaté v SSSR jsou všechny stroje na obrábění kovů rozděleny do následujících skupin: 1 – soustružení; 2 – vrtání a vyvrtávání; 3 – broušení, leštění, konečná úprava; 4 – kombinované; 5 – zpracování ozubených kol; 6 – frézování; 7 – hoblování, drážkování a protahování; 8—rozdělení; 9 – různé. Skupiny jsou rozděleny do typů a typy jsou rozděleny podle velikosti strojů nebo velikosti zpracovávaných obrobků.
Skupina 1 Otáčení
1 — Automatické a poloautomatické jednovřeteno
2 — Automatické a poloautomatické vícevřeteno
6 — Zatáčení a čelní
Kód soustruhů
Při označování kódu strojů skupiny soustruhů první číslice 1 označuje skupinu strojů. Druhé číslo označuje typ soustruhu. Následující čísla zpravidla udávají technologický parametr stroje, a to: maximální průměr obrobku, výšku středů atd. Písmeno za prvním nebo druhým kódem může symbolizovat generování stroje, výrobce nebo modifikace. Písmeno umístěné na konci digitálního kódu může znamenat zlepšení základního modelu nebo třídy přesnosti stroje.
Zde je několik příkladů označení modelů soustruhů.
1K62 — číslo 1 — skupina soustruhů; 6 — soustružnický a vinný stroj; 2 — výška středů, dm; písmeno K – generace.
1A616 — figura — skupina soustruhů; 6 — šroubořezný soustruh; 16 — výška středů, cm; A – generace.
1B811— číslo 1 — skupina soustruhů; 8 — otáčení a couvání; 1 – technologický parametr, který určuje rozměry zpracovávaných obrobků; B – generace.
16K20P — číslo 1 — skupina soustruhů; 6 — soustružnické řezání šroubů; 20 — výška středů, cm; K – generace; P – třída přesnosti – zvýšená.
Je třeba poznamenat, že šestý typ strojů zahrnuje šroubořezné soustruhy a osmý typ zahrnuje opěrné soustruhy. V průmyslu obráběcích strojů je většina vyráběných kovoobráběcích strojů včetně soustruhů vyráběna podle státních norem; ve kterých hlavní parametry odpovídají normálním nebo velikostním rozsahům. Rozměrovou nebo normální řadou rozumíme skupinu podobných strojů, skládající se převážně z normalizovaných jednotek a dílů, z nichž každý je určen pro zpracování dílů určitých velikostí,
Velikostní řady (standardní velikosti) univerzálních šroubořezných soustruhů a dvousloupových rotačních soustruhů jsou uvedeny v tabulce. 1.
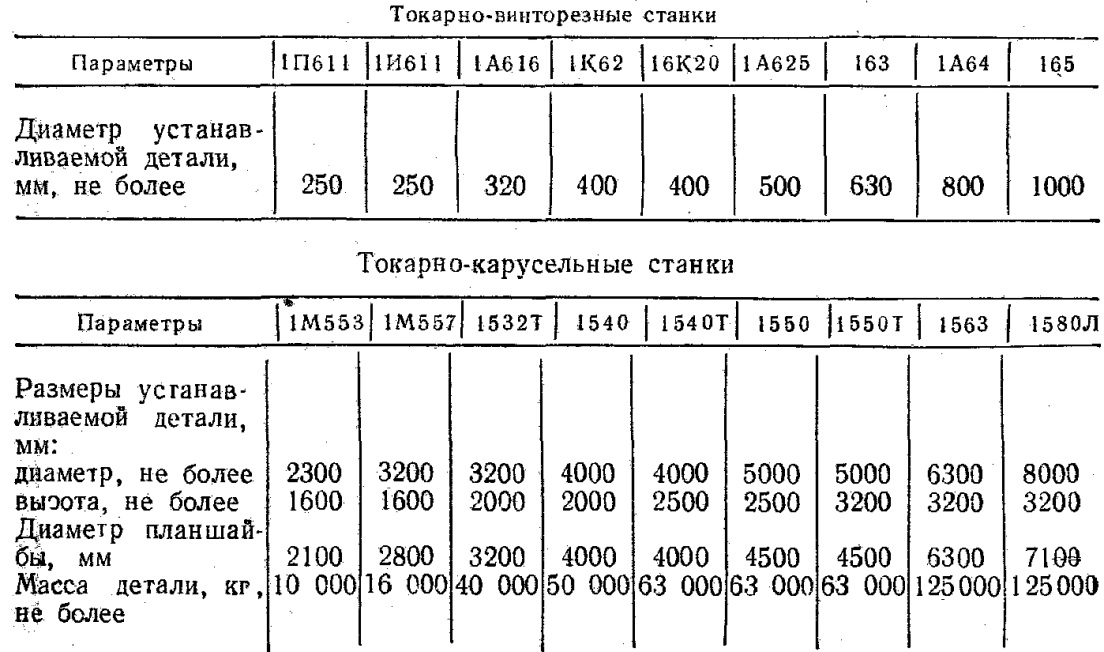
Tabulka ukazuje, že hlavním parametrem, který určuje standardní velikosti strojů, jsou rozměry instalovaného dílu. Navíc každá následující standardní velikost stroje umožňuje zpracovat díl s průměrem 1,26krát větším než měl předchozí díl. Pro univerzální šroubořezné soustruhy a rotační stroje je tedy jmenovatel velikostní řady nastaven na 1,26. Jinými slovy, řada čísel je 250; 320; 400; 500; 630; 800; 1000 (2300; 3200; 4000; 5000; 6300; 8000) tvoří geometrickou posloupnost se jmenovatelem 1,26.
Maximální výška instalovaného dílu na rotačních strojích se také mění podle zákona geometrické progrese se jmenovatelem rovným 1,26: 2000, 2500, 3200. Přítomnost dvou přirozeně se měnících hlavních parametrů: největší průměr instalovaného dílu a jeho výšky umožňuje také pravidelně měnit další technické vlastnosti stroje: výkon hlavního pohonu, hmotnost instalovaného dílu atd.
Podle stupně specializace Všechny stroje jsou rozděleny na univerzální, specializované a speciální.
Univerzální – jedná se o stroje, které mohou provádět různé operace na široké škále dílů.
Specializované – jedná se o stroje, na kterých je možné provádět omezený počet operací na stejnojmenných dílech.
speciální Jedná se o stroje určené k provádění omezeného počtu operací na dílech jedné standardní velikosti.
Klasifikace soustruhů podle přesnosti
Konečný výsledek závisí na přesnosti stroje a přesnosti dílů. Přesnost stroje je třeba chápat jako shodu s vypracovanými normami pro vzájemnou polohu pracovních částí stroje, pohyb a korelaci jejich pohybů jak bez zatížení, tak při řezání.
Přesnost soustruhu závisí na přesnosti výroby kritických částí stroje (vřeteno, jeho podpěry, vedení, díly karoserie atd.), kvalitě montáže a seřízení, tuhosti a odolnosti nosných dílů proti vibracím a shromáždění. Zvláštní význam pro přesnost stroje má přímost vodících rámů a házivost vřeten (čelní desky).
Přímost vodících rámů je ovlivněna následujícími faktory: tuhost a deformace rámů, podstavců a desek; drsnost vodítek; nerovinnost, vyboulení rámu v místech, kde jsou k němu připevněny další části těla; působení nárazu během zpracování a instalace; instalace stroje na základ.
Házení vřetena (radiální i axiální) závisí na přesnosti otvorů v pouzdře pro podpěry, kvalitě ložisek a jejich seřízení, kvalitě montáže sestavy vřetena a materiálu vřetena. Pro zvýšení odolnosti strojů, udržení přesnosti po delší dobu a zvýšení záruční životnosti zpřísňují továrny přejímací normy ve srovnání s normami GOST z 20 na 40 %.
Tuzemský průmysl obráběcích strojů vyrábí obráběcí stroje pěti tříd přesnosti.
třída N. Stroje s normální přesností. Patří mezi ně většina univerzálních strojů, například šroubořezné soustruhy mod. 1K62, 16K20 atd.
Třída P. Vysoce přesné stroje vyráběné na bázi běžně přesných strojů, ale se zvýšenými požadavky na přesnost výroby kritických strojních součástí a kvalitu montáže a seřízení. Patří sem např. šroubořezné soustruhy modelů 16K20P, 1I611P, 16B11P (pozn. SM – stejně jako GS526U, 1V625MP, 16R25P atd.).
třída B. Vysoce přesné stroje získané speciální konstrukcí jednotlivých komponent, vysokými požadavky na přesnost výroby dílů, na kvalitu montáže a seřízení komponentů a stroje jako celku, např. šroubořez model 1B616 (cca. SM – stejně jako 250 ITVM).
třída A Obzvláště vysoce přesné stroje. Na jejich výrobu jsou kladeny ještě vyšší požadavky než na stroje třídy B (pozn. SM – šroubořezný soustruh SAMAT 400S/S).
třída C Zvláště přesné stroje nebo mistrovské stroje, vyrobené s nejvyšší možnou mírou přesnosti detailů a se zvýšenými požadavky na montáž a seřízení komponentů.
Stroje třídy B a A jsou instalovány v místnostech s automaticky řízenou teplotou a vlhkostí.
Podle hmotnosti stroje se dělí na plic (do 1 t), Průměry (do 10 t); těžký (nad 10t). Těžké se zase dělí na velké (do 10 – 30 tun), skutečně těžké (30 – 100 tun) a zejména těžké (unikátní) vážící více než 100 tun.
















